
平整机尾卷处理装置提升系统改造及故障处理
2020-01-08 22:42李新亮刘亚伟赵自刚
中国电气工程学报 2020年20期
李新亮 刘亚伟 赵自刚

摘要 通过对平整机尾卷装置提升系统进行改造主要包括对提升系统增加配重以及增设提升位置检测用的旋转编码器,有力保证了平整尾卷装置稳定运行,保证了生产顺利进行。
关键词 尾卷装置 改造 故障
The innovation for the pup coil/spool handling abstract system of the Skin-pass Mill and fault handling
LI Xin-liang LIU Ya-wei ZHAO Zhi-gang
(Cold Rolling Plant of The Han-dan Iron and Steel Company, Hebei Han-dan 056001, China)
Abstract: With the innovation for the pup coil/spool handling abstract system, it mainly includes redesigning for the power track, and adding abstract encoder. It ensures the pup coil/spool handling system run smoothly, it also ensure Skin-pass Mill work well.
Key words: Pup coil/spool; Innovation;fault
1 前言
平整机尾卷处理系统是平整线生产的一套重要半自动装备,用于生产时从开卷机上卸下尾卷或套筒,运到储存架,再回到开卷机上方待卷,继续下一个接收循环,保证平整机连续生产。但由于外方仅提供设计的基本数据和参考图,没有提供详细图纸,在国内设计、制作,由于生产商不清楚现场实际情况,尾卷处理装置安装到现场后,从调试开始,故障一直不断,经常导致平整机全线停车,严重影响到平整机的生产。
2 尾卷处理装置提升系统存在的主要问题
2.1电磁吊在吊运钢卷或套筒过程中,经常摆动,运行不平稳,时常造成电气信号丢失,停止动作,而且还导致行走轮磨损情况不一样,带有提升电机这一侧磨损严重,寿命使用短,更换起来较繁琐,耗时较长。主要原因是电磁吊不平衡,有提升电机这侧重,电磁吊向重的一侧倾斜,从而导致运行过程中出现摆动,运行不平稳。
2.2由于设计时没有考虑到尾卷装置提升部分要实现自动运行,没有设计测量提升和下降高度的编码器,提升系统无实现自动运行,操作工只能现场手动操作,影响生产节奏,工人劳动强度增加。
3对尾卷处理装置进行改造
3.1重新定购备件采用江阴凯澄起重机械有限公司的HJ型双沟旋转钢丝绳电动葫芦,更换为自带抱闸的齿轮电机型号为德国品牌SEW产品。同时对电气接近开关位置进行更改、加固,解决旋转定位不准确问题。本尾卷提升系统具有结构紧凑,自重轻体积小操作方便等优点。电动葫芦的主要参数为:1)额定起重量1600+1600KG。2)起升速度16/1.6M/MIN。3)起升高度6M。4)双沟钩距600M。
其电动葫芦减速器采用斜圆柱齿轮三级减速,齿轮及齿轮轴均采用40CR钢锻制加工,并经过热处理,全部采用滚动轴承支承,壳体用铸铁制造,装配严密,密封防尘可靠。
3.2提升电动机采用较大起动力矩的锥形制动电机,以适应设备切断工作中频繁的直接起动,最大转矩为额定力矩的2.4-3倍。提升电机有两个电机,快慢速电机,总重约为105公斤,根据力矩平衡公式:
G1*L1=G2*L2
其中G1=105kg,根据图纸计算出L1=684mm,L2=1130mm,
G2=G1*L1/L2=105×684÷1130=63.5kg,
在提升电机对面增加由角钢做成的安装支架,用δ=20mm的钢板制作5块配重块,安装到支架上。保证电磁吊平衡,实现横向移动时平稳。
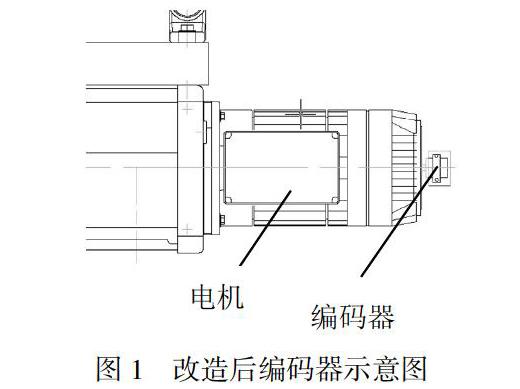
3.3增设编码器,实现尾卷处理装置自动运行。如图1所示为增设编码器,需要首先考虑和解決以下五方面技术问题:
3.3.1编码器安装位置问题。由于电磁吊配重和配电箱位于卷筒的一端,为保证编码器和卷筒旋转同步,编码器只能安装在快速电机的轴端。在此安装编码器,需要首先明确快、慢速传动的传动互动关联关系。
3.3.2同轴度问题。如果在电机轴端焊接一个联接件,因为不能再机加工,同轴度是难以保证的。所以,在研究了设备结构后,我们测绘制作了一端带非标螺母的联接件拧在卷筒快速电机的尾轴端,巧妙地利用了电机轴端探出的螺纹结构,保证了编码器安装的同轴度。
3.3.3轴向窜动的吸纳补偿问题。电葫芦升降时,电机锥型抱闸制动和打开要产生轴向窜动量。为吸收和补偿这一轴向窜动量,我们采用了柔性连接的联轴器。这种联轴器可允许最大轴向滑移9mm,完全可以吸纳抱闸4~5mm的窜动量。
3.3.4机械安装可靠性验证问题。为验证安装的机械可靠性,我们在进行了15天的空运转后才进行电气接线,以免因安装或方案不当造成其他损坏。
3.3.5参数计算问题。电气接线前,通过计算齿轮箱速比和实际测量卷筒周长,计算出编码器转一转钩头的升降高度,输入计算值,再根据运转实际值对计算值进行修正,保证了改造成功,实现了升降位置的精确控制,确保尾卷处理装置提升机构自动步实现。
4常用故障排除和解决方法
部位 常见故障 通常原因 方法排除
一、电机 起升电机起吊无力或电机不运转 电源电压过低 保证电机端电压大于额定电压的90%
电源线太细,线压降大 选配合适电源电缆线
三相电压不平稳 调整用电保证三相电压相差小于3%
电机两相运转 检查保险丝、接触器及各接线头是否正常接通
二、减速器 1.噪声较大 缺少润滑油 添加润滑油
2.从卷筒处漏油 减速器中加油过多 放掉多余油量
3.从减速器箱盖处漏油 箱体箱盖间油封损坏 更换油封
三、电控箱 1.接触器触头烧坏或变压器(36V)烧坏 通电电压过高或者过低 通电电压对额定电压的偏差量超过10%
2.接线头松动接触不良 生产中受到震动 端盖进行检查和紧固
3.按钮开关手柄接触不良 按钮开关手柄严重磕碰 及时检查按钮以及线头
限位杆停止块松动移位 重新调节并紧固停止块
5 结束语
我们对平整机的尾卷处理装置提升系统进行了以上改造,改造以后效果使用良好,设备运行平稳,每个月故障由以前的每个月8-9个小时降到无故障,保证了生产顺利进行,取得了良好的经济效益。
猜你喜欢
初中生学习指导·中考版(2022年4期)2022-05-12
中国典型病例大全(2022年13期)2022-05-10
内燃机与配件(2022年2期)2022-01-17
科学家(2021年24期)2021-04-25
科技研究·理论版(2021年22期)2021-04-18
语文世界(初中版)(2018年2期)2018-03-07
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
