
拉坯成型工艺在当代钧瓷创作中的应用
2019-12-02 15:33马明元
佛山陶瓷 2019年9期
马明元
摘 要:钧瓷拉坯成型历史悠久,对钧瓷发展影响深远。创作拉坯作品不仅需要保留本土拉坯工艺特色,还需要融入现代人的审美和情感需求,突出个性和文化,使现代钧瓷拉坯作品具有自由性、开放性、情感性、文化性,使作品更具精神内涵意义。拉坯成型的多样性给钧瓷未来创作提供了更多发展空间。对于钧瓷拉坯成型工艺的研究,能更好服务教学,指导学生进行拉坯创作,能让更多人理解拉坯创作的艺术价值,同时也为钧瓷的创新发展提供动力。
关键词:拉坯成型;钧瓷;工艺流程;创作
1 前 言
随着国家对非物质文化遗产的重视,手工行业慢慢崛起。生活水平的提高使人们不再仅仅满足于物质的需求,而越来越多地追求对美学的精神享受,这也造就了陶瓷等艺术品行业的火热。同时,人们的文化素养在提高,艺术审美在上升,对工艺品的要求自然也越来越挑剔,人们不再仅仅关注千篇一律的华美外观,而更多地去欣赏手工工艺内在情感的独特表达。钧瓷拉坯创作正好满足人们的这一需求。一件优秀的钧瓷拉坯作品包含了拉坯者高超的技术水平和艺术修养,是技术与艺术的完美结合。钧瓷拉坯创作者通过手与泥土的接触,变成了一个个有生命有个性的艺术品,给人带来赏心悦目的感觉,正是这一点,现在拉坯被许多人所喜欢,有更多的人参与其中。
本文侧重研究钧瓷拉坯工艺流程。立足于钧瓷生产和陶艺教学,拉坯工艺技术研究是为了钧瓷制作行业有一个科学性的指标,让其工艺技术准确规范。通过研究拉坯工艺找出规律依据来指导陶艺教学,为钧瓷拉坯创作、生产提供理论经验指导,更好地促进钧瓷技艺健康发展。
2 拉坯原理及特征
拉坯是钧瓷创作的重要成型方法和表现形式。简单地说,就是将一团泥通过轮制技术将泥做成想要的形状,以前先辈们是通过手摇脚蹬来完成拉坯的。后来人们发明了拉坯机,把泥放在轮盘上,利用拉坯机带动轮盘的旋转,通过拉坯者手对力的方向和大小的控制,将轮盘上的泥团拉成空心的形状,之后再进行形状的变化,这就是拉坯成型。它主要是利用离心力作用形成的的一种成型方法。
钧瓷拉坯具有成型快用时短的特点,只需要一台拉坯机,操作简单方便。创作的作品可以灵活多变,随心所欲,自由性强,适用范围广。缺点就是有一定的局限性。拉坯器型一般都是圆形,技术难度大,产量较其它成型方式要低一些。手拉坯器物造型除了圆形和弧形外,也可以做成变形体(见图1到图5)。
3 钧瓷拉坯创作形式途径
在新石器时代制陶工艺就开始运用轮制的技术,之后这种成型手法发展到拉坯制陶工艺,拉坯成型手法随之发展起来,一直延续到现在也还是制陶成型法的一种重要特色。但是传统拉坯成型过于追求器型标准化、正规化、功能化,导致人们认为创造出来的东西无外乎都是碗碟瓶罐。追求这些不是不好,但往往会给人一种创作出来的作品过于单一、呆板、缺乏创新、没有生命力的感觉。我们不能把传统拉坯成型仅仅当作是一种制瓷技术,而更多的应该作为一种艺术手法来对待。作为一个全面手艺人,掌握拉坯技法是必需的。它不仅能提高我们钧瓷创作的技术水平,也能提升我们对形体的判断力,增强对泥性感觉的敏锐度和艺术审美的自然化,更能提升我们对形体空间概念的认识能力和造型的塑造水平[1]。
现代陶瓷作品就用途大致可以分为三类:日用陶瓷、艺术陶瓷、工业陶瓷。钧瓷拉坯创作主要在日用陶瓷和艺术陶瓷上,日用陶瓷中茶壶、杯子,拉坯的比较多,像碗、盘子、碟子由于产量大,现在大多都是机器生产,拉坯的比较少。艺术陶瓷现在用拉坯成型是最普遍的,其中仿古类、陈列类最多。仿古瓷就是后期模仿前朝的名瓷作品,钧瓷拉坯可以仿仰钟式花盆(见图1)、鼓钉洗(见图2)、渣斗、梅瓶、玉壶春瓶等经典造型,等比例缩小或放大拉制这些经典造型是容易的,完全按照一比一的比例做是有难度的,因为要考虑到收缩,所以做起来很难。但拉制仿古类瓷器不用考虑设计,不用什么想法,是前期锻炼拉坯技术很好的途径。现在钧瓷市场上好多花器、香器、流水器都是通过拉坯制作的。这些更多的是考虑到产品的设计性、功能性、实用性、美观性等功能,而艺术性、观念性、思想性、情感性就很弱了。
另外一种拉坯创作是通过变形来实现的。这种适合教学和个人陶艺创作,这种需要融入个人思想感情和艺术理念,需要创作者具有一定的审美理念和很高的艺术修养。拉坯变形可以通过扭曲、按压、拍打、卷边刮刻(见图5)等形式,做成各种各样抽象的艺术形态,还可以加入各种各样的肌理痕迹(见图3)。不同的肌理会给人产生不同的感觉,也可以单纯的靠线条变化来表达作品外形,线条可以变为双曲线、弧线、曲线,使得作品极富美感。在现代的钧瓷创作中,线条的塑造形象功能则显得复杂得多,在进行钧瓷创作的時候,不仅仅是需要塑造出各种各样的线条,还需要考虑到钧瓷创作之时的光线效果和钧瓷的釉色、空间结构等多种因素,这样才能很好地利用线条造就出一件精美的钧瓷拉坯作品[2]。
在这里需要注意的是,由于钧瓷自身的特点,拉坯创作的时候还要考虑后期上釉和烧成的因素。钧釉的主要特点是釉厚、乳浊、呈色复杂多变。在拉坯创作的时候作品应高度概括,体面分明,应巧妙利用线条的变化,减少坯体表面上的形象装饰[3]。钧釉覆盖性强会减弱形体装饰。如果要保留精雕细琢的精彩部位,可以局部不上釉或少上釉,最终做出来的作品应是型与釉的完美结合。
4 拉坯成型工艺和修坯工艺流程
4.1 前期准备
4.1.1 设计,画图,思考
拉坯创作需要一气呵成,需要眼、手、脑三者协调配合,技术难度大,所以要先设计,通过画草稿,不断思考,反复修改,才能保证在创作的时候得心应手。这一过程看似简单,实则不易。拉坯创作不是单纯对器皿的设计,它关系到个人情感和创作理念的表达,在设计思考的时候,需要我们考虑到作品创新、整体效果以及制作过程。设计是为了让作品更具个性,造型部位更加准确,制作过程更加合理性。在此期间需要我们搜集大量素材,通过加工整理开始画草图,绘制效果图,制作拉坯小稿,在小稿的基础上不断改进,最终确定作品效果。只有这样才能在制作中既不失设计的标准又融进拉坯工艺特有的艺术美感。
4.1.2 原料加工-练泥
泥料加工工艺流程: 矿石(打碎)→配料→球磨加工→过筛除铁→压滤→练泥(粗练)→陈腐→精炼(抽真空)→保湿存放。
钧瓷手拉坯创作的作品对原料要求比较高,好的原料是作品成功的前提保障。现在钧瓷界常用钧瓷胎料配方为黏土(刘家沟、黄道)50%,沙(石英)30%,长石(黄长石)10%,黑毛土10%。其中拉坯泥中黏土的主要原料是刘家沟土和黄道土。黏土可以调节泥料的可塑性,同时黏土在泥料中具有悬浮性与稳定性,是坯体烧结时的主体。石英是坯体的骨架,对泥料的可塑性起调节作用。它的颗粒形状有利于生坯水分的快速排出,还可以缩短坯体的干燥时间,减少坯体的干燥收缩,而合理的石英颗粒能大大提高坯体的强度[4]。长石是瘠性原料,能降低坯体组分的熔化温度,减少坯体的干燥收缩变形。黑毛土,外观呈紫黑色,是含有机物较多的一种软质黏土,黏性比较大,可塑性好。在泥料中主要起成型作用,可以提高坯体的粘度。
矿石准备好以后,按照配方配比倒入球磨加工,一般原料、球石、水的比例为1:(1.5 ~ 2):(0.8 ~ 1.2),球磨装载量在3/4左右,球磨时间按料的不同一般加工时间从十几小时到二十多个小时不等,具体时间可以根据球磨机的大小转速去计算。为了使泥浆细度达到不同拉坯工艺的要求,球磨时间会有所调整。
过筛除铁是为了除去坯体中的铁杂质,如不除铁,烧成的坯上会有黑色斑点,也有创作的作品需要这种效果可以不除铁,根据艺术效果而定,一般除两到三遍。
过筛除铁后的泥浆就可以通过泵抽到压滤机中,用压滤机挤出水分,变成泥饼。用压滤机得到的泥饼是不均匀的,里面含有很多空气,经过粗练,把泥练成泥段,便于运输和存放。经过粗练的泥段在一定温度和湿度的环境中放置一段时间,这个过程就叫陈腐,陈腐可以使泥料水分更加均匀分布,增加腐植酸物质的含量,改善泥料的粘性,提高成型性能。经过陈腐后可以提高坯体的强度,减少烧成变形的机会。陈腐过后的泥段可以通过真空练泥机进行练制,一般泥段的含水量在20%左右最好,如果拉制大件器物需要用硬一点的泥料,太软则容易变形,软硬度、真空度可以根据自己拉坯创作需要而定。
4.2 拉坯制作过程(加入创作变形部分)
钧瓷拉坯创作制作工艺流程:揉泥→定坯盘→定泥→抱正→开孔→拔高→做形→调整→清理
4.2.1 揉泥
揉泥分为羊头式和菊花式两种形式。揉泥最终要达到的效果是把泥中所含的空气排净,使其相当致密,同时经过长时间的揉练,使泥中的水分更加均匀,没有硬泥、软泥相互掺杂的现象,用起来性能更加顺手[5]。
4.2.2 定坯盘
先在拉坯机上拉一小泥片,做底,方便粘结坯盘(石膏板),然后把坯盘放在拉坯机上拍正就可以了。放置坯盘是为了方便取坯,因为拉坯创作的坯体比较大,不用坯盘取坯容易变形。
4.2.3 定泥
在拉坯机转动之前,把揉好的泥放在坯盘上,最好能放坯盘中央,如果泥团过大不圆,可以拍打几下,让泥团更圆滑。需要注意的是,泥团与坯盘一定要粘接好。
4.2.4 抱正
泥团放在坯盘上固定后,启动拉坯机,双手需要沾少量的水,让手跟泥之间有润滑的作用,从上往下,从下往上反复抱几次,手不要用蛮劲,学会用巧劲,手不能随着泥的摇摆晃动,控制好转速,转速越慢越不容易抱正,对初学拉坯而言,这需要慢慢练习,练习几次就可以将泥头抱正了。如果创作的是扭曲变形的,也可以不用抱正。
4.2.5 开孔
开孔需要在抱正的基础上完成,泥柱不能太高。开孔需要从泥头正中心开始,由上往下一点点深入,直到泥柱底部,由底部向外扩,这时需要注意,扩底的时候底部不能凹陷,要拉成接近一个平面,可以凸起一点。泥柱底部要留有2 ~ 2.5 cm厚度,方便后期修底足。
4.2.6 拔高
拔高是拉坯工艺成型的关健。拔高的方法是一只手在内,另一只手在外,并且上下位置要错开,里面偏上些,外面偏下些,同时用力,其目的是将泥壁变薄提高,达到最终造型所需要的高度与厚薄度。
4.2.7 做形
在提筒拔高以后,就可以做形了,两到三遍坯形就做出来了,这一过程很关键,需要拉坯者高度集中,手眼脑协调配合。脑子里必须对创作设计的外形铭记于心,这样在拉坯的时候才能得心应手。需要注意的是,在做形的时候坯体用水不能太多,否则坯体容易开裂;在拉坯的时候,口一定不能太大,要不断收口,且给口部留有足够的泥,口部的泥要反复拉扯几次。口部的泥不能太软(拉制时间过长),太软不容易收口;做完再用海绵把底部和坯壁上的积水吸出来,防止坯体炸裂。注意把握双手用力的方向、力度和协调,钧瓷拉坯主要是做内形,需要把内形一次性做到位,因为外形后期可以修出来,内形一般不修。
4.2.8 调整
坯形做出来以后,我们需要把坯体外形的线条进行微调,让坯体线条饱满流畅,口、颈、肩、腹、底各部位之间的关系协调呼应,坯体应造型准确,比例合适,空间结构合理,坯壁薄厚均匀(下面比上面厚一点)。
4.2.9 取坯,清理拉坯机
最后,直接把坯盘带着坯体取下,清理拉坯机,关闭开关就可以了。
4.3 修坯工艺流程
修坯工艺流程:定坯→修底→修口和坯体→调整→装饰(耳饰、镂空、肌理)→晾干→完成(等待烧制)。
修坯又叫利坯或旋坯。修坯方式一般有两种,一种是干修坯法,坯体含水率6 ~ 10%或者更低时修坯;另一种是湿修坯法,坯体含水率在15 ~ 19%左右。钧瓷修坯主要是在坯体半干半湿且坯体有一定硬度时进行。修坯的工具主要用各种各样的修坯刀,做变形肌理处理的,需要特殊工具。
工具准备好后把半干的坯体放在修坯机或修坯台上,定正,开始修坯体底部,在修底部的时候不断用手敲击听声音,听到沉闷的声音说明坯体还很厚需要继续修薄,直到听见清脆的声音。修完底足就可以修口和坯身,底足不宜过大,坯身和口部坯体不宜太厚。在修坯的过程中需要把握坯体的干湿度,太软坯体修不薄也容易变形。修坯效果要做到线条流畅,造型准确。修完坯就可以做装饰了,装饰可以用耳饰、雕刻、镂空、肌理、切割、玄线等手法来表达作品。变形的作品更多的是靠肌理效果来装饰的,这样做能使变形的作品更加自然亲切,更具艺术生命张力。用这些装饰手法以起到画龙点睛的作用,不仅可以增加作品的趣味性和艺术感,而且还使作品层次更加丰富,节奏更为多变,形制富于生命。最后等坯体自然晾干就算修坯完成了。
5 钧瓷拉坯创作部分作品欣赏
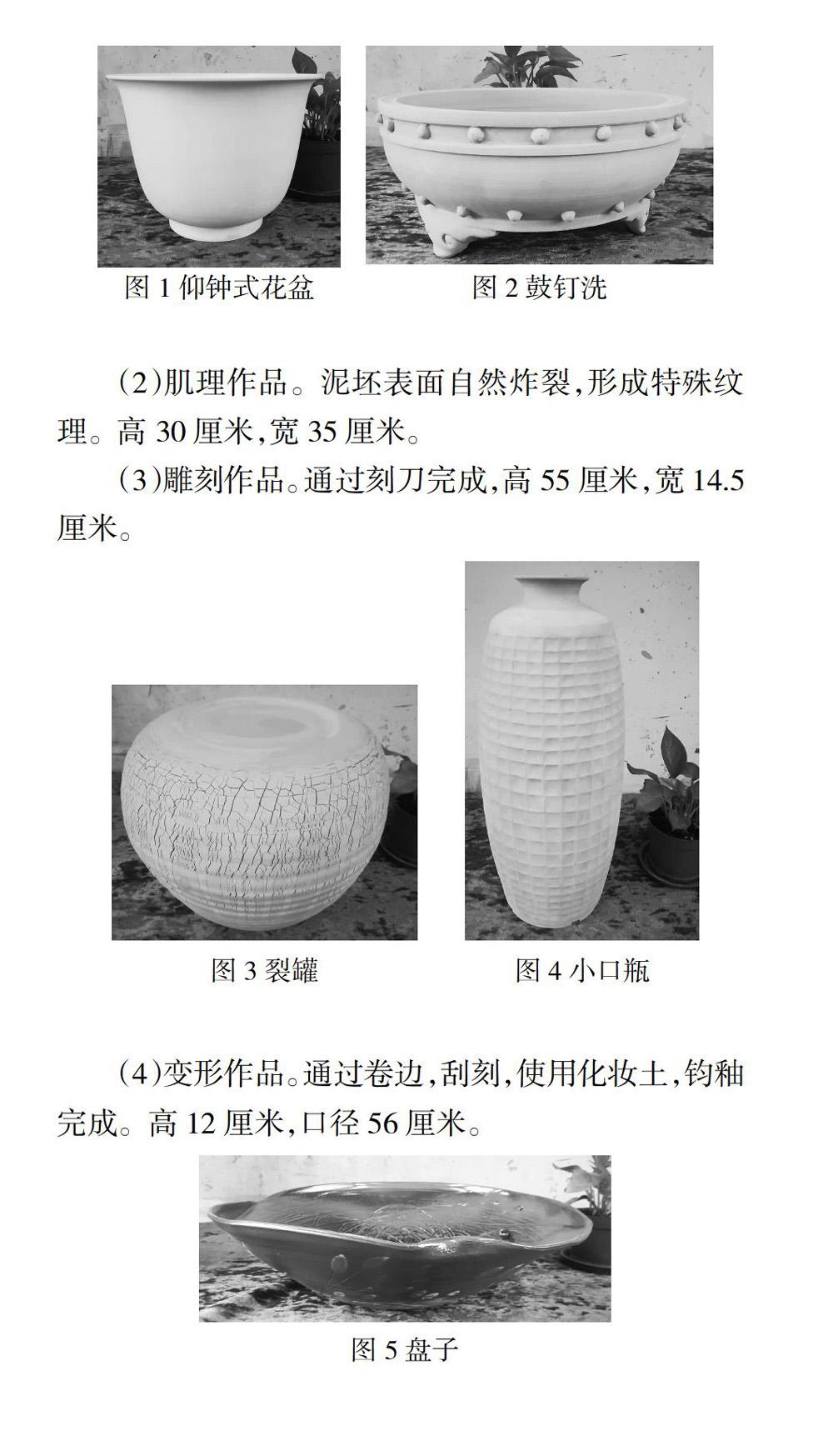
以下五种作品都是通过手拉坯的方式完成的,图1至4都是修坯装饰完晾干的泥坯,图5是釉烧过拉坯变形作品。
(1)仿古作品。仰钟式花盆(仿宋天蓝葡萄紫),烧成后高14.8厘米,口径19.5厘米,足径9.7厘米;鼓钉洗(仿宋代葡萄紫),烧成后高8.1厘米,口径20.8厘米,足径15.1厘米。
(2)肌理作品。泥坯表面自然炸裂,形成特殊纹理。高30厘米,宽35厘米。
(3)雕刻作品。通过刻刀完成,高55厘米,宽14.5厘米。
(4)变形作品。通过卷边,刮刻,使用化妆土,钧釉完成。高12厘米,口径56厘米。
6 結 语
斗转星移,时空转换,钧瓷拉坯作品正在现代社会中发生转换和调整。虽然钧瓷拉坯有很多局限,且有些方面还存在问题,但通过我们一代一代钧瓷手艺人的坚持发展,改变传统观念,打破封闭的思想领域和保守的艺术文化形态,现在的钧瓷拉坯创作已经更多的注重创新性、情感性、个性、观念性,艺术表现形式多元化。创作理念融入文化背景,给予作品生命和感染力,使创作作品有内涵有意义。我们坚信钧瓷手拉坯这一传统手艺会得以发展和流传,为钧瓷未来艺术发展的道路注入活力。
猜你喜欢
理财·收藏版(2022年6期)2022-06-25
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
理财·收藏版(2021年11期)2021-12-20
理财·收藏版(2021年10期)2021-12-09
理财·收藏版(2019年3期)2019-09-10
读友·少年文学(清雅版)(2018年3期)2018-09-10
文艺论坛(2016年23期)2016-02-28
小说月刊(2014年1期)2014-04-23
中国工程咨询(2014年12期)2014-02-16
船海工程(2013年6期)2013-03-11
