
输气站场分离器排污阀内漏相关问题探讨
2019-12-19 02:09刘良果刘力升梅茜迪
科技创新导报 2019年22期
关键词:内漏
刘良果 刘力升 梅茜迪


摘 要:天然气站场分离器多采用两级排污阀控制进行排污,一级阀门为截断阀,二级阀门为控制阀,虽然采取了两级阀门控制,但在日常生产过程中仍然出现排污阀内漏的情况。针对出现的此种情况,从输气站场分离器排污操作规程以及阀门结构入手,分析了引起内漏的原因以及阀套式排污阀内部结构和原理,提出了一定的改进措施。
关键词:输气站场 排污阀 内漏
中图分类号:TG172.9 文献标识码:A 文章编号:1674-098X(2019)08(a)-0110-03
1 引言
目前输气站场分离器排污阀多为两级控制,以某输气站分离器排污阀为例进行分析:一级阀门为A公司的平板闸阀;二级阀门为B公司的阀套式排污阀。排污操作时,一级平板闸阀只做全开全关,二级阀套式排污阀控制进行排污。
2 阀门结构原理
2.1 平板闸阀结构原理
平板闸阀由阀杆、闸板、阀体、阀盖、密封圈、传动装置等部件组成,两端与管线连接而形成气体通道,中部两侧装有密封圈,闸板沿通道轴线的垂直方向移动,用传动装置带动阀杆螺母回转运动带动闸板作垂直于流体的相对直线位移实现闸板的启闭。在管路上做全开全关用,一般闸阀不可作为调节流量使用,阀门密封依靠闸板和密封圈紧贴来实现,紧贴的严密程度反映了该阀门密封性能的好坏[1]。
2.2 阀套式排污阀结构原理
阀套式排污阀由节流轴、柱塞形阀芯、阀芯套、阀体、阀杆、阀座、缓压轴等部分组成。阀套式排污阀主要通过阀芯的上下运行改变阀门开度[2]。开阀时,阀芯缓慢开启,閥芯密封面与阀座密封面有一定空间距离时,气体和杂质一同经过节流轴、套垫窗口、阀套窗口节流后,由阀套排污窗口排出。
3 排污阀内漏原因分析
3.1 阀套式排污阀内漏原因分析
(1)阀门开启过程(排污过程)
①逆时针转动手轮,阀杆带动阀芯逐渐上移,密封面脱开,阀芯上的导流座移出阀座内孔,形成窄缝间隙,介质通过阀座上的对称节流孔进入阀座内部,少量介质可通过窄缝流出,逐渐降低系统压力。
②继续逆时针转动手轮,阀芯向上运动,导流座上的节流孔移出阀座内腔,较多的介质通过导流座和阀套节流后顺利排出。
③继续逆时针旋转手轮,阀芯向上移至全开位置,此时,介质压力已大大降低,大量杂质可直接从阀套节流孔处排出,并在倒置的密封处形成涡流,不断清洁密封面,防止杂质粘附在密封面上。
(2)阀门关闭过程
①顺时针转动手轮,阀杆带动阀芯下移,此时排污已结束,系统压力降低,阀套上的节流孔面积逐渐减小,导流座靠近阀座,并改变介质流向,介质经节流后以一定的速度流过密封部位,逐渐加强对密封面的清洁力度。
②继续转动手轮,阀芯上的导流座进入阀座内孔,形成窄缝节流,由于排污接近结束,介质杂质已经较少,导流座和阀座的窄缝阻止了残留的微小杂质流入密封面,介质通过窄缝快速流出,彻底清扫密封面。
③继续转动手轮,阀芯和密封座接触,实现密封[3]。
通过对阀门开关过程的分析可知,造成阀套式排污阀内漏的主要原因有两个方面:一是阀芯底端嵌入聚四氟乙烯与阀座凸台端面之间的软密封损坏,如图1所示,原本“圆形”的四氟垫片冲蚀成“梅花形”。
二是阀芯底端内孔锥面与阀座凸台锥面之间硬密封损坏,如图2所示,阀芯完全被冲蚀,无法与阀座凸台锥面形成硬密封。
3.2 平板闸阀内漏原因分析
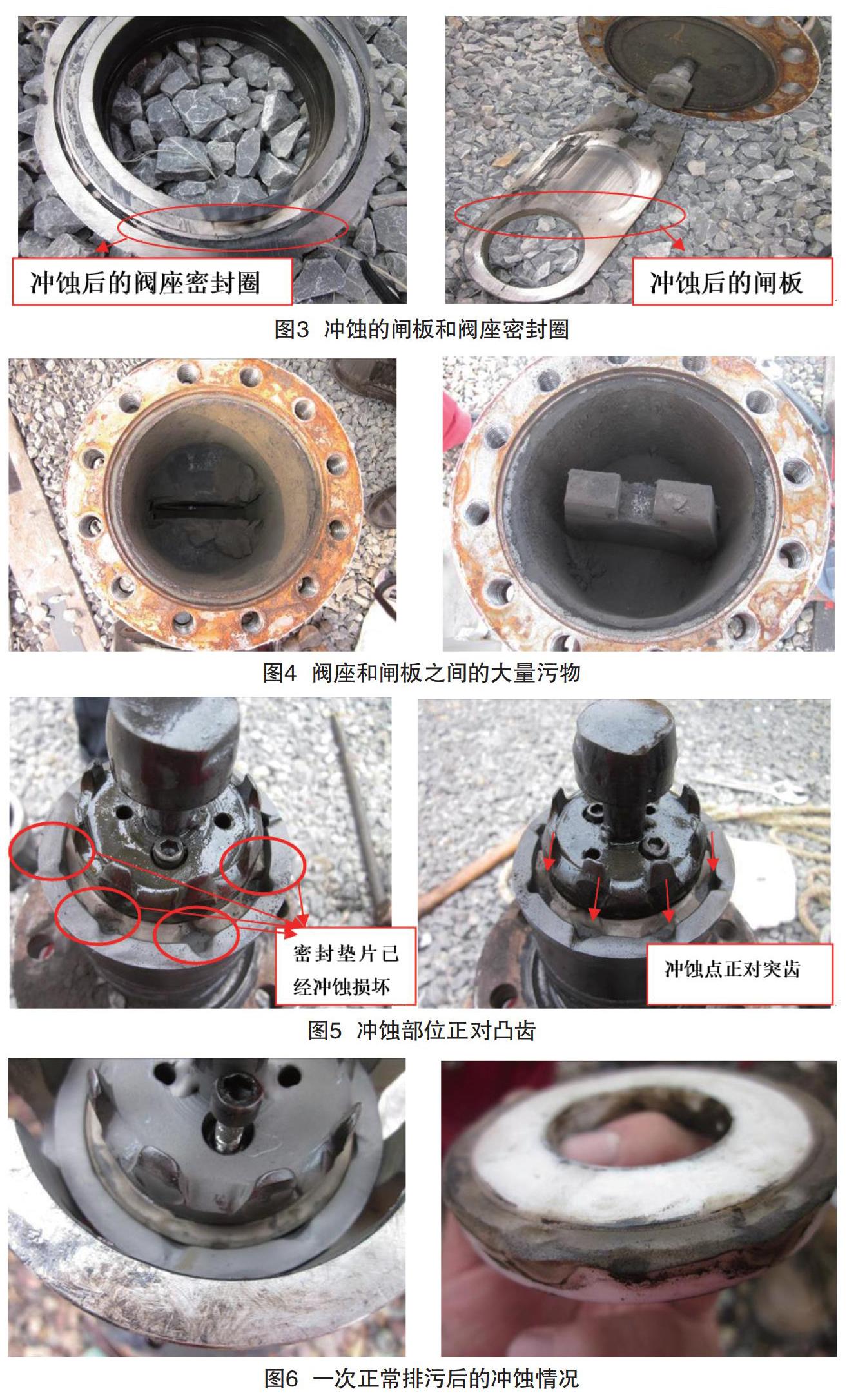
平板阀门密封依靠闸板和密封圈紧贴来实现,造成平板闸阀内漏的主要原因有两个方面:一是阀座密封座圈的损坏以及闸板的冲蚀将会导致阀门的内漏,如图3所示。
二是阀座和闸板之间污物过多,堆积在密封面处,造成气流的冲蚀导致阀门的内漏,如图4所示。
4 阀套式排污阀内部结构的改进措施
根据之前的分析可知,阀套式排污阀容易被冲蚀损坏的是软密封四氟垫片,解决其内漏的方法为更换四氟垫片,但更换垫片后经几次排污仍旧出现阀门内漏。针对夹滩站多次出现的阀门内漏情况,作业区组织对阀套式排污阀内部结构进行了认真分析,发现阀芯密封垫片被冲蚀损坏部位正对阀芯上的凸齿,如图5所示。
为了验证此处突齿改变流态后对密封面的破坏强度,进行了验证测试,经一次正常排污后,密封面突齿的正下方就被冲蚀损坏,造成了阀门的内漏,如图6所示。
同时,经拆卸发现阀芯节流轴与阀座凸台锥面之间并未完全啮合,为了实现阀芯节流轴一级节流缓压的作用,达到硬软双重密封效果。作业区结合乐山长仪阀门厂对阀门结构进行了改进,将阀芯以及对应的阀座凸台锥面改小,使阀座凸台锥面与阀芯完全啮合。
经过改进后的阀门在一定程度上减轻了流体对阀座四氟垫的冲蚀,但经过一段时间的运行后,阀门仍旧出现了内漏情况,且由于流通量变小,相应增加了排污难度和增长了排污时间,造成1MPa以下根本无法排污的情况。经拆卸发现,阀座、阀芯以及阀芯套的开孔变小,虽然实现了阀芯节流轴一级节流缓压的作用,但由于天然气流通通道减小,流速增加,对阀体以及阀座造成了更加严重的冲蚀,阀芯节流轴由于一级节流作用也更易被冲蚀,改进并没有得到预期的效果,冲蚀后的情况如图8。
因此,将阀座、阀芯以及阀芯套的开孔变小的方法不能彻底解决阀门受冲蚀的情况,随后作业区又结合厂家对阀套式排污阀结构再次进行探讨,认为阀芯的硬软双重密封是保证阀门不泄漏的关键,在保证双重密封的前提下,应该增大天然气的流通面积,防止节流产生高流速的流体对阀体内部造成冲蚀,增大流通面积从以下几个方面进行改进:(1)阀座开孔面积;(2)阀芯节流轴一级节流后的流通面积;(3)阀套的开孔面积。
通过阀门流通面积的增加,一方面保证了污物的顺利排放;另一方面也减轻了流体对阀门的冲蚀,取得了一定的效果。
5 结语
通过失效分析,提出以下建议:(1)平板闸阀每半年对阀腔吹扫排污一次,并增加平板闸阀阀腔吹扫排污的频率,调整为一个月或半个月(根据管内污物情况而定)一次,防止H2S粉末大量残留在阀腔内;(2)在平板闸阀阀腔排污口加装小球阀,便于排污吹扫的控制;(3)每次排污操作后,对平板闸阀阀座进行注脂,保证密封脂充盈密封面,防止H2S粉末残留在阀座和闸板之间,造成闸板和阀座的冲蚀;(4)分离器一级排污阀更换为密封效果更好的球阀作为一级截断阀门定期对阀套式排污阀整体拆卸清洗一次,清除通过阀芯平衡孔流向阀芯上腔的污物,并检查阀体冲蚀情况,及时更换损坏的阀门以及相应的密封垫片。
参考文献
[1] 张德姜,王怀义,邱平,等.石油化工装置工艺管道安装设计手册·第三篇[M].北京:中国石化出版社,2014.
[2] 何养联,赵志涛,罗飞,等.输油站场典型阀门设备失效分析及预防[J].内蒙古石油化工,2016(9):75-77.
[3] 中国石油天然气集团公司规划设计总院.油气田常用阀门选用手册[M].北京:石油工业出版社,2000.
猜你喜欢
上海大中型电机(2021年1期)2021-06-09
化工管理(2021年7期)2021-05-13
压力容器(2020年2期)2020-03-25
广州医药(2020年6期)2020-01-03
安全、健康和环境(2019年11期)2019-12-17
中国医疗设备(2017年10期)2017-11-24
科学与财富(2017年27期)2017-10-17
山东工业技术(2017年9期)2017-05-16
