备用设备保障能力监控系统在炼钢区域设备上的应用
2019-12-02 08:02刘晓进
中国科技纵横 2019年16期
摘 要:本文主要介绍一种备用设备保障能力监控系统,基于西门子PLC及WINCC技术实现备用设备保障能力监控,并且分析了备用设备保障能力系统在现场生产中的应用效果。
关键词:备用设备;监控系统;现场应用
中图分类号:TP277 文献标识码:A 文章编号:1671-2064(2019)16-0000-00
随着工业生产技术的不断发展和生产效率的不断提升,为了防止因生产设备故障导致生产中断,产生不必要的损失,企业引入了备用设备。备用设备是指在配置上两套或两套以上功能相同或相近的设备,当在线运行设备出现异常或故障时能够手动或自动投入运行。备用设备与运转设备是相对而言的,例如两台设备开一备一,开着的设备为运行设备,停着的设备为备用设备。
在炼钢生产过程中,备用设备主要集中在液压泵站、供水泵站等生产系统中。当这些生产系统中的在用设备发生故障时,备用设备要求能够立即投入生产,确保生产继续运行,诸如液压管路压力和供水管路压力等生产参数满足工艺要求。因此,提高备用设备保障能力显得尤为重要。
1备用设备保障能力监控系统的组成
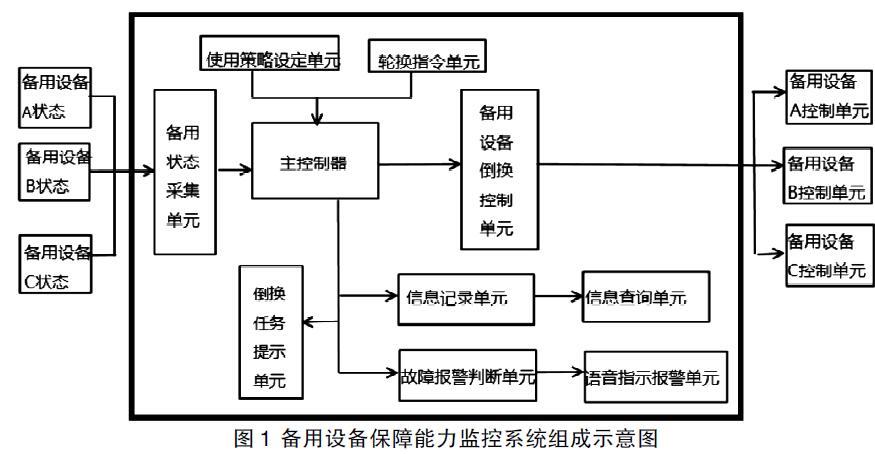
本备用设备保障能力监控系统包括主控制器,以及与主控制器连接的使用策略设定单元、轮换指令单元、备用状态采集单元、备用设备倒换控制单元、倒换任务提示单元、信息记录单元和故障报警判断单元。实现方法是制定了优良备用和轮换对等两种备用设备使用策略。根据操作工选定的使用策略,执行程序中触发条件和触发变量,在监控画面上显示备用设备运行状态、故障报警监控信息,提示生产人员进行备用设备的倒换和备用设备自动启动试验。其系统结构示意图如图1所示。
2备用设备保障能力的监控系统的技术实现
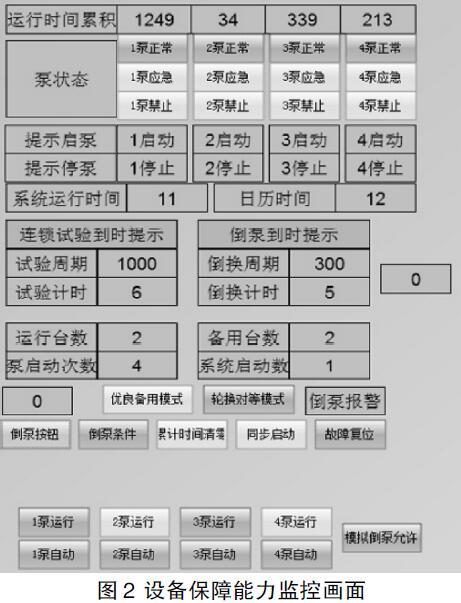
唐钢不锈钢公司炼钢区域广泛使用西门子PLC。为了系统整合方便,开发了以西门子PLC为程序逻辑判断和WINCC为画面显示状态的备用设备保障能力监控系统。其监控画面如图2所示。
程序中,备用状态采集单元实时采集备用设备A、备用设备B、备用设备C的状态,同时结合使用策略设定单元设定的备用使用策略、轮换指令单元设定的备用设备操作要求(轮换方式),发送给主控制器。主控制器根据上述数据,输出控制指令给备用设备倒换控制单元,相应备用设备的控制单元接收控制指令进入工作或停止等倒换状态。同时,主控制器控制倒换任务提示单元在WINCC上显示倒换任务,信息记录单元和故障报警判断单元分别进行相应动作,提示操作工进行备用设备的倒换和备用设备自动启动试验,并在WINCC画面上显示备用设备A、备用设备B、备用设备C运行状态、故障报警监控信息,从而实现设备周期倒用提示、一键设备倒用和故障报警显示。
备用设备监控信息可以通过生产网络发送给其他生产监控系统,供生产调度人员实时掌握生产设备运行状态,实现生产信息的实时传递。
3备用设备保障能力监控系统的备用设备使用策略
操作工可以按照现场设备状态选择备用使用策略,分为优良备用模式和轮换对等模式。对应开一备一设备、开一备二设备、开二备一设备、开二备二设备、开三备一设备等备用设备状态。
在优良备用模式下使用策略具体为:
(1)开一备一设备正常状态:以运行时间最短的一台作为优良设备,另一台长期使用,15天为一个周期;运行15天后,优良设备启动,运行≥8小时,利用生产间隙倒用长期使用设备,如此循环使用;
(2)开一备二设备正常状态:以运行时间短的两台作为优良设备,另一台长期使用,15天为一个周期;运行15天后,其中一台优良设备启动,运行≥8小时,利用生产间隙倒用为长期使用设备;运行15天后,另一台优良设备启动,运行≥8小时,利用生产间隙再次倒用为长期使用设备,如此循环使用;
(3)开二备一设备正常状态:以运行时间最短的1台作为优良设备,另两台长期使用,15天为一个周期;运行15天后,启动优良设备,关闭其中一台长期运行设备,优良设备运行≥8小时,利用生产间隙倒用为长期使用设备;运行15天后,启动优良设备,关闭另一台长期运行设备,优良设备运行≥8小时,利用生产间隙再次倒用为长期使用设备,如此循环使用;
(4)开二备二设备正常状态:以运行时间短的2台作为优良设备,另两台长期使用,15天为一个周期;运行15天后,启动1台优良设备,关闭其中一台长期运行设备,优良设备运行≥8小时,利用生产间隙倒用为长期使用设备;运行15天后,启动第2台优良设备,关闭第2台长期运行设备,第2台优良设备运行≥8小时,利用生产间隙再次倒用为长期使用设备,如此循环使用;
开三备一设备正常状态:以运行时间最短的1台作为优良设备,另三台长期使用,15天为一个周期;运行15天后,启动优良设备,关闭第1台运行设备;优良设备运行≥8小时,启动第1台设备,关闭优良设备;运行15天后,关闭第2台设备,启动优良设备;优良设备运行≥8小时,启动第2台设备,关闭优良设备;运行15天后,关闭第3台设备,启动优良设备;优良设备运行≥8小时,启动第3台设备,关闭优良设备;设备倒用操作利用生产间隙执行,如此循环使用。
在轮换对等模式下使用策略具体为:
(1)开一备一设备正常状态:一台设备15天为一个运行周期;然后利用生产间隙倒泵,第2台设备运行15天后,利用生產间隙再次倒用,如此循环使用;
(2)开一备二设备正常状态:一台设备15天为一个运行周期,然后第二台设备启动,关闭第1台设;第二台设备运行15天后,启动第三台设备,关闭第2台设备;每次均利用生产间隙倒用设备,如此循环使用;
(3)开二备一设备正常状态:两台设备15天为一个运行周期;运行15天后,启动第3台设备,关闭第一台运行设备,第3台设备运行15天后,启动第1台设备,关闭第2台设备;第1台运行15天后,启动第2台设备,关闭第3台设备,如此循环使用;
(4)开二备二设备正常状态: 15天为一个周期;第1台、第2台设备运行15天后,启动第3设备,关闭第1台运行设备;第3台设备运行15天后,启动第4台设备;关闭第2台运行设备;第4台设备运行15天后,启动第1台设备,关闭第3台长期运行设备;第1台设备运行15天后,启动第2台设备,关闭第3台设备;设备倒用利用生产间隙进行,如此循环使用;
(5)开三备一设备正常状态:15天为一个周期;第1、2、3台设备运行15天后,启动第4台设备,关闭第1台运行设备;运行15天后,启动第1台设备,关闭第2台设备;运行15天后,启动第2台设备,关闭第3台运行设备;运行15天后,启动第3台设备,关闭第4台运行设备,设备倒用操作利用生产间隙执行,如此循环使用。
优良备用模式:操作工设备倒用操作较为频繁,一定程度上增加了操作工工作量。但这种运行模式能够保证备用设备始终处于最优状态,当在线运行设备出现异常时,能立即投入运行,且较长时间内有效,为设备维护提供时间。适用于现场备件不是很充足或者备件到位不很及时的生产现场,节约资金占用。
轮换对等模式:此模式下,当一台运行设备出现故障时,其它设备随时可能发生故障,适用于现场备件充足,发生异常随时可以更换,虽然在资金占用较多,但各台设备状态基本相同,便于周期管理。
4备用设备保障能力監控系统在现场的应用
唐钢不锈钢公司炼钢区域共有备用设备共11套。主要分为3类:
(1)液压站:有开一备一设备(如连铸振动液压站),开二备一设备(如转炉滑板液压站),开三备一设备(如连铸主液压站),开一备二设备(如连铸振动液压站),开二备二设备(如精炼液压站);
(2)润滑站:一般为开一备一设备;
(3)水系统:一般为开一备一设备;
设备倒用主要由操作工完成,一级系统没有时间记录,主要依靠职工自觉倒用并记录,存在不确定性,管理水平不高,智能化程度低,不符合现代工业生产要求。
备用设备保障能力监控系统有效地解决了备用设备管理存在的操作工忘记设备倒换的问题,实现了实时监控备用设备状态,提高了备用设备的保障能力,而且智能化程度高,能够实现与其他生产信息系统整合,有利于生产设备稳定运行,具有较高的推广应用价值。
参考文献
[1] 李泉生,牟致忠.备用设备的可靠性评估方法[J].机械工程学报,1993,29(1):7-11.
[2] 徐维新著.可靠性与维修管理基础[M].兵器工业出版社,1989.
[3] 张海娟.连续型设备系统可靠性与资源优化模式研究[D].河北工业大学,2000.
收稿日期:2019-06-26
作者简介:刘晓进(1982—),男,河北唐山人,本科,工程师,研究方向:自动化设备在冶金行业现场应用。