
浅谈3C2B 水性漆配套2K 清漆外观长短 波倒置问题的解决
2019-11-29 06:58刘青松张伟郭平浩高磊单志愿陈海涛刘陈
汽车实用技术 2019年22期
刘青松,张伟,郭平浩,高磊,单志愿,陈海涛,刘陈
(金华华科汽车工业有限公司,浙江 金华 321000)
前言
传统汽车涂装现场采用3C2B 工艺,磷化+电泳->高温烘烤固化->水性中涂漆->预烘烤+高温烘烤固化->水性色漆+预烘烤->2K(双组分)清漆->高温烘烤固化。LW(长波)、SW(短波)和DOI(鲜映性)是漆膜外观常用的评价指标。根据颜色的不同,设置不同的指标值。桔皮长波(Lw)的数值小于短波(Sw)数值,一般认为长波(Lw)是短波(Sw)的1/3-1/2(Lw 与Sw 的比值为2-3)为最佳;在施工过程中,会出现Lw≥Sw 的情况,这被称为“长短波倒置”。当出现长短波倒置时,距离车身3 米观察漆膜,目视桔皮明显;距离车身0.4 米倾斜45°角观察漆膜,目视桔皮呈现较深的斜状条痕。笔者以某主机厂喷涂黑色(铝粉粒径较小的金属漆)时,发生长短波倒置问题为例,浅谈其解决方法及思路。
1 问题现状
1.1 问题来源
某主机厂涂装生产线采用3C2B 工艺,在投产试制初期阶段,发现黑色(铝粉粒径较小的金属漆)的漆膜外观目视桔皮明显。经对漆膜外观进行测量,该车型共22 个测量点,其中有10 个测量点出现了长短波倒置问题。经对所有颜色进行整理排查,发现黑色(铝粉粒径较小的金属漆)均存在长短波倒置问题,而棕、红、珠光白等颜色则不存在此问题。黑色车身的垂直面翼子板、侧围和四门的Sw 与Lw 之比达到了0.89 以下,表现为测量数据很好,但目视桔皮明显。现以垂直面倒置明显的左后门为例,说明其调整的方法。
1.2 工艺现状

表1 涂装施工过程工艺参数
在生产现场随机抽取2 台车身,以左后门为实验点,测量其钢板、电泳漆膜外观粗糙度及中涂、面漆外观桔皮。用mahr 粗糙度仪测量其钢板及电泳外观,Ra 分别为:钢板0.80和0.81,电泳0.22 和0.23;用BYK 桔皮仪测量其中涂及面漆外观,Lw、Sw、DOI 分别为:中涂9.9、29.3、35.6 和10.7、31.9、34.1;面漆5.7、3.6、96.3 和6.0、4.2、96.0。涂装施工过程工艺参数和喷涂程序,见表1。
中涂、色漆和清漆生产线的喷涂节距为6.1m,链速分别为:中涂2.1m/min,色漆和清漆2.3m/min。
中涂喷涂为一站机器人喷涂,喷涂距离23cm,喷涂速度600mm/s,喷涂有效扇幅400mm,搭接率66.7%,吐出量430ml/min,静电电压60kv,旋杯转速45000r/min,雾化器采用双成型空雾化:内部成型空气流量0.2Mpa,外部成型空气流量0.45Mpa。
色漆为两站机器人喷涂,每站喷涂间隔时间39.5s,两站的喷涂参数部分相同:喷涂距离23cm,喷涂速度600mm/s,喷涂有效扇幅400mm,搭接率66.7%,一站吐出量220ml/min,二站吐出量210ml/min,静电电压60kv,旋杯转速45000r/ min,雾化器采用双成型空雾化:内部成型空气流量0.2Mpa,外部成型空气流量0.45Mpa。
清漆为两站机器人喷涂,每站喷涂间隔时间39.5s,两站的喷涂参数部分相同:喷涂距离23cm,喷涂速度600mm/s,喷涂有效扇幅400mm,搭接率66.7%,一站吐出量190ml/min,二站吐出量 390ml/min,静电电压 60kv,旋杯转速45000r/min,雾化器采用双成型空雾化:内部成型空气流量0.2Mpa,外部成型空气流量0.45Mpa。
2 解决思路
2.1 色漆膜厚的影响
通过调整色漆膜厚往上限和下限两个方向调整,单点膜厚调整范围10μm-20μm,色漆膜厚调整到15μm 以上时,Sw 和Lw 已不倒置。膜厚控制在15μm 时,Sw 与Lw 之比约为1.26,目视最佳状态。
小结:色漆膜厚越薄时,Lw 值越大;色漆膜厚越厚时,Lw 值越小。色漆膜厚对Sw 值影响较小。解决长短波倒置问题,可以增加色漆单层膜厚降低Lw 值,从而拉开Lw 与Sw值之间的比例。
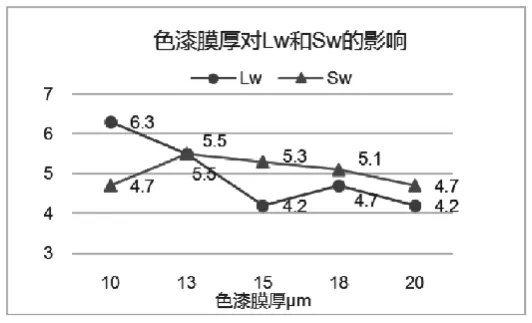
图1
2.2 车身模块喷涂的影响
车身结构特性分为平面和立面,通过调整工件预烘及烘烤位置。在工艺车左后门上粘贴中涂板,正常(立面)喷涂色漆。车身在进入预烘前将左后门拆掉,捆绑在车身机盖位置进行(平面)闪干及预烘脱水,色漆预烘后将左后门装回原位进行清漆(立面)喷涂,然后再次把车门拆卸,捆绑在车身机盖位置进入面漆烘干炉(平面)烘烤。

图2 立面喷涂

图3 平面烘烤
通过车身拆解模块化喷涂,立面喷涂平面烘烤的贴板外观目视较好,Sw 与Lw 之比约为2.9。而立面喷涂立面烘烤的贴板外观目视较差,Sw 与Lw 之比约为1.1。
小结:立面喷涂平面烘烤的工件,由于油漆在流平过程中,平面的油漆微粒除了受表面张力向上的拉动外,还受重力的向下拉动,表面张力合力与重力方向相反,所以形成贝纳德涡的动力相对较小,最终形成长短波之间比例较好现象。
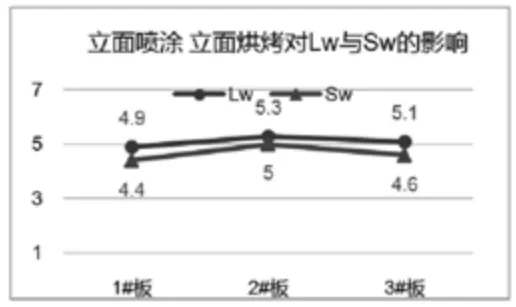
图4
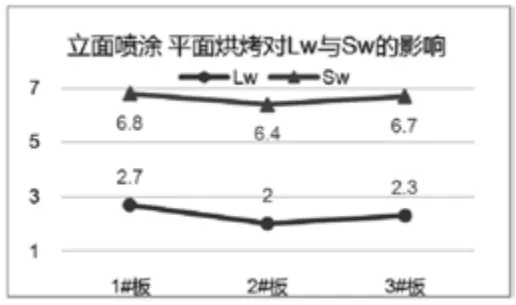
图5
2.3 预烘脱水的影响
在施工工艺参数相同的情况下,调整色漆预烘温度,烤炉温度分别调整到80℃->85℃->90℃,脱水率分别为91.3%、92.5%和93%。

图6
小结:通过升高预烘温度,提高色漆涂层脱水率,使Sw显著提升。因此,脱水率的提升可以有效拉开Lw 与Sw 之间 的比值。
2.4 涂膜润湿性的影响
色漆为两站机器人喷涂,吐出量分别为220ml/min、210ml/min,静电电压60kv,旋杯转速45000r/min,雾化器采用双成型空雾化:内部成型空气流量0.2Mpa,外部成型空气流量0.45Mpa。经现场调试,提高湿膜润湿性,由两站喷涂调整为一站喷涂,水性黑色漆膜外观不存在色差现象,因此一站喷涂措施可行。调整后的一站喷涂工艺参数,吐出量分别为430ml/min,静电电压65kv,旋杯转速45000r/min,雾化器采用双成型空雾化:内部成型空气流量0.2Mpa,外部成型空气流量0.45Mpa。色漆两站喷涂后涂膜中挥发物含量75.47%,一站喷涂后涂膜中挥发物含量76.63%。一站喷涂后,目视湿漆膜表面光泽水润饱满。两站喷涂后,Sw 与Lw 之比约为1.22,一站喷涂后,Sw 与Lw 之比约为1.32。
小结:一站喷涂漆膜整体下降,因此Lw 值整体均上升0.46,Sw 值整体均上升1.06。
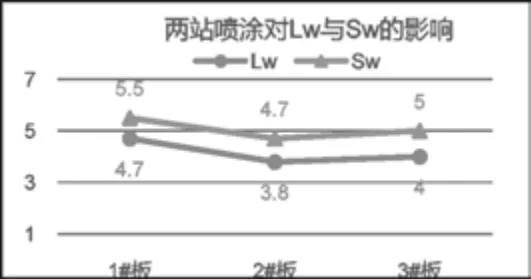
图7
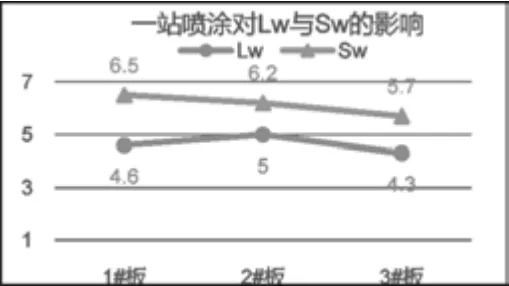
图8
3 结语
通过外观调整改进,黑色(铝粉粒径较小的金属漆)车身漆膜外观Lw 与Sw 之间的比值恢复正常。因每个涂装车间现场、设备、工艺、环境的有所不同,解决长短波倒置问题的方法可能有所差异。笔者就长短波倒置问题,从色漆膜厚、模块喷涂、预烘脱水、涂膜润湿等几个方面开展工作以后,长短波倒置现象明显改善。现场批量生产约5000 台车后,数据依然稳定。希望通过此篇文章能给各位带来一些思路。
猜你喜欢
林产化学与工业(2022年2期)2022-05-06
陆军工程大学学报(2022年2期)2022-04-27
江河文学(2021年3期)2021-07-14
少林与太极(2021年1期)2021-06-20
军民两用技术与产品(2021年11期)2021-03-16
汽车维护与修理(2021年2期)2021-02-03
汽车实用技术(2019年16期)2019-09-11
健身气功(2019年2期)2019-04-18
电子技术与软件工程(2018年9期)2018-02-25
中国建筑防水·悦居(2016年6期)2016-07-05
