
铝合金环形件高速车削研究
2019-11-27 06:02高松袁昊纪玉维
中国新技术新产品 2019年19期
高松 袁昊 纪玉维

摘 要:铝合金环形件作为系列家族零件,其车加工此前由普通车床加工完成,后来经过普转数及数控程序优化等工作,家族零件的加工效率一直未能达到前期普通设备加工状态,其加工参数及加工方案也一直未能固化,参数过于保守、加工效率较低,机床加工能力有待于进一步开发,因此开展该次攻关工作。经过此次攻关,通过多次试驗,最终显著提高了该家族零件的加工效率。
关键词:铝合金环形件;高速车削;机床功能开发
中图分类号:TH16 文献标志码:A
0 引言
铝合金环形件作为系列家族零件,在航空发动机的制造与生产中占有较大份额。该类零件在车加工中主要包括端面加工、槽型加工以及内外圆加工。
1 项目概述
该系列零件前期采用普通车床加工,后经普转数由多种数控设备完成加工。由于该零件前期加工设备繁杂其加工参数及加工方案一直未能固化,参数过于保守、加工效率较低。
在现有基础上,提高铝合金零件车削的金属去除率200%以上。
该课题以铝合金环形件为载体,从走刀路线、切削方式、加工参数和刀具使用等方面研究适用于现场常用铝合金材料的合理加工方案,切实有效地提高现有零件的加工效率。在现有基础上,提高铝合金零件车削的金属去除率200%以上。
2 问题原因分析
切削效率的数学表达式可用金属去除率Q表示。
Q=ap×ae×Vf
ap—切深,mm
ae—切宽(进给),mm(mm/r)
Vf—切削速度,r/min
切深ap增加,切削阻力增加,切削热增大,加工后残余应力增大,零件变形量大;切宽ae增加,表面粗糙度增大,零件表面完整性变差;切削速度Vf增加,切削热增大,刀具耐用度降低,零件离心力增大,所需夹紧力增大,影响零件加工变形。
受零件加工余量、结构及使用刀具影响,最大切深ap暂无提高空间。考虑零件表面完整性影响,最大切宽ae有待提高。考虑刀具耐用度、压紧、机床等因素,最大切削速度Vf有待提高。
3 技术方案验证
为了解机床使用性能,进而走访了使用类似设备的相关单位用以了解机床的使用情况。
通过与机床厂家沟通了解,该厂使用设备在地基条件良好的前提下,机床不带花盘最大转速3 000 r/min。TU40配800花盘,最高转速500 r/min。TU40配600花盘,最高转速600 r/min。TU40配500花盘,最高转速800 r/min。
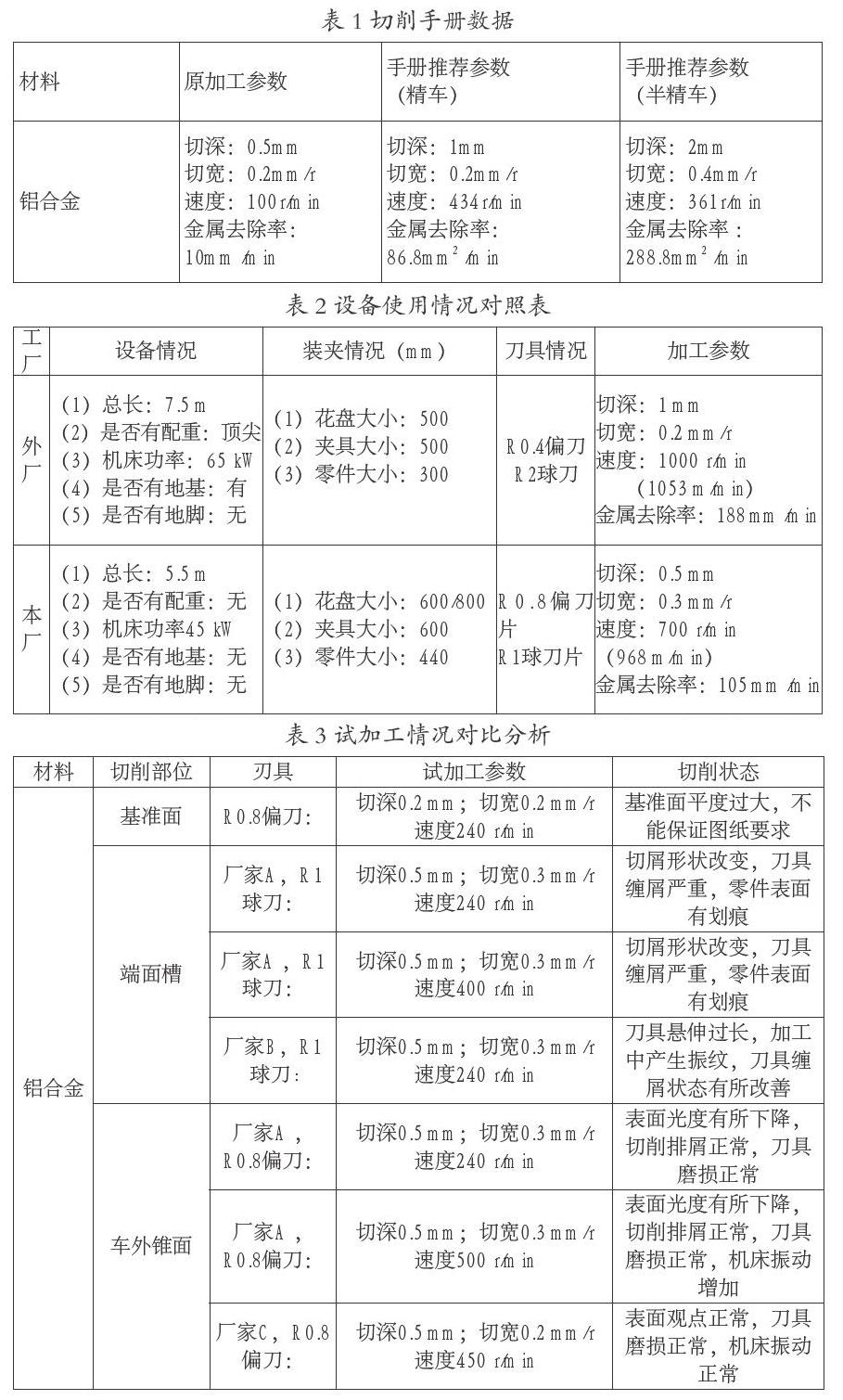
机床转速过高,会加增加机床自身的振动,加剧转动部件的磨损,缩短机床使用寿命及精度切削数据及设备使用情况见表1,表2。
为提高机床刚性,减少因加工产生的振动,对机床进行了搬迁,同时增加了机床地脚。
将各种参数及刀具试加工结果进行汇总分析,见表3。
通过多次试验,在该参数时的铝合金环形件能获得经济性高且质量稳定的加工效果。
4 攻关结论
由于铝合金零件密度低、刚性弱、弹性模量小,切削时刀具磨损量小。切削速度的提高对刀具耐用度影响不大。随着切削速度的提高,机床振动逐渐增加。综合考虑机床性能,针对现有条件,铝合金外圆车削,其加工参数为切深0.5 mm、切宽0.2 mm/r、速度450 r/min、金属去除率45 mm2 /min时能获得经济性高且质量稳定的加工效果。其金属去除率有10 mm2 /min提高到45 mm2 /min,提升效率350%。
由于不锈钢零件密度大、刚性强、弹性模量大,断屑困难,切削时易产生加工硬化,切削速度的提高对刀具耐用度影响较大。过高的切削热还会导致零件表面组织发生相变,改变材料性能,综合考虑现有条件,不锈钢外圆车削,其加工参数为: 切深0.3 mm;切宽0.3 mm/r;速度120 r/min;金属去除率10.8 mm2 /min时能获得经济性高且质量稳定的加工效果。 其金属去除率有4.8 mm2 /min提高到10.8 mm2 /min,提升效率125% 。
5 攻关经验
该次攻关通过对铝合金及不锈钢零件加工过程的跟产以及在加工过程中对刀具选择、加工参数等方面的试验后得到如下经验。1)高速车技术在铝合金零件开放性型面加工上能够获得显著的加工效果。2)切削速度的提高会影响切屑的形态。针对封闭型腔、窄槽等难排屑结构处使用高速车技术易造成切屑堆积。3)切削速度的提高会导致切削热的增加,使加工后的表面产生加工硬化甚至会使金属表面组织发生相变。
6 遗留问题
遗留问题有3点。1)待后续高精度车床到位后继续深入研究铝合金高速车。2)联系更多刀具厂家,对车槽工序的刀具进行进一步研究。 3)针对立式车床继续深入研究高速车的应用。
参考文献
[1]李宏策.数控加工与传统机加工工艺比较[J].机床与液压, 2011, 39(20):46-48.
[2]潘晓彬.表面粗糙度测量关键技术研究[D].浙江大学, 2011.
