
华中8型系统数控加工中心的模拟主轴控制设计
2019-12-19 02:05王文超
科技创新与应用 2019年35期
王文超
摘 要:文章主要介绍的华中8型系统模拟主轴的实现,这其中包括了模拟主轴的电路控制、变频器参数设定、数控系统参数的调整和设定、转速和转向控制的PLC设计等方面介绍了华中8型系统的模拟主轴的实现方法,并在实际数控加工中心上调试成功。
关键词:华中8型系统;模拟主轴;串行主轴;PLC;转向控制
中图分类号:TG659 文献标志码:A 文章编号:2095-2945(2019)35-0087-03
Abstract: The paper mainly introduces the realization of Huazhong 8-type system analog spindle, which includes the circuit control of the analog spindle, the parameter setting of the frequency converter, the adjustment and setting of the parameters of the numerical control system, the PLC design of the rotation speed and steering control, etc. It introduces the realization method of the analog spindle of Huazhong 8-type system, and after running and commissioning, the result is satisfying.
Keywords: Huazhong 8-type system; analog spindle; serial spindle; PLC; steering control
随着我国制造业的快速发展,数控机床在各行业中的应用越来越广泛,部分行业对数控机床的主轴的转速精度要求不高,这时我们就可以采用模拟主轴的配置,模拟主轴是把主轴的转速通过D/A转换器转换成模拟电压,模拟电压输送到变频器中,由变频器控制主轴转速。这种配置的突出的优点是原理简单,经济性较好,有利于数控机床在这些行业的普及。
主轴系统是数控机床重要模块,是切削力的主要来源,是机床的主运动。为了保证机床的正常切削加工,要选择合适的切削速度。机床的切削速度取决于主轴转速和道具直径,公式为:
数控机床的主轴应具备的功能是:调速、启动、停止及转向控制功能。
1 工作原理
数控机床的主轴控制有两种方法:串行主轴控制和模拟主轴控制。本文主要介绍在华中8型系统下模拟主轴的实现,模拟主轴就是数控系统输出模拟电压信号,采用变频器和三相异步电机来实现主轴控制。VM740S立式加工中心,采用华中8型数控系统控制,变频器采用深圳台达TD500,主轴电机为普通三相异步电动机YE2-90L-4。电机通过同步带与主轴相联,主轴末端没有安装编码器,数控系统通过模拟主轴功能控制主轴。模拟主轴电器连接如图1所示,主轴的转速由HIO-1073模块的输出接口向变频器TD500的DI1、COM端子输出0-10V模拟电压来控制主轴转速。主轴的旋转方向由数控机床的PLC输出的Y2.5、Y2.6正反转信号使对应K10、K11继电器线圈通电,并用K10、K11的常开触点分别控制变频器正转、反转端子来实现主轴的正反转。
2 主轴转向控制
根据加工指令可知,M3控制主轴正转、M4控制主轴反转、M5控制主轴停止,要实现此功能,需要设计相应梯形图。根据表1主轴I/O分配表,设计出主轴控制梯形图如图2所示。
(1)在MDI方式下,输入“M03S1000;”,按下循环启动键,CNC接收到信号,根据梯形图2将M03MGET后对应的信号R90.1为1,R90.3自锁。若输入的是M04则对应的信号R91.1为1,主轴反转,若输入的是M05则对应的信号R92.1为1,主轴停转。当M指令执行后,相对应的M指令应答,M指令结束。
(2)主轴正转,在MDI、自动模式下输入M03后,经MGET后R90.1为1,R90.3自锁。当手动方式下,按下主轴正转按钮X484.5,R90.0为1,R90.3自锁。Y4.0为1,主轴正转。反转运行同理。
(3)主轴停转,当输入M05时,经MGET后R92.1为1,R92.3为1,R91.3和92.3为0;当手动模式下,按主轴停止按钮X481.4,R92.0为1,R92.0为1,R91.3和92.3为0;主轴停止运转。
3 主轴速度控制
在数控机床中,主轴速度由加工程序制定,如“M03S1000”中的“S1000”即是主轴速度值,PLC先进行S代码处理得到程序指定的速度值,将主轴速度指定值乘以主轴倍率就是主轴的实际转速,CNC系统将实际转速转换为模拟电压的形式,输送到变频器中,由变频器控制异步电机。
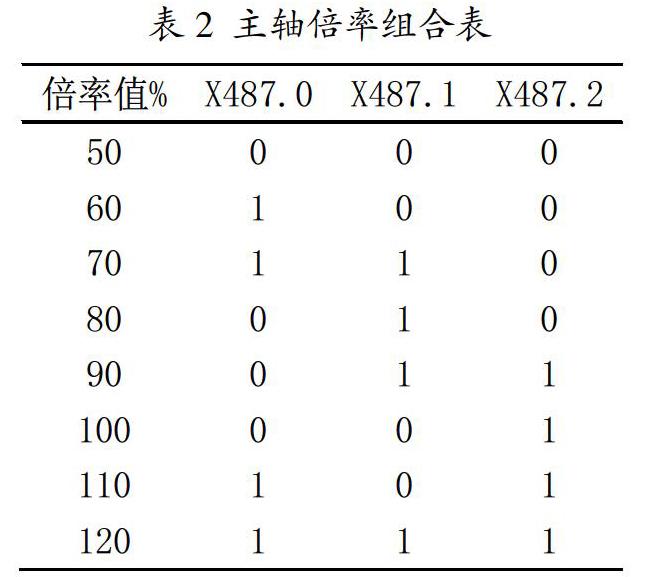
在图2和表2中,主轴转速倍率使用的是波段开关来调节,波段开关是通过三个二进制编码信号的不同组合形成P参数的地址,并将P参数中的数值输送给G信号,倍率的调节范围为50%~120%,对于模拟主轴控制,为了使主轴实际转速与指令转速一致,应对数控系统参数和变频器参数进行设置。
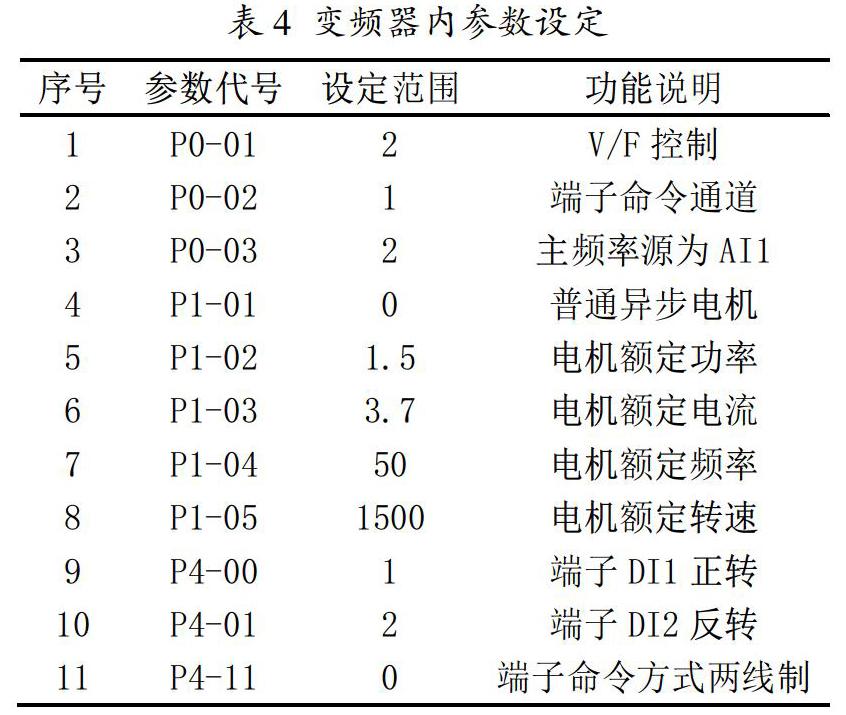
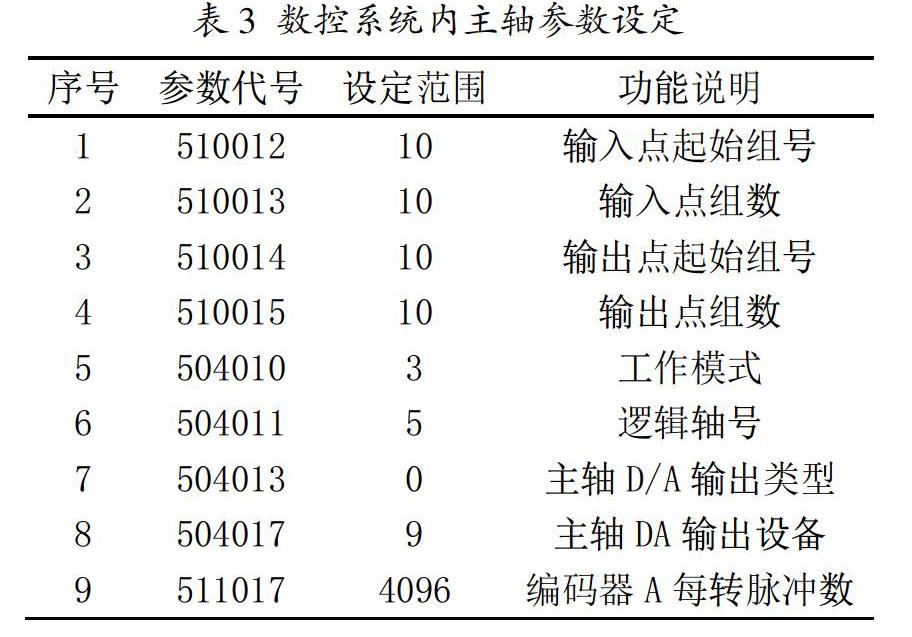
根据主轴电机铭牌数据和所选用的数控系统,设置变频器参数如表4和数控系统内主轴相关参数如表3所示。速度控制具体如下。
首先将变频器参数P0-01设定为2,表示变频器的模拟量输入电压范围为0~10V,P0-02设定为1,表示变频器端子AI1接收模拟量电压,如表4所示。在P参数中设置数主轴最高转速1500和最小转速0。当编程“M03S1000”,倍率调节为50%,此时X487低三位代表的是P0到P7参数的地址,PLC将P参数中的数值输出到G2566中。CNC送给变频器的电压=3.33V,主轴实际转速为1000×50%=50r/min。
模拟主轴控制转速时,会产生转速误差,可通过数控系统中P参数设定的最大速度值和零点漂移参数调整电机转速。
4 结论
模拟主轴配置一般用于对主轴转速精度要求不高的数控加工设备,其控制的难点主要是速度和方向的PMC程序设计及数控系统参数、变频器参数的设定及调试。其优点是具有较高的经济性能,对于数控加工设备的普及具有重要的意义。
参考文献:
[1]龚仲华.数控系统连接与调试[M].北京:高等教育出版社,2012.
[2]严瑞强.基于FANUC系统的模拟主轴速度误差控制方法[J].机电工程技术,2018,47(12):10-11.
[3]范芳洪.模拟主轴低速区转速精度提高的探讨[J].電子测试,2014(06):7-9.
[4]陈吉红.华中数控系统连接与调试手册[M].华中科技大学出版社,2012.
