工艺管线异地工厂化预制优势及应用
2019-11-13 09:50王占山
石油化工建设 2019年5期
王占山
中石化第四建设有限公司 天津 300270
石油化工装置工程建设项目一般具有规模大、涉及专业多、施工周期长等特点,在项目组织中,高效的项目管理机构、优化的项目管理和施工组织模式,以及计划安排等是关系到项目能否优质、安全、高效建成的关键。在石化工程建设中管道专业是整个装置施工组织的重中之重,直接关系到项目能否按期中交。近年来,随着多个大型炼化一体化项目的开工建设,国内进入石化施工的高峰期,出现了施工人员短缺,尤其是技术工种短缺严重的问题; 并且大部分装置施工所在地自然环境较差,生产生活资源匮乏,新建预制厂投资较大。
针对以上情况,近年来,部分施工企业在通过提高工艺管道工厂化预制水平,提高预制深度和精度,减少现场施工量,加快工艺管道的施工进度等方面做文章,管道工厂化预制及管道异地工厂化预制模式应运而生。 目前,国内管道工厂化预制模式已经接近成熟,但管道异地工厂化预制模式还处于初期阶段。 本文主要就管道异地工厂化预制的优点、 实施方法和实施效果进行论述。
1 管道异地工厂化预制的优点
工厂化预制是集中资源、统一配置,以效率高、质量优、成本低,向客户移交满意的产品,实行以“流水作业、工序分解、体系封闭、成品出厂”的施工组织模式,以“管理标准化、预制工厂化、作业流水化、下料机械化、焊接自动化、工序产品化、检验程序化”的模式开展的管道预制工作。
工厂化预制可实现的工作范围有管道详图设计、管道施工管理及材料信息生成、 材料接报检、 管道预制、管支架预制、热处理、无损检测、防腐、包装、装箱、运输、资料等综合一体化工作。
异地工厂化预制通过信息化、 智能化管理手段的运用, 开启了异地同时互动的工程建设的全新管理模式。 充分发挥管理软件的功能,实现了异地预制全过程“信息化、智能化”管理,形成产品化,实现了管道预制、安装的空间分离, 形成工厂预制到异地安装的流水作业。
异地工厂化预制采用成熟标准化预制厂,在人力、机械、设备、机具等资源方面具有较大优势,建成资源配置全面、齐全,设施数控化、自动化,作业流水化的“标准化工厂”。 异地工厂化预制可实行封闭式管理,以产品的形式出厂,确保了管道预制的进度和质量,有力地保障了管道施工的工期及成本。
异地工厂化预制是工程管理模式上的创新, 改变了传统施工组织模式, 实现了工程建设远距离异地同时实施的新方式。 项目运行中可利用信息化的管理手段,实现各方全面掌控管道施工的过程信息,构建了预制和现场安装一体化管理信息系统。 预制管段以产品模式出厂,过程中采用产品二维码技术,实现了预制产品一物一码;通过二维码对预制管道全程信息监控,形成一套可靠、准确、高效的信息管理体系。 同时,成品打包技术与集中运输方法的成熟,提高了物流效率,满足了施工要求。
异地工厂化预制改变了传统预制模式, 创新了管道预制的实施模式,扩大了预制实施界面及工作范围,提高了预制比例,建立了高效流程,缩短了工期,降低了成本, 现场达到了装配式安装的效果。 具体优势如下:
(1) 预制厂预制比例确定为不低于55%;
(2) 预制规格区间涵盖DN15mm 及以上所有管径;
(3) 材质覆盖碳钢、合金钢、不锈钢等各类材质;
(4) 所有管段安装端坡口加工完成, 所有管廊直管排料及坡口加工完成;
(5) 所有管道支吊架预制完成;
(6) 自动焊接比例最大化;
(7) 阀组实现整体预制;
(8) 管段上的护板、管托预制焊接完成;
(9) 管段及管支架出厂前防腐完成。
异地工厂化预制的管段在预制厂按“产品”的要求进行实施,管段的所有工作,包括材料检验、过程质量检验、 最终尺寸及质量验收等在出厂前完成并验收合格,管段附带所有资料一同出厂。
2 管理和技术上的有效实施
2.1 信息化管理、异地联网管控
在管道预制过程可应用“详图设计软件”“管道施工过程管理软件”以及业主方“,施工管理软件”,通过软件的数据信息连接和共享,实现预制厂、安装现场、总包方及业主方共同进行技术管理、材料管理、进度管理、质量管理、检测管理、管段管理的实时管控。 软件的应用使施工过程中各个工序间有效衔接, 减少人为的统计工作,保证信息流通与传输的及时性、准确性、同步性,提高了管理效率,提升了管理水平。
利用管理软件实现“大数据配菜”,准确地下达可预制管段清单, 并可达到同规格、 同材质批量进行生产,可大幅度提升项目的技术管理的水平,使管道管理软件的功能在“标准化预制厂”运行中更加得到了充分的运用,真正实现信息化管理的效率。
预制厂运行中使用管道施工过程管理软件, 该软件可实现数据全面、信息共享、即时查询、管理统一,可进行管道施工过程的技术管理、质量管理、探伤管理、材料管理、计划统计管理、经营管理等,可进行各种工作的即时查询和统计。 各职能部门处于同一个信息管理系统上, 大幅度提升了项目的技术管理水平及管理效率。
2.2 流水作业,专业分工
管道工厂化预制表现为工段/工序特点鲜明,“工序流水式”生产运行,节奏顺畅,使得工序生产更加专业。 整个流水线分6 个工段实施,即报验工段、下料工段、组对工段、焊接工段、成品工段、防腐及包装工段。确保各工段顺畅高效运行是管道预制顺利实施的关键。
2.3 下料机械化
准确而高效的下料切割是管线预制高效的基础(图1—图3)。 利用软件功能,调配出管段规格材质尺寸的信息,采用集中下料和自动化、机械化下料的工作原理,提高工作效率、减少出错率、减少劳动强度,从而加快工期进度。
2.4 焊接自动化
以中石化第四建设有限公司大型成熟预制厂为例,目前管道自动焊接工艺已经成熟(图4),其中管道活动口自动焊自2000 年开始推广应用,焊接工艺覆盖面广, 焊接方法包括GTAW 、GMAW、FCAW、SAW等,覆盖碳钢、合金钢、不锈钢、钛材等材质,实现了从根焊到填充盖面的全自动焊接, 焊接厚度最厚为200mm,焊接管径最大为DN2500mm。 2016 年开始推广应用管道固定口自动焊接, 主要应用在了马来西亚RAPID 项目和海南PX 项目。 自动焊特点表现为生产效率高、焊接速度快、焊接连续性强,生产效率比手工电弧焊提高5~10 倍;焊接质量高、稳定且外表成形美观;操作简单,降低劳动强度。

图1 数控锯床切割下料

图2 坡口加工

图3 管式车床
对已完工项目进行统计分析(表1),结果发现,自动焊生产效率明显高于手工焊, 工厂化车间预制生产效率明显高于现场新建预制厂。
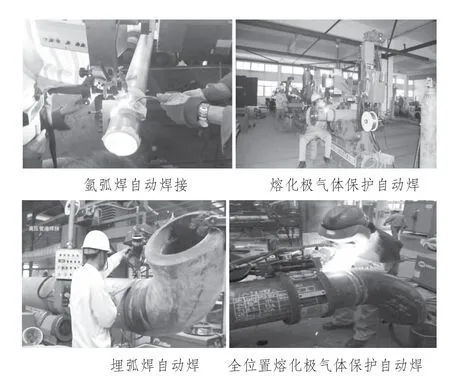
图4 管道自动焊接工艺图例
3 异地工厂化预制效益
管线异地工厂化预制打破传统的时间和空间的概念,可将管线组对、焊接、热处理、NDT 检验、防腐等工作在异地预制厂内完成。
3.1 质量效益
(1) 工厂化预制将现场施工部分移至条件环境相对较好、固定的厂房内进行制作,可实现工序化流水施工,便于自动化装备的推广使用,在质量方面也能得到有效保证和提升。
(2) 将高空作业变成地面作业, 减少作业环境对施工的影响。 以焊接为例,工厂化预制将焊接仰焊、横焊固定口位置变成地面可转动平焊位置, 降低施焊难度,同时改善焊接施工条件和环境,消除了风雨天的不利因素,提高了施工质量。 通过对以往项目的焊接数据统计分析, 工厂化预制的焊接一次合格率比安装焊接一次合格率高4%左右。

表1 自动焊与手工焊生产效率对比
(3) 利于自动化设备的使用, 降低人员素质的要求。 工厂化预制能大规模采用自动焊、坡口机、切割机等设备,不但可降低对工人的技能要求,避免人员不稳定状态,同时能提高装配精度,保证质量,自动焊焊接一次合格率可达98%以上;坡口机切割坡口角度一致,表面光滑,为下一道工序提供了质量保证。
(4) 便于信息化管理,实现精准工序管控。 工厂化预制易于管理服务器设置及信息化手段应用, 无论是扫码报验、无纸化报验,还是实时监控都容易实现,所以信息化管理平台(如管道管理软件)在预制厂使用效果较好。 工厂化预制一般按工序组织生产,不但能提高工人工序的熟练度,同时可减少管理层级。
3.2 安全效益
管道工厂化预制是从分散到集中, 从而大量地减少现场作业。
(1) 简化现场安全文明生产管理, 现场生产仅有安装工作,减少了现场安装人员。 现场机械化安装代替人工安装,避免了多处设置生产区,减少现场不同专业间的交叉作业,减少了私拉乱接现象。
(2) 将高空作业变成地面作业, 减少施工作业环境不利造成现场安全风险的增加, 有效地避免现场天气环境对施工的影响;将大部分工作在场内完成,减少了现场安全管理压力。
3.3 社会效益
管道具备施工条件时,留给管道安装的工期短、任务重, 经常出现赶工期现象, 这势必造成现场人力增加,造成当地的用工、环境和社会安全压力增大。
而预制为工段式管理,将复杂的工序进行分解,每一工段(下料、组对、焊接、成品)以两个软件为管理核心,使得工作内容简单化,形成流水施工,极大地提高了工效,也降低了对高素质技能操作人员的需求数量。管线异地工厂化预制设备先进、效率高,大大提高了劳动生产效率; 便于对人工、 材料机械实现集中统一管理,降低生产成本,提高效益;整个过程具有资源节约、环境良好的特点。
3.4 工期效益
管道预制不受现场条件的约束, 采取工业化施工方法可实现同时异地进行管道的预制施工。 管道预制可与土建、结构、设备同步施工,最大限度地缩短了施工总工期。
异地成熟预制厂与项目现场新建预制厂综合对比见表2。
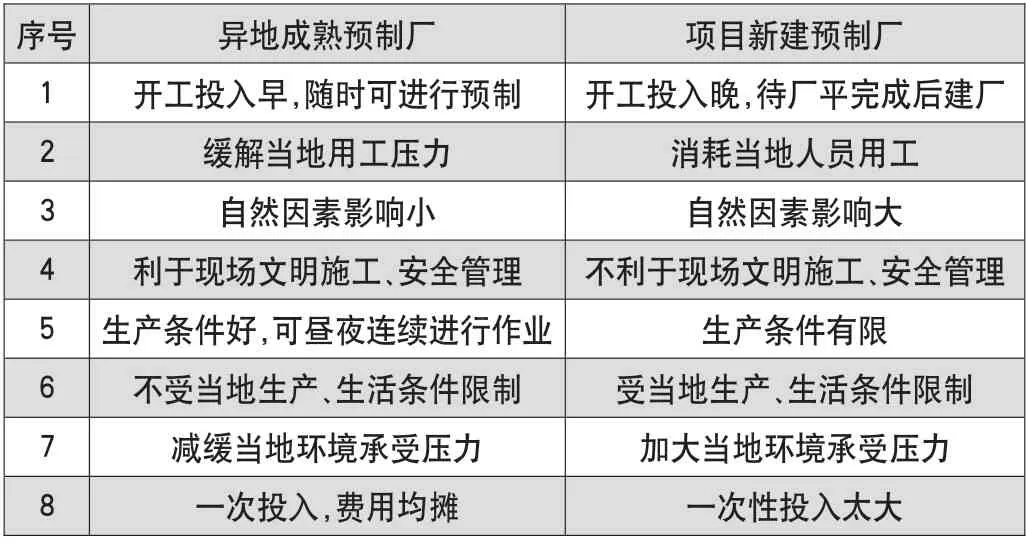
表2 异地成熟预制厂与项目现场新建预制厂综合对比
4 异地工厂化预制与现场预制投入对比
以一套国内典型装置80 万t/a 乙烯工程管道预制为例,管道预制量为423000 寸。 分别就工厂化预制(在月产能10 万寸的预制厂) 和项目安装场地新建临时预制厂预制(距离600km),进行费用测算和对比分析,详见表3 和表4。
4.1 工厂化预制费用的优势
(1) 固定性施工人员费用比流动性施工人员费用低10%~20%。
(2) 工厂化预制机械、设备、机具等设施全面,工效高于现场新建预制厂。
(3) 工厂化预制不存在人员及设备调遣费。
(4) 工厂化预制厂属一次投入,分摊折旧。
4.2 工厂化预制费用的劣势
工厂化预制费用的主要劣势为管段运输费用增加。
4.3 测算结果
按上述测算对比, 异地工厂化预制成本为54.88元/ 寸, 现场预制为63.23 元/ 寸。 预制量按完成423000 寸测算,直接经济效益为353.21 万元。 同等价位的原材料,选用较近的工厂化预制厂家,可减少运输费用的投入,更能体现出异地工厂化预制的经济效益。
5 异地工厂化预制成功实例
公司参建马来西亚RAPID 项目,采用国内标准化预制厂进行管道预制,公司临近的码头集港海运,国外工程现场装配式安装的管道工程组织模式,形成国内、国外平行施工的管道施工建造模式。 其直接经济效益节约了千万元。
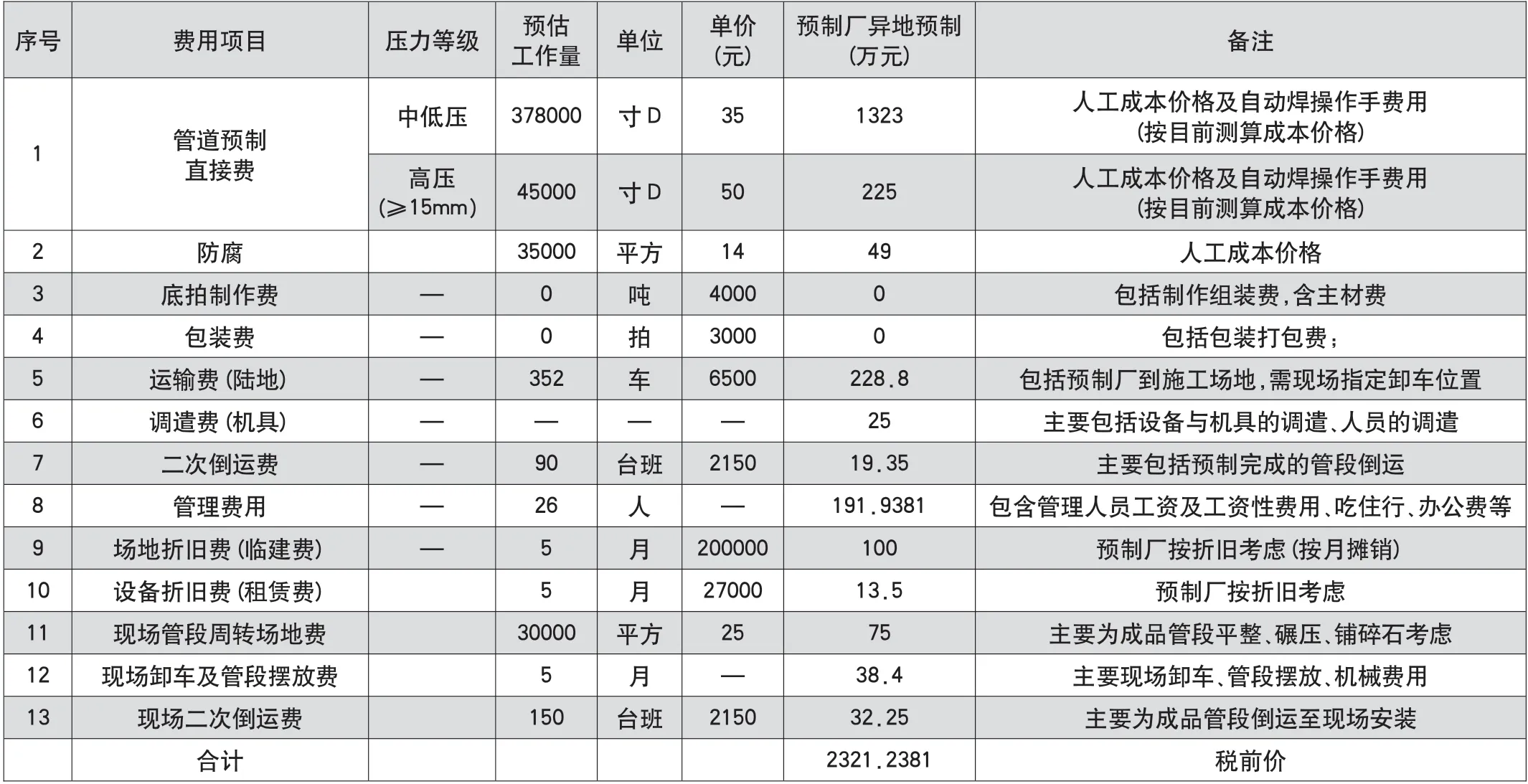
表3 工厂化预制厂直接费用测算
受人工成本和施工环境的限制, 目前大型国际能源公司以采购产品的形式,在国内进行管线预制工作,例如BASF 美国工厂、YAMAL LNG 项目即采用异地预制形式来解决现场施工的瓶颈。
6 结论
为适应当今工程建设市场和大型装置施工的需求,异地工厂化预制将会被更多的施工企业采用,其相对于传统管道预制在安全、质量、效益、成本、工期和管理上更具优势。
猜你喜欢
选煤技术(2022年3期)2022-08-20
山西化工(2022年2期)2022-05-11
当代水产(2022年2期)2022-04-26
晚晴(2019年5期)2019-07-08
北方人(2019年10期)2019-06-17
当代水产(2019年2期)2019-05-16
中国公路(2017年15期)2017-10-16
中国卫生(2016年5期)2016-11-12
天然气与石油(2015年2期)2015-02-28
中国卫生(2014年5期)2014-11-10