
装箱站龙门加取盖装置的改进
2019-11-12 05:54徐一鸣温小龙黄国孟李城云
科技创新与应用 2019年29期
徐一鸣 温小龙 黄国孟 李城云
摘 要:为解决装箱站龙门加取盖装置掉盖等问题,通过分析装箱站龙门加取盖装置的结构原理,基于SolidWorks机械仿真设计软件设计了钩爪、电路、气路图,编写PLC控制程序,并选择合适的元件对装置进行了改进。有效解决了因箱盖裂缝造成吸盘漏气导致掉盖的问题。测试结果表明:改进后加取盖装置掉盖次数降为0次,降低了操作人员的劳动强度,提高了装箱效率,保障了生产的连续性和稳定性。该方法可为提高装箱站的运行效率提供技术支持。
关键词:加取盖装置;钩爪;装箱站;箱盖
中图分类号:TS43 文献标志码:A 文章编号:2095-2945(2019)29-0114-02
Abstract: In order to solve the case cover falling problem of the gantry add and take case cover device for packing station, by analyzing the structure principle of the gantry add and take case cover device for packing station, the falcula, circuit and air circuit diagram are designed based on SolidWorks mechanical simulation design software, the PLC control program is wrote, and the appropriate components were selected to improve the device. It effectively solves the case cover falling problem that suction cups leak due to crack on the case cover. The test results showed that the improved add and take case cover device reduces the number of case cover falling times to zero, reduces operators' labor intensity, improves the packing efficiency, and guarantees the continuity and stability of the production. This method can provide the technical support to improve the operation efficiency of the packing station.
Keywords: add and take case cover device; falcula; packing station; case cover
隨着中式卷烟特色工艺的深入开展及应用,各卷烟厂开始采用箱式储存来支撑精细加工、分组加工和柔性生产[1]。箱式储存工艺通过装箱站实现自动装箱。在装箱过程中,烟箱首先经取盖机取盖,在装箱位装入烟叶后,经加盖机加盖后进入库区储存[2]。但由于箱盖材质、装置结构等原因,使加取盖装置在运行过程中时常出现掉盖现象,影响了装箱效率。近年来已有相关技术人员对加取盖装置进行了研究改进,徐伟民[3]等所设计的装箱系统采用了昆船公司的MQ21型加取盖机,主要采用吸盘吸取箱盖;方海宁[4]等所改造的加盖机主要用于箱盖的纠偏,实现箱盖与箱体的契合,但对于掉盖问题的相关研究较少。为此,通过分析加取盖装置结构原理,对加取盖装置进行了改进,以期改善掉盖问题,提高装箱效率。
1 问题分析
1.1 加取盖装置工作原理
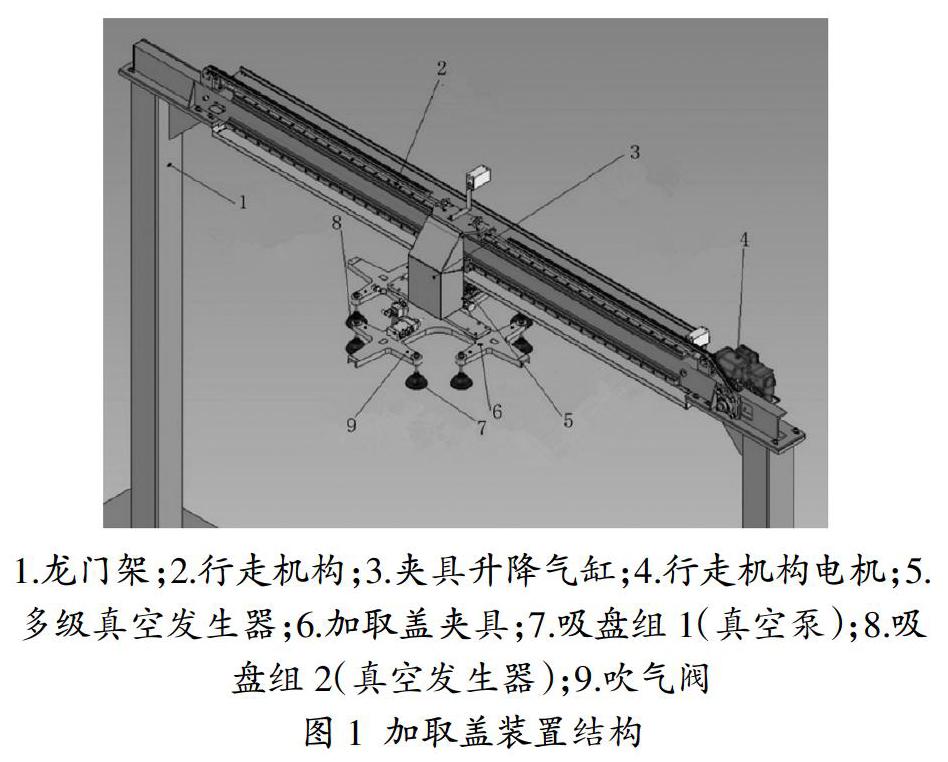
如图1所示,加取盖装置为龙门结构(1)。取盖过程如下:当烟箱到位后,吹气阀(9)打开,对箱盖表面进行吹气清洁,然后夹具升降气缸(3)驱动加取盖夹具(6)下降,吸盘组1(7)和吸盘组2(8)接触箱盖到位后,两组真空系开始抽真空,当检测到系统真空度达到要求时,吸盘吸住箱盖,夹具升降气缸驱动夹具上升。行走机构电机(4)动作,使夹具横移至放盖位,夹具下降,真空发生器(5)动作,破真空,吸盘释放箱盖后回到初始位置。加盖过程与之相反。
1.2 加取盖夹具结构
加取盖装置夹具主要由负压检测开关、吸盘、吸盘弹簧杆、升降气缸电磁阀、真空发生器、吹气电磁阀及磁感应开关等组成。8个吸盘有两路负压来源,其中一组(4个吸盘为一组)来自于真空泵,一组来自于真空发生器。因此,真空系统分成两组且分别控制。即使某个吸盘或是真空系统发生故障,或有一组吸盘接触的箱盖表面有裂缝,无法建立真空时,仍能保证另一组的4个吸盘牢牢吸住箱盖,如果两组吸盘接触的箱盖表面都有裂缝,无法建立真空,则会出现掉盖。
1.3 存在问题
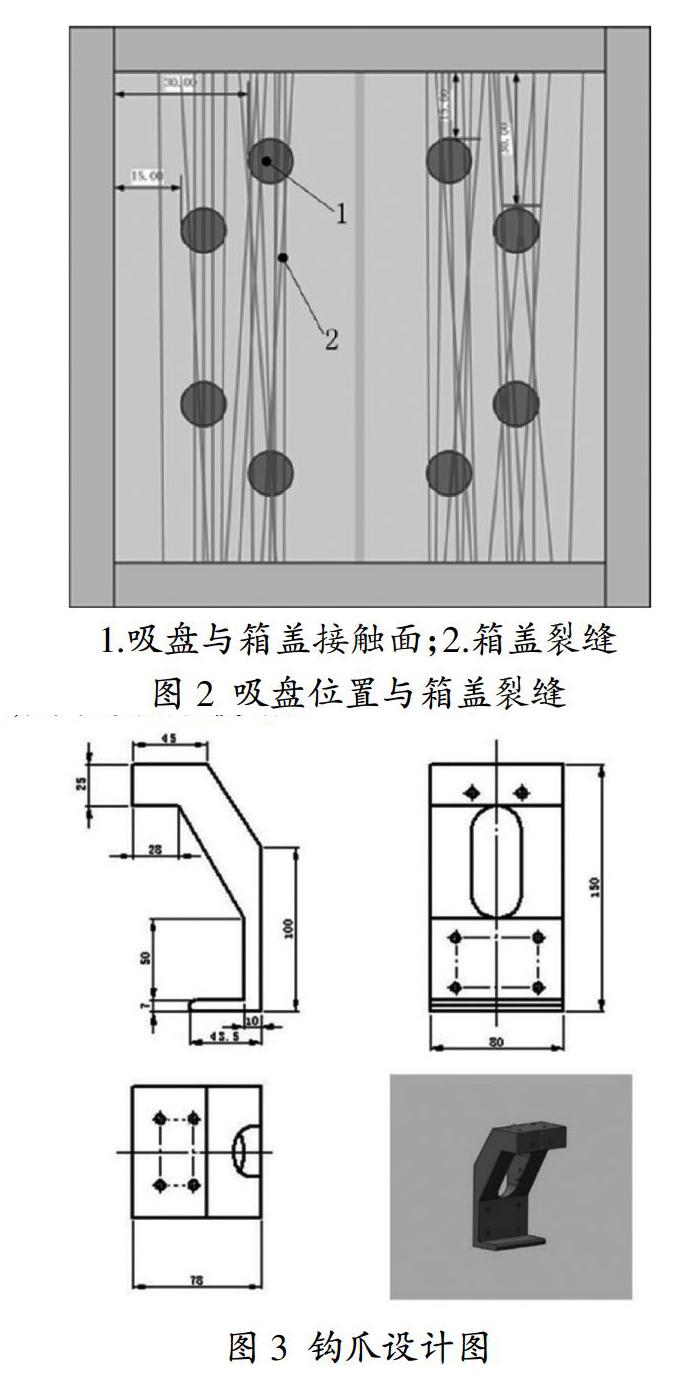
由于烟箱箱体和箱盖都使用橡木板制作,在温度和湿度变化大时,容易造成木材开裂,出现缝隙,如图2所示。为统计裂缝位置,抽取了20个有裂缝的箱盖,以X轴为标准,记录裂缝所在箱盖的位置。如果裂缝位置处于25cm~50cm,80cm~105cm位置处,则裂缝就处于吸盘范围内,会导致吸盘漏气。如果两组吸盘都漏气,则会出现掉盖。由统计结果可知,20个箱盖中有13个箱盖的裂缝会造成两组吸盘漏气,最终导致掉盖。
1.吸盘与箱盖接触面;2.箱盖裂缝
2 改进方法
2.1 钩爪设计
为防止掉盖,如图3所示,运用SolidWorks机械仿真设计软件设计钩爪,用于钩住箱盖。钩爪边缘加装聚氨酯缓冲垫,用于减震和防滑。
2.2 夹具改进
改进后的夹具保持了原夹具的整体性,主要是在夹具边缘加装了钩爪,如图4所示。为控制钩爪的动作,在夹具上加装了4个气缸(7)、4个磁感应开关(9)、电磁阀(10),钩爪初始状态为张开。
2.3 PLC程序改进
机械结构改进完成后,编写了钩爪动作的PLC程序,钩爪动作流程图如图5所示。改进完成后的加取盖装置取盖过程如下:当烟箱到位后,吹气阀打开,对箱盖表面进行吹气清洁,然后夹具升降气缸驱动加取盖夹具下降,吸盘组1和吸盘组2接触箱盖到位后,两组真空系开始抽真空,当检測到系统真空度达到要求时,吸盘吸住箱盖,钩爪气缸驱动钩爪闭合,磁感应开关检测到钩爪闭合后,夹具升降气缸驱动夹具上升。行走机构电机动作,使夹具横移至放盖位,夹具下降,真空发生器(5)动作,破真空,钩爪张开、吸盘释放箱盖后回到初始位置。加盖过程与之相反。
3 结论
通过分析装箱站龙门加取盖装置的结构原理,基于SolidWorks机械仿真设计软件设计了钩爪、电路、气路图,编写PLC控制程序,并选择合适的元件对装置进行了改进。有效解决了因箱盖裂缝造成吸盘漏气导致掉盖的问题。以20个箱盖开裂的烟箱为对象,对改进前后加取盖装置的性能进行了测试,结果表明:改进后加取盖装置掉盖次数降为0次,降低了操作人员的劳动强度,提高了装箱效率,保障了生产的连续性和稳定性。该方法可在龙门加取盖装置上推广应用,也可以为解决类似掉盖问题提供借鉴。
参考文献:
[1]吴兴强.自动箱式储丝系统的设计与应用[J].烟草科技,2006(6):16-19.
[2]装箱系统用户手册[Z].昆明豪原特自控有限公司,2012.
[3]徐伟民,金伟,董劲.膨胀烟丝两用装箱系统的开发与应用[J].烟草科技,2012(9):19-21.
[4]方海宁,孙晋叶,沈俊儒.XGJ型加盖机的升级改造[J].轻工科技,2018,34(1):49-50.
[5]濮良贵,纪明刚.机械设计[M].8版.北京:高等教育出版社,2006.
[6]廖常初.S7-300/400PLC应用技术[M].4版.北京:机械工业出版社,2016.
