
某大型机加车间数控机床减噪工程测试与分析研究*
2019-12-12 03:46史聪灵伍彬彬石杰红
中国安全生产科学技术 2019年11期
刘 茜,史聪灵,伍彬彬,胥 旋,石杰红,王 莹
(1.中国安全生产科学研究院 地铁火灾与客流疏运安全北京市重点实验室,北京 100012;2.中车长春轨道客车股份有限公司,吉林 长春 130062)
0 引言
在众多的工业噪声源中,大型机械加工车间机加设备的情况比较突出。这是因为机加设备产生的噪声声级高,短时间里声级变化大,机加设备种类繁多,机加厂房车间类型多样。如何测量评价机加设备噪声,测量评价机加车间噪声分布,测量评价操作人员噪声暴露量以及机加设备工程减噪后效果显得尤为重要。本文通过对某大型机加车间某数控机床噪声现场实测,应用现有国家标准GBZ/T189.8—2007《工作场所物理因素测量噪声》[1],GBZ2.2—2007《工业场所有害因素职业接触限值》第2部分:物理因素[2],GB/T 21230—2014《声学 职业噪声暴露的测量 工程法》[3]的有关要求进行分析,为进一步研究大型机加车间噪声特性和对暴露者的影响提供参考。
1 测试对象
为保证工人及工厂周围群众的身体健康,需对噪声进行严格治理,本文结合中车长春轨道客车股份有限公司的实际工作要求进行相关噪声处理工作。通过对内饰件分公司组成车间的噪声测量发现,噪声测试数据大于90 dB(A),远远超出了安全生产噪声环境标准,对员工的身体健康造成了一定损害[4-6]。人员长时间在85 dB(A)以上噪声环境下工作,会对人体健康产生危害,造成永久性耳聋的风险很大,急需进行噪声治理[7-8]。为减小噪声影响,车间内安装了一些防护围挡,但是声学效果有限,车间工人在进出料的过程中依然暴露在强噪声辐射范围内,此外该设备的噪声经窗户辐射到居民区,影响到居民的正常生活[9-10]。图1是某机加车间机器2作业区数控机床裙板机加设备布置及减噪设备安装位置示意图。通过对车间内噪声源的分析,确定了图1中机器2作业区是噪声重点区域,需要针对这一区域进行治理。经过噪声分析,其中噪声主要成分包括:1)配属的电机工作所产生的电磁噪声;2)抛磨面产生的击打、切割和剧烈摩擦噪声,随机但是持续;3)进出料口,有噪声泄露:敞开式传送方式噪声从设备两侧、窗户和车间步行道辐射传播。
由图1可知,为了降低车间噪声,对机器2作业区数控裙板机加设备进行了减噪工程治理,机器2作业区周围黑色实线位置为安装隔声减噪装备区域。设备治理方案采取封闭噪声隔离围挡结构,最大限度降低设备噪声辐射,在内表面铺设吸声材料,在背板内表面粘贴阻尼层,提高隔声量,同时减少壁板的振动。护面板采用穿孔金属板,厚度设为1.5~2 mm,穿孔率在25%。在全封闭隔挡正面和设备操控面板部位安装有机玻璃透明隔声窗,保障足够隔声量同时便于设备观察,有机玻璃隔声窗尺寸及位置根据需求设计。安装隔声量30 dB以上的隔声门,方便工人上下平台维护设备,同时保证整体隔声量,初步方案将隔声门采用折叠式设计,且在隔声门上设有透明隔声窗,隔声门位置和尺寸要求方便工人上下物料,且方便操控设备。根据设计方案,隔声区域建成后如图2所示。

图1 车间平面布置及减噪设备安装位置示意Fig.1 Schematic diagram for layout and installation positions of noise reduction equipment

图2 噪声隔离区域建成后Fig.2 Noise isolation area after completion
2 测试分析方法
2.1 噪声测量设备及指标
以机加车间2作业区数控裙板机加设备为测量对象,发声源在机器2作业区数控裙板机加设备机头处,其他设备区设备测量时停机。针对测试前后的噪声分析,选取B&K2250 1级积分声级计和CASELLA350 2级个体声暴露计作为噪声测量设备,并用Sound Calibrator Type 4231进行校准。
采用A计权,“S(慢)”档,取值为声级LAeq。传声器应放置在劳动者工作时耳部的高度,站立为1.5 m。个体声暴露计传声器应尽可能地放在离外耳道入口大约0.1 m的位置。传声器的指向为声源方向。应保持测试者与传声器的间距大于0.5 m。
工作场所声场分布均匀(A声级差别小于3 dB(A)),选择3个测点,取平均值。工作场所分布不均匀时,应将其划分若干声级区,同一声级区内声级差小于3 dB(A)。每个区域内,选择2个测点,取平均值。稳态噪声的工作场所,每个测点测量3次,取平均值。非稳态噪声的工作场所,根据声级变化(声级波动≥3 dB(A))确定时间段,测量时间段的等效声级,记录时间段的持续时间[11-12]。
为了进行治理前后的噪声对比,对车间进行噪声量测布点,共布置67个测点,测点位置分别用序号1~24,A~Z,I~XVII进行标注,如图3所示。测量的发生源是机器2作业区数控裙板机加设备,测量时间段是加工某种工件所用时间。后续数据分析均基于上述布点采集进行。

图3 测点布置示意Fig.3 Layout of measuring points
2.2 环境噪声测量
图4~5是选取的机器2作业区数控裙板机加设备减噪工程治理前、后,在操作工位,加工1个工件过程的噪声声级图。

图4 噪声工程治理前加工1个转向架平板过程噪声变化Fig.4 Changes noise of a process board before noise engineering treatment
加工1个转向架平板件需要持续时间7~8 min。治理前和治理后的数据见表1。治理前的总值是LAeq85.9 dB(A),其中有81 s超过85 dB。治理后的数据LAeq55.1 dB(A),过程中低于85 dB。现场工程减噪降低了30.8 dB(A)。

表1 加工1个转向架平板件治理前后噪声总值Table 1 Total noise values before and after management when processing a work piece of bogie plate
图4显示工程治理前瞬间最高值是LAeq103.8 dB(A),图5显示工程治理后瞬间最高值是LAeq69.4 dB(A),出现在加工起始至6 min时。加工1个工件的最大值降低了34.4 dB(A)。

图5 噪声工程治理后加工1个转向架平板过程噪声变化Fig.5 Changes noise of a process board after noise engineering treatment
噪声工程治理前、后67个测点的测量数据见表2~3。
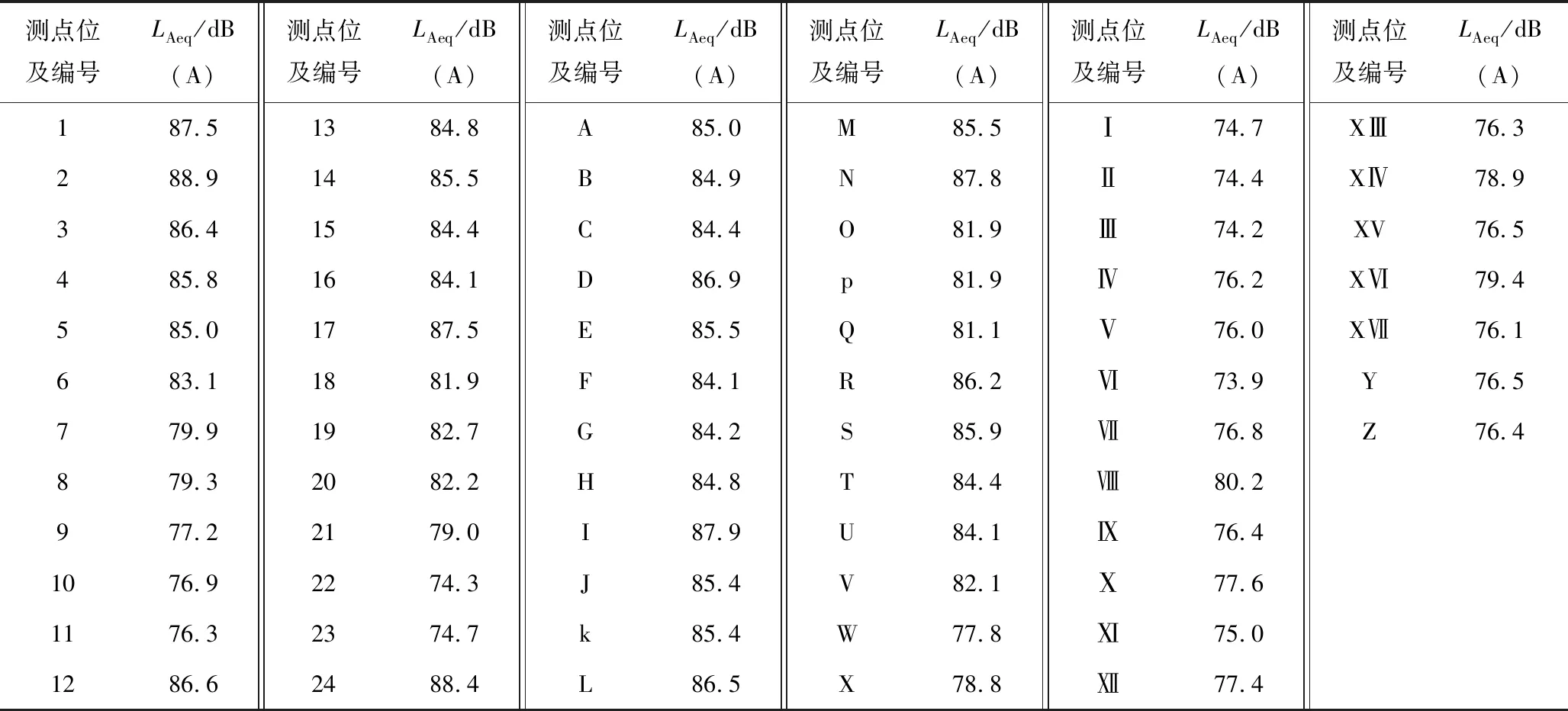
表2 治理前噪声测量数据Table 2 Measurement data of noise before management
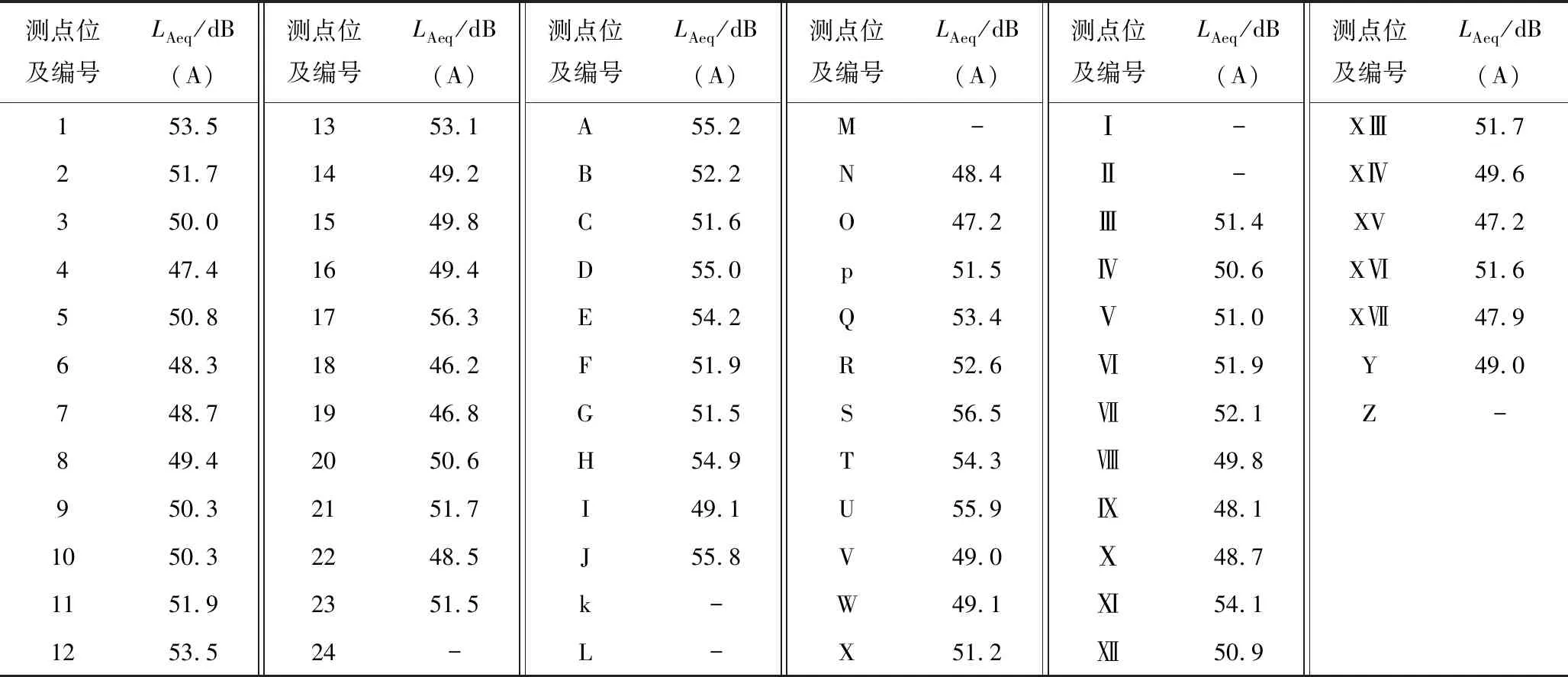
表3 治理后噪声测量数据Table 3 Measurement data of noise after management
根据图3布点位置和表2~3测试的数据,分别绘制某机加车间工作场所噪声工程治理前、后噪声声级分布,如图6~7所示。
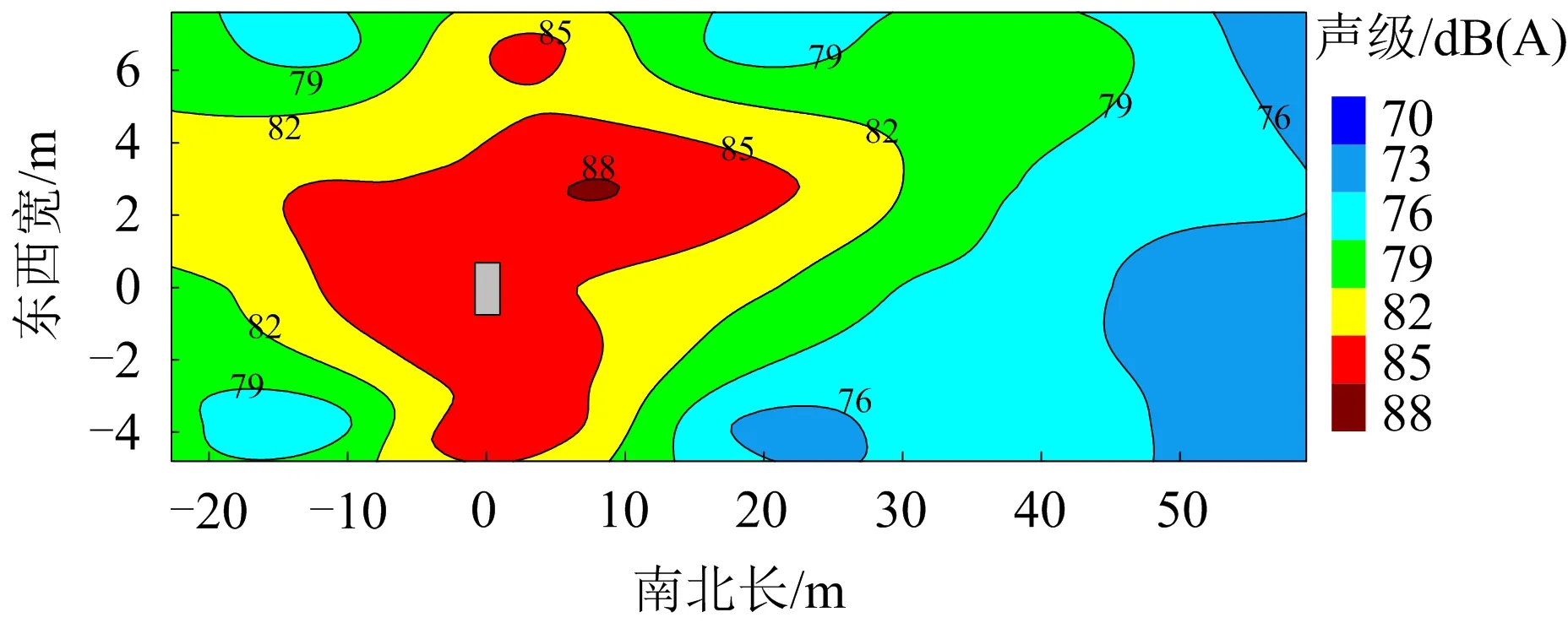
图6 噪声工程治理前噪声声级分布Fig.6 Sound pressure level distribution of noise before noise reduction engineering management
图6和图7对比可见超标区域明显被控制,整个车间降至56.5 dB(A)以下。操作工人操作位和车间通道的噪声级从原来的85 dB(A)或以上,全部降至56 dB(A)以下。

图7 噪声工程治理后声级分布Fig.7 Sound pressure level distribution of noise after noise reduction engineering management
2.3 个体噪声暴露测量
以某机加车间机器2作业区数控裙板机加设备的操作工为例,具体说明操作人员在减噪工程治理前、后一天8 h工作时间里的噪声暴露量。测量时发生源是机器2作业区数控裙板机加设备,其他设备未工作。测量位置是机器2作业区数控裙板机加设备人员操作位置①、②、A(见图3)。
操作工人加工2个件之间有间歇,用于整理、搬运、码放、安装固定机件的时间。所以在一天的工作时间中噪声值是起伏变化的,如图8~9所示。
图8~9分别是某数控机操作岗位工人减噪工程治理前、后一个工作日里噪声暴露记录,归一到8 h额定工作日的A计权暴露声级,LAeq,8H值分别是89.2 dB(A)和74.3 dB(A)。数控机操作岗位工人LAeq,8H治理后比治理前降低了14.9 dB(A)。

图8 治理前操作工人一天工作时间的噪声暴露记录Fig.8 Noise exposure records in 1 day working time of operator before management
同时可见,治理前噪声声级主要集中在70~100 dB(A)之间,绝大多数噪声声级超过85 dB(A);治理后声级主要集中在50~65 dB(A)之间,绝大多数声级在70 dB(A)以下,由于上午加工件工作量较密集,个别噪声声级值超过85 dB(A),下午正常加工工作量时只有一个数据超过85 dB(A)噪声声级。

图9 治理后操作工人工作时一天工作时间的噪声暴露记录Fig.9 Noise exposure records in 1 day working time of operator after management
治理前后操作工人一日工作时间测量数据见表4。从表4可以看出,减噪工程治理前A声级最大值LASmax114.9 dB(A),治理后A声级最大值LASmax108.2 dB(A)。

表4 操作工人一日工作时间治理前后噪声总值Table 4 Measurement data in 1 day working time of operator before and after management
3 测量结果及分析
图10是距机加车间机器2作业区数控裙板机加设备操作位置0 m处治理前、后噪声频谱对比。从图10中看到,治理前频率在500~5 300 Hz间有峰值,治理后这个范围趋近平缓。500 Hz从治理前的74.4 dB(A),治理后降到44.0 dB(A),下降30.4 dB(A);5 000 Hz从治理前的79.3 dB(A),治理后降到36.1 dB(A),下降43.2dB(A)。比较起来高频的降噪幅度更大。在该频段不但具有较好地降噪效果,使现场感受到噪声大幅减小,而且高频噪声的降低使得现场噪声没有原来尖利了。

图10 设备操作位置0 m处治理前后噪声频谱对比Fig.10 Comparison of noise spectrum before and after management with 0 m distance away from operating position
图11~12分别为距机加车间机器2作业区数控裙板机加设备0,5,10,15,20,25 m处治理前、后噪声频谱。减噪工程治理前(见图11)最大峰值有4个在500,800,2 000,5 000 Hz,当测量距离变化时最大峰值始终在500,800,2 000,5 000 Hz这4个频率左右。减噪工程治理后最大峰值在1 000 Hz左右(见图12),当测量距离变化时各频段的最大峰值始终在1 000 Hz左右。减噪治理前后各自的最大噪声级所在频率,不随距离的改变而改变。

图11 距设备操作位置不同距离治理前噪声频谱Fig.11 Noise spectrums before management with different distances away from operating position

图12 距设备操作位置不同距离治理后噪声频谱Fig.12 Noise spectrums after management with different distances away from operating position
通过上述治理后不同距离裙板机加设备的噪声频谱曲线可以发现,尽管在中高频区域噪声相对治理前有较高的衰减比,但噪声声级仍然较高。针对中高频噪声源,单纯的安装隔声减噪装备具有一定的吸收和消除噪声能力,为了进一步消除上述中高频噪声需要通过强吸声吊顶,增加使用多孔吸声材料,利用其对中高频声波吸声系数大的特点,进一步降低中高频噪声。
4 结论
1)通过当前的隔声减噪装备,低频噪声的衰减并不明显,但由于低频分量较小,因此对降噪效果的影响不大。
2)对数控机床减噪工程治理前和治理后的频谱进行分析,各自最大声级所在频段不随距离的改变而改变。因此建议在后续处理中在当前隔声降噪区外再引入多层降噪区,进一步降低远距离的噪声声级。
3)通过降噪后噪声频谱分析可以发现,尽管高频噪声衰减比高,降噪效果较好,但由于中高频噪声的固有声级较高,因此建议在后续降噪方案中引入强吸声吊顶和多孔吸声材料,进一步降低中高频噪声。
猜你喜欢
工业安全与环保(2022年8期)2022-12-01
水电与抽水蓄能(2022年3期)2022-07-17
区域治理(2022年24期)2022-06-07
绿色建筑(2021年1期)2021-07-19
中国新技术新产品(2020年8期)2020-06-28
铁道运输与经济(2020年5期)2020-06-05
装备制造技术(2020年12期)2020-05-22
中国环保产业(2019年10期)2019-11-21
中国环保产业(2019年10期)2019-11-21
电子制作(2018年17期)2018-09-28
