
计算机辅助装配系统在转向架组装中的应用与研究
2019-12-19 02:09支运龙邓鸿剑山荣成姚迪姚凯孙丰晖
科技创新导报 2019年22期
支运龙 邓鸿剑 山荣成 姚迪 姚凯 孙丰晖
摘 要:随着计算机技术的快速发展,借助于转向架装配生产线自动化、信息化、智能化生产模式升级,将设计、工艺、物流、质量、生产、设备等各环节纵向集成、横向交互贯通,实现转向架制造技术能力的质变。本文以动车组转向架装配为研究对象,通过计算机辅助装配系统的应用、作业质量管控、关键信息采集三个方面对动车组转向架计算机辅助装配系统进行研究总结,为动车组转向架信息化装配系统的研究推广提供参考与支持。对转向架生產模式升级具有积极意义。
关键词:计算机辅助装配 转向架组装 质量管控 信息采集
中图分类号:TP39 文献标识码:A 文章编号:1674-098X(2019)08(a)-0113-03
1 引言
我国高速铁路正处于快速发展阶段,截至2018年中国高铁运营里程已超过2.9万km。在线运营的动车组越来越多,对动车组新造及检修需求也随之增大。转向架作为动车组的关键部件,承担动车组的牵引制动、悬挂导向、减振降噪等作用,直接决定了动车组行驶的安全性、可靠性与舒适性[1]。转向架组装以往采用重人力、机械式的生产方式,装配工艺及作业质量完全由作业人员决定,员工工作强度大、工作压力重,无法满足现代化生产要求。顺应“中国制造2025”的发展潮流,动车组转向架的装配作业由机械化的生产方式转变为自动化、信息化的生产方式,生产方式逐步升级,为动车组转向架的生产提供有力支持。
为提高转向架组装效率,改善作业环境,降低劳动强度,众多专家学者从不同领域进行研究。张菲从动车组转向架装配线层面,以多约束条件为前提对生产作业进行规划与仿真[2]。刘检华以提高复杂产品装配数据可视化及实时化为切入点,构建针对复杂产品的计算机辅助装配过程控制与管理系统[3]。
2 计算机辅助装配系统应用
据统计,在产品制造过程中30%的劳动力用于产品装配,而产品制造总成本的50%~70%消耗在装配作业中。由于产品装配作业比重的日益增大,产品制造成本日益增加,如何实现装配自动化、柔性化,已成为现代企业面临的迫切问题[4]。在动车组产量增加、生产能力受限、制造成本居高的情况下,为保证产品装配质量,提高生产效率和生产能力,提升市场竞争力。运用生产线技术,通过计算机辅助装配系统实现转向架信息化装配是一种有效的解决方案。
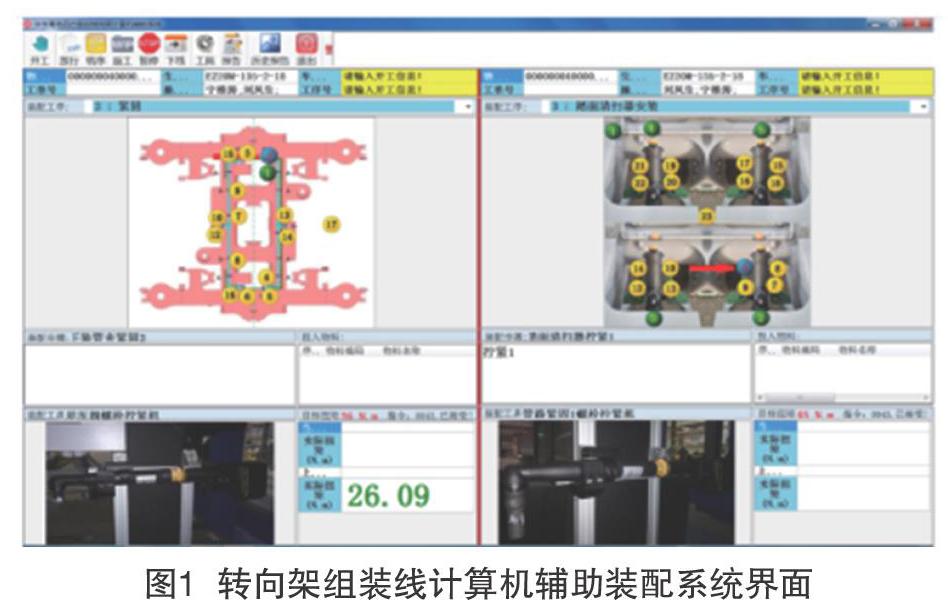
计算机辅助装配系统(Computer aided assembly system,简称CAA系统)是指在计算机辅助下指导、管控产品装配过程的计算机技术,是产品信息化装配过程中的执行、控制层系统。区别于传统的转向架装配方式,信息化生产过程通过信息流驱动转向架在产线中流转,实现转向架组装“人、机、料、法、环、测”多方面的协同关联。CAA系统由上层车间控制系统接收生产工单,调用装配程序驱动转向架装配作业,自动判断作业质量是否满足要求,最终提报上层车间控制系统及质量管理系统。多系统信息交互形成完整的转向架装配闭环管理,实现转向架装配过程实时监控,作业质量自动管控,关键信息采集、统计。图1所示为转向架组装CAA系统界面。
3 作业质量管控
转向架组装的质量直接关系到动车组运行安全与否,对组装作业质量管控是计算机辅助装配系统主要功能之一。作业质量管控包括装配过程的管控与装配质量记录的自动生成。组装线中零部件装配扭矩刻打自动采集,关键尺寸测量数据自动采集,系统自动生成质量记录表并直接与转向架绑定,为产品全寿命周期质量管控提供数据支持。
3.1 扭力紧固管控
为实现扭力紧固的信息化管控,智能扭力扳手替代原机械扳手成为生产线的拧紧工具。智能扭力扳手的使用需预置紧固程序,提前将各个紧固数据及评定标准添加至扭力扳手作业程序中。在螺栓拧紧时,扭力扳手从扭矩、紧固角度、转速及扭矩与角度相关曲线等多个维度对紧固作业进行信息采集,自动对紧固作业进行在线判断。通过装配程序的设置可对扭矩不到位、拧紧过快,紧固件漏装等多种异常操作报警,降低了人工质检作业量,转向架组装线已逐步取消原有的三检(自检、互检、专检)模式。
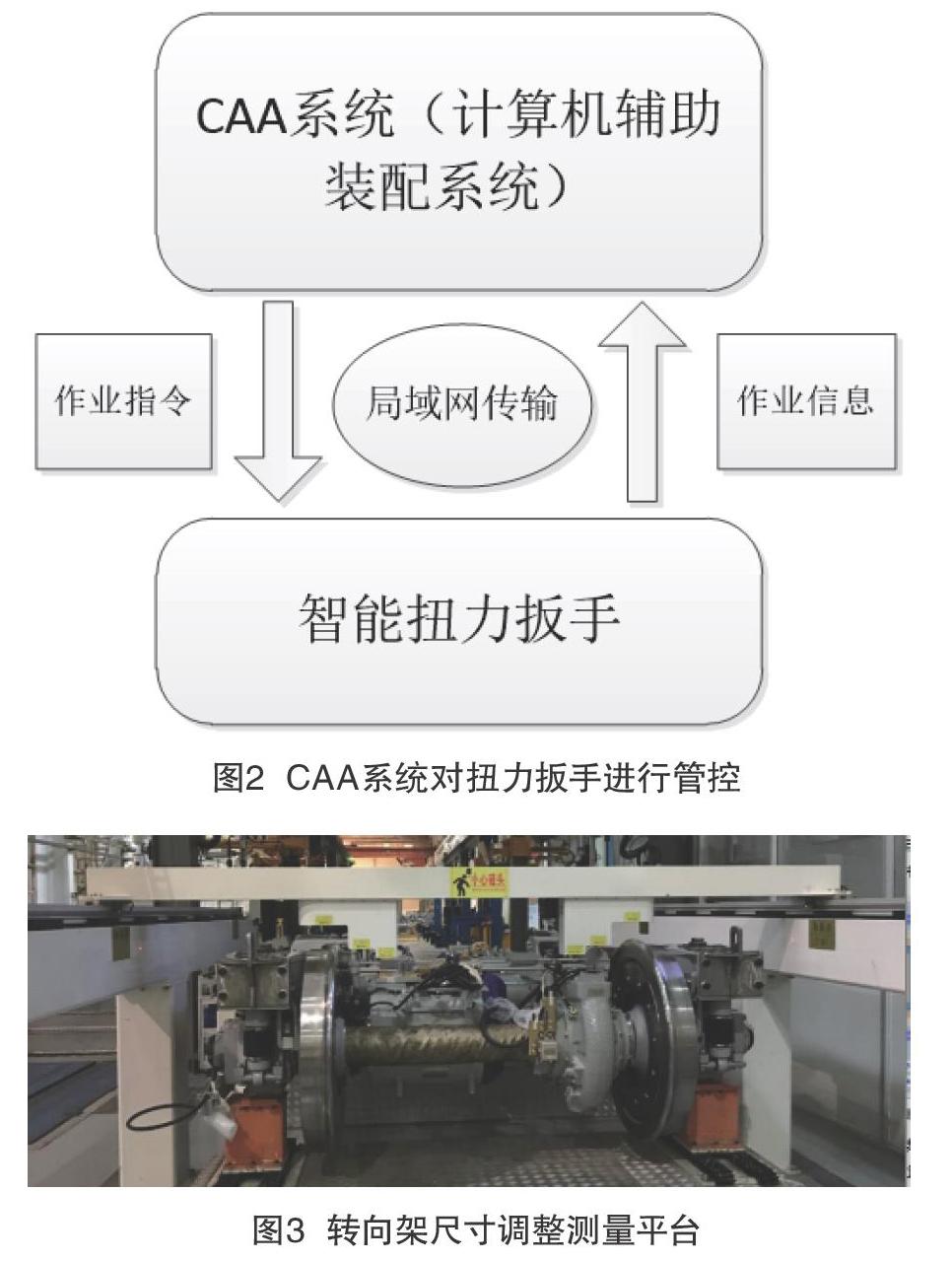
信息化生产模式下扭力扳手与计算机辅助装配系统结合,实现紧固作业智能化管控,CAA系统与扭力扳手相互关系见图2。考虑到现场作业工具较多,扭力扳手由CAA系统驱动,动作指令传递给专用智能扳手后方可解锁,避免了作业人员误用扭力工具作业,同时对拧紧作业计数也规避了紧固件漏装的风险,保证装配质量。CAA系统记录扭力扳手的使用及校准,提醒扭力扳手的计量时间,超过计量期的扳手自动锁定不得使用,确保现场作业工具的有效性。通过对各扭力扳手扭矩的数据分析、评价,可实时预警扳手失效趋势,对扭矩值不稳定或超过上限的扳手自动预警。作业完成后,CAA系统自动采集扭力紧固信息,上传至公司信息化系统中作为转向架装配履历的一部分。
3.2 尺寸测量管控
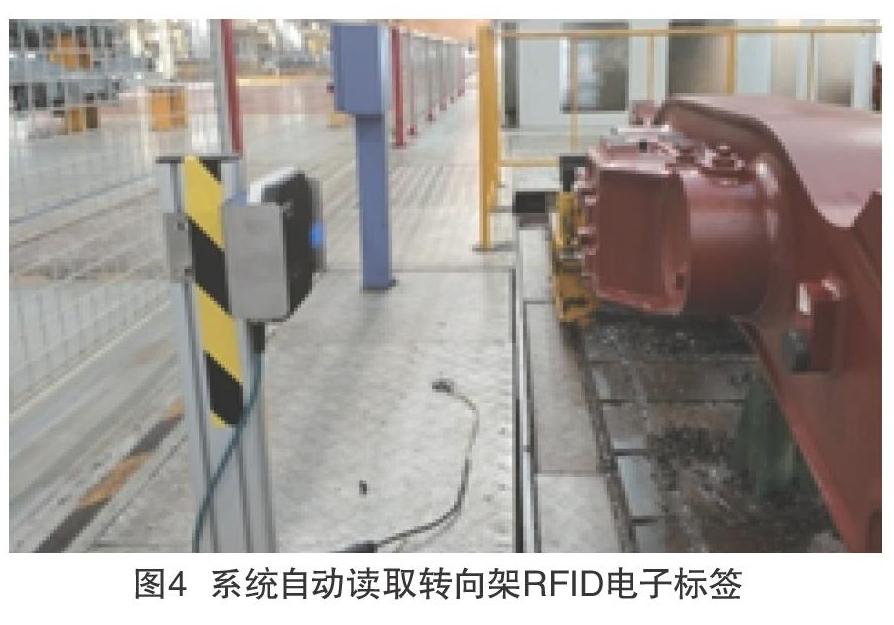
转向架管路高度等尺寸通过便携式无线测量工具进行测量采集,测量工具与CAA系统连接,利用无线传输技术实现转向架装配过程中部分测量尺寸的采集、上传和统计分析。如图3所示,转向架组装线尺寸调整工序采用自动检测、测量控制及线结构光实时检测技术,自动检测转向架构架与轮对的尺寸,实时检测反馈转向架尺寸测量结果,并将测量数据上传到测量控制系统,通过运算及测量控制系统预先设定的参数对比,判断转向架尺寸是否合格。
猜你喜欢
居业(2016年9期)2016-12-26
居业(2016年9期)2016-12-26
中国经贸(2016年19期)2016-12-12
