
设备冷却水热交换器钛合金管板密封焊缝的渗透检测
2019-12-19 08:19:58
无损检测 2019年12期
(国核电站运行服务技术公司,上海 200233)
某核电厂设备冷却水热交换器为核3级设备,采用海水冷却,传热管为钛管,水室管板表面材料为钛合金。钛管与管板密封采用胀接+焊接的方式,密封焊的质量直接影响热交换器的换热效率。如果密封焊发生破损会造成管板碳钢基体腐蚀;当海水通过破损的密封焊缝进入设备冷却水系统后,会对其冷却的设备造成影响,进而影响整个机组的安全稳定运行。
渗透检测作为一种有效的表面检验方法,被用于该核电厂设备冷却水热交换器管板密封焊表面的定期检查中。笔者根据管板密封焊的结构特点,以及所发现的典型缺陷的特征,结合现场实践经验,总结出了该渗透检测过程中需注意的关键工艺操作步骤。
1 检验过程
1.1 检测用器材的选择
渗透检测用器材包括:三点式不锈钢镀铬裂纹试块(B型试块)、HD-RS-H型渗透剂、HD-BX-H型清洗剂、HD-XS-H型显像剂、刷子、擦拭用纸、5~10倍放大镜、强光手电、照度计、测温枪、口罩、橡胶手套及必备的劳防用品等。
需要注意的是,对于钛及钛合金材料,一定量的渗透检测剂蒸发后,残渣中的氟、氯元素含量的质量比不得超过1%。检验前必须要求供货方提供渗透检测剂氟、氯含量的测定报告。
1.2 检测工艺的确定
根据检验规程,该核电厂设备冷却水热交换器钛合金管板密封焊渗透检测工艺参数见表1。
1.3 操作工艺及注意事项
1.3.1 表面准备及预清洗
焊缝及焊缝周围应使用清洗剂清洗,并充分干燥。需要注意的是,按照核电厂自主检查大纲要求,该设备冷却水热交换器除了需对管板密封焊进行渗透检测外,还需对一定比例的传热管进行涡流检测,该项工作一般在液体渗透检测前进行,涡流检测要求传热管内部清洁,因此在容器解体后,维修人员会对管板及传热管进行冲洗。在渗透检测开始之前,一定要对表面进行干燥处理,通常的做法是,在冲洗完成后,使用通风设备使管板及传热管充分干燥,一般情况下需通风1~2 d,否则将影响细小缺陷的检出。

表1 设备冷却水热交换器钛合金管板密封焊缝的渗透检测工艺
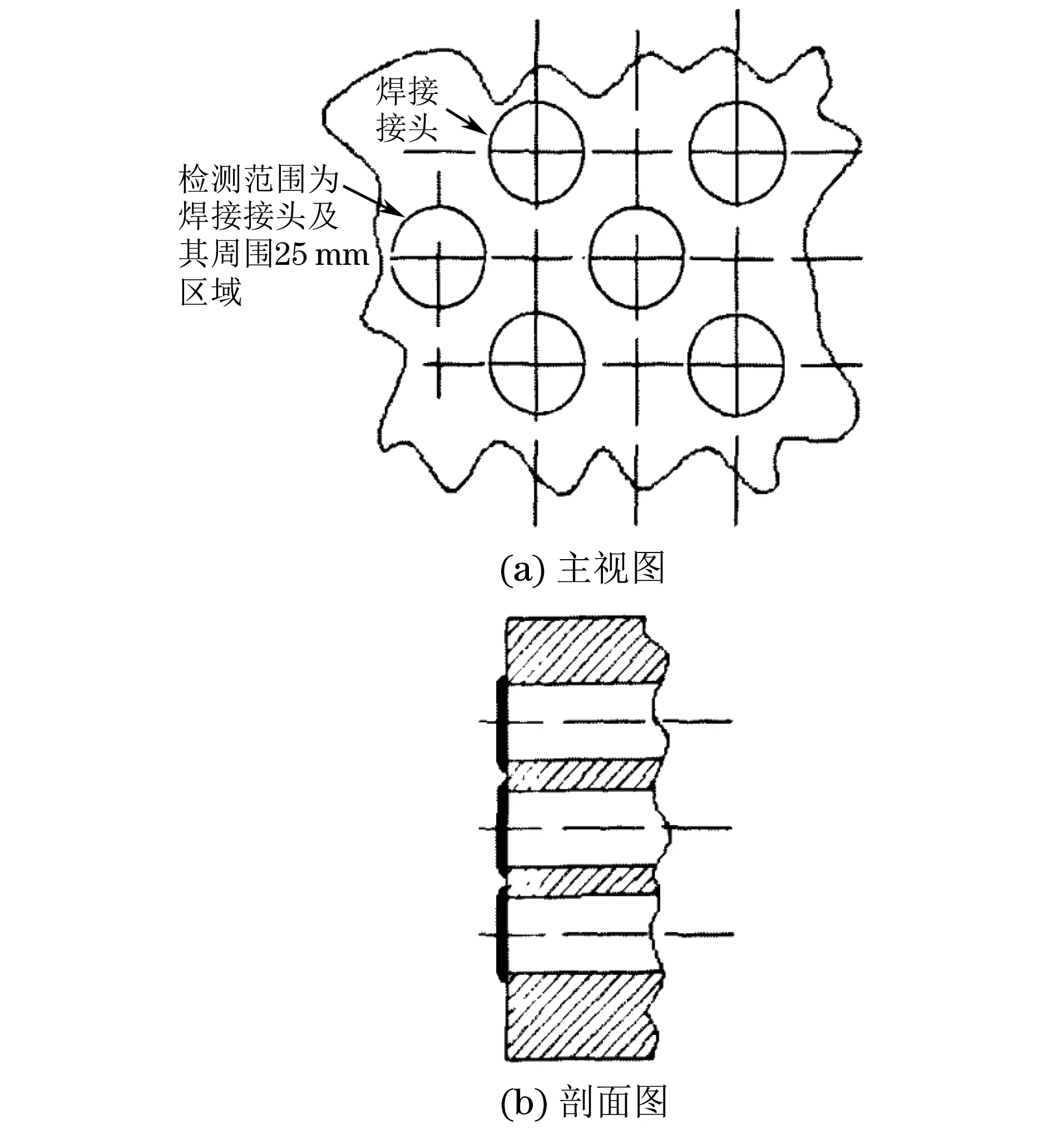
图1 密封焊检测范围示意
1.3.2 渗透
使用不脱毛的刷子将渗透剂均匀刷涂在被检表面,要注意渗透剂不应过多,以免其流入管内而难于清理。由于管板是垂直方向安装的,渗透剂会由于重力作用从上往下流动,因此施加渗透剂时应按照“自下而上”的方向进行,管口内渗透剂的施加需注意刷涂宽度应不小于25 mm,以保证被检表面完全被渗透剂覆盖,并在整个渗透时间内保持润湿状态。渗透时间按照工艺要求不得少于10 min。检验部位外观如图2所示。

图2 检验部位外观
1.3.3 去除多余渗透剂
去除多余渗透剂时,不得往复擦拭,不得将清洗剂直接冲洗在被检表面上。先用擦拭用纸擦拭,至大部分多余渗透剂去除后,再用蘸有清洗剂的擦拭用纸擦拭。擦拭管板和密封焊时,可直接在管板和密封焊上整体擦拭,以提高检验效率。擦拭管口时,必须按顺时针或逆时针方向擦拭,否则容易造成污染而降低检验灵敏度。
1.3.4 干燥
溶剂去除型着色法渗透检测时,无需进行专门的干燥处理,自然干燥即可。干燥时间不宜太长,控制在5~10 min内,以免缺陷内的渗透剂干涸。
1.3.5 显像
施加显像剂时需要注意的是,喷涂时需要从上下左右各个方向进行,以保证整个被检表面(尤其是管口往里的25 mm范围内)被显像剂完整覆盖。施加前要将显像剂充分摇匀,不得在同一部位重复施加。显像时间按照工艺要求控制在10~60 min。
1.3.6 观察与记录
由于溶剂悬浮显像剂显像的速度非常快,所以在施加显像剂后就应立即开始观察,在施加后10~60 min内再下定论。观察时应使用强光手电照明,光照度应不小于1 000 Lx。辩认细小显示时可使用5~10倍放大镜。需要注意的是,为保证管口往里25 mm检验范围内的缺陷不被漏检,观察应从上下左右各个方向进行。
检验过程中的工艺参数应在原始记录中记录齐全,当发现缺陷时,应记录缺陷的数量、尺寸、类型、位置(一般采用所在传热管的编号进行定位),可使用照相法记录。
1.3.7 后处理
检验完毕后使用清洗剂进行清洗,以去除对工件材料有害的残留物。
2 结果与分析
采用以上工艺进行渗透检测,多次发现线性缺陷显示,实践证明,该工艺能够及时发现缺陷,对保证密封焊质量十分有效。
典型的缺陷照片如图3所示,从图中可看出,缺陷多为细小的线性显示,极易漏检,因此要格外注意以上的关键工艺步骤,以保证检验的灵敏度。
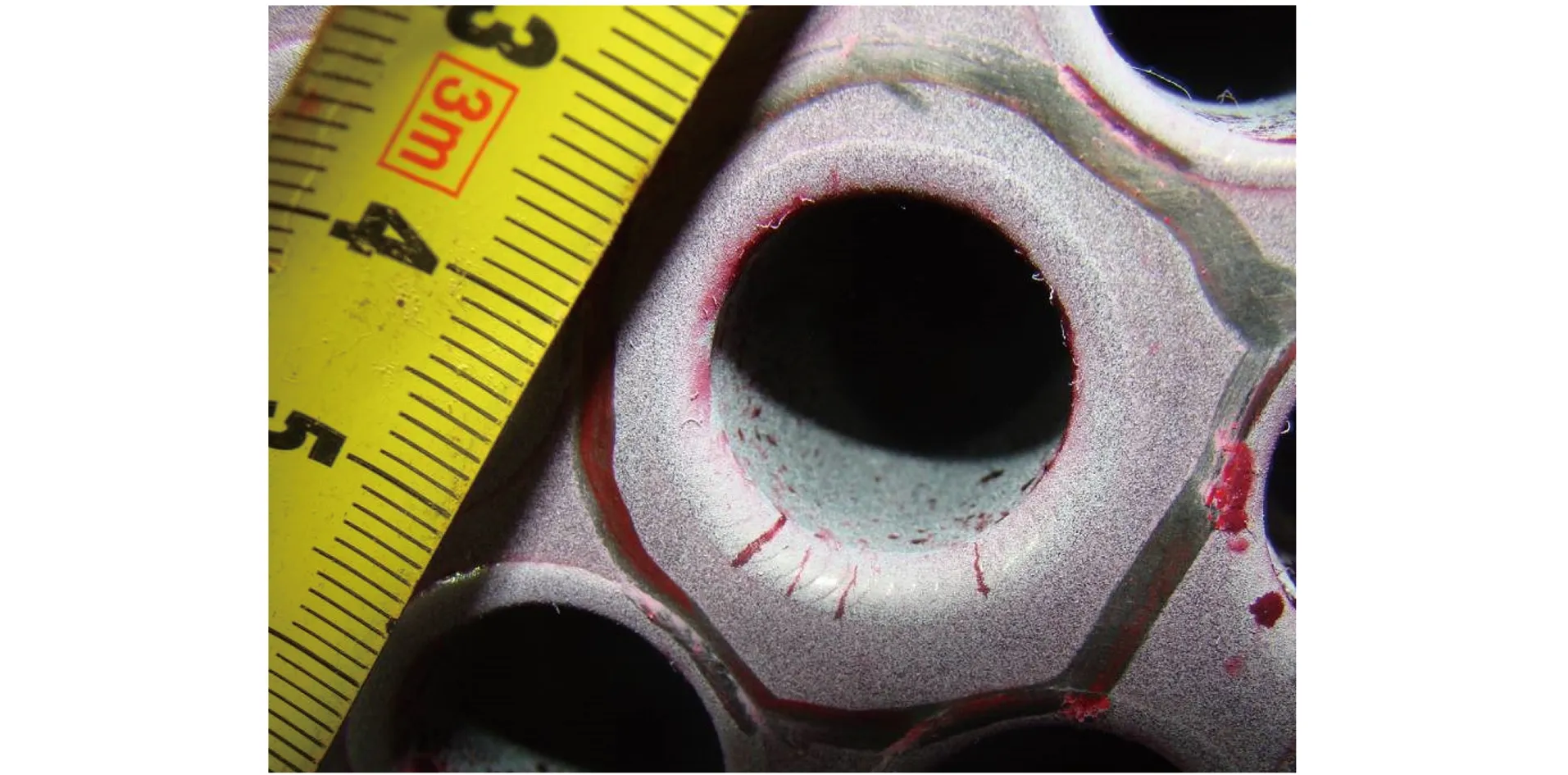
图3 典型缺陷照片
3 结语
为保证设备冷却水热交换器钛合金管板密封焊中细小缺陷的检出,在进行渗透检测工艺操作时,需特别注意以下几点。
(1) 检验开始前,必须保证被检表面充分干燥,防止冲洗后的水分残留在缺陷中,影响缺陷检出。
(2) 施加渗透剂时,需注意刷涂方向(自下而上)及管口往里的25 mm检验区域的充分覆盖。
(3) 去除管口多余渗透剂时,必须按顺时针方向或逆时针方向擦拭。
(4) 显像剂喷涂时,需要从上下左右各个方向进行,以保证整个被检表面(尤其是管口往里25 mm范围内)被显像剂完整覆盖。
(5) 观察时,应从上下左右各个方向进行,避免缺陷漏检。
文章所述工艺操作,可为同行从事此类检验(例如凝汽器管板密封焊等)时提供参考。
猜你喜欢
轻纺工业与技术(2022年6期)2023-01-24 12:17:28
化工设备与管道(2022年2期)2022-08-02 07:24:12
江苏卫生保健(2022年7期)2022-07-26 06:59:54
化工管理(2021年10期)2021-04-25 13:55:00
商品与质量(2021年15期)2021-04-21 04:56:04
化学与粘合(2020年4期)2020-09-11 12:20:46
同位素(2020年4期)2020-08-22 02:30:22
科技资讯(2019年3期)2019-04-25 06:23:42
科学与财富(2018年19期)2018-08-20 19:01:38
中学生数理化·八年级物理人教版(2015年3期)2015-08-26 08:19:12
