车间级生产线控制系统设计与实现
2019-11-11 11:44何彬蒋帅李凯郭宗鹏
科技创新与应用 2019年28期
关键词:设计
何彬 蒋帅 李凯 郭宗鹏
摘 要:随着我国经济社会的快速发展和科技水平的进一步提升,各行各业在良好历史机遇下得到了较大的进步,车间自动化生产行业同样如此。而随着激烈市场竞争对大批量生产高效率要求及单件生产灵活性要求的不断提升,如何科学合理地设计车间级生产线控制系统以实现相关功能成为高层管理人员关注的重要问题。在此背景下,文章从系统设计的目的出发,综合考虑了系统整体设计、作业细则、功能需求和计划管理等设计方案,旨在给提升我国车间级生产线控制系统设计能力带来更多的思考和启迪。
关键词:车间级;生产线控制系统;设计
中图分类号:TP273 文献标志码:A 文章编号:2095-2945(2019)28-0096-02
Abstract: With the rapid development of China's economy and society and the further improvement of the level of science and technology, various industries have made great progress under the good historical opportunity, as well as the workshop automation production industry. With the increasing requirements for high efficiency and flexibility of mass production in the fierce market competition, How to design the workshop-level production line control system scientifically and reasonably in order to realize the related functions has become an important issue concerned by senior managers. In this context, starting from the purpose of system design, this paper comprehensively considers the overall design of the system, operation details, functional requirements and plan management. The purpose of this paper is to bring more thinking and enlightenment to the improvement of the design ability of workshop production line control system in our country.
Keywords: workshop level; production line control system; design
引言
随着现代社会工业生产效率的进一步提升,自动化生产技术在实际生产过程中所占比例越来越大,而车间级生产线控制系统作为自动化生产技术得以科学实行的基础,其对工业生产的重要作用不容忽视,关于车间级生产线控制系统的设计与功能实现的相关研究与探讨也就具备了极其重要的理论价值和现实意义。
1 系统设计目的
随着市场需求的不断变化,企业需要不断调整生产任务。有的企业产品种类繁多、调整频繁,而生产过程中的设备、物流系统已难以满足实际生产要求,那些采用传统机群布局的生产车间或落后的生产形式都面臨着改造。许多机械加工企业通常非常重视生产工艺知识,而对设备布局、物流搬运系统(包括工件、工艺装备)的设计则局限于经验水平,没有从专业理论或科学角度进行系统设计,从而制约了生产效率的提高。因此,对生产车间系统及其设备布局的研究具有重要意义。
基于自动化生产的车间级生产线控制系统的建设是以信息化为基础,以精细化管理为重要指导,以本企业检修车间为重要试点对象,在搭建基于自动化车间及生产线控制系统的基础上,打通生产运营层和过程控制程的信息通道,进而形成从检修计划到检修执行的整个一体化业务模式,最大程度上提升车间工作人员的工作效率,为实现检修工作的高质量与及时交付奠定坚实的基础。
2 系统整体设计方案
2.1 整体设计
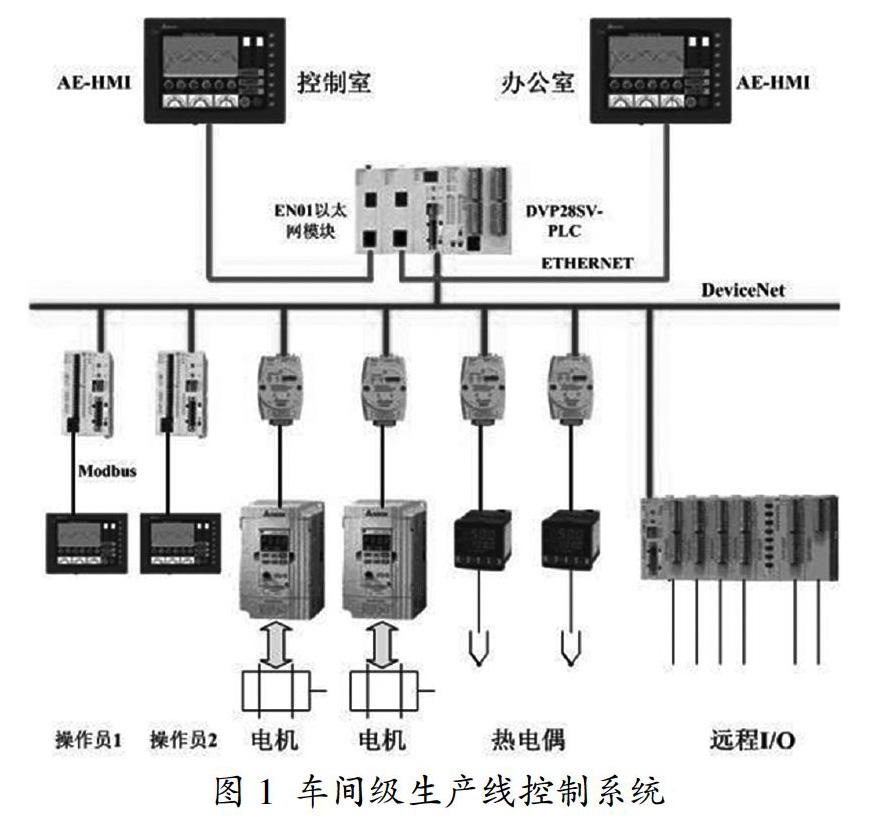
车间级生产线控制系统旨在严密监管面向检修厂房的所有动车机组检修业务,在此过程中,该生产线控制系统的建设旨在填补上层检修业务系统与底层自动化设备之间的管理空缺,将业务层的检修工单分解推送到过程控制层的自动线,进而实现自上而下的落实检修生产精细化管理要求,并在此过程中借助于成熟可靠的信息通讯技术和工业控制网络实时采集生产实际数据。该系统业务流程的设计和功能设计方面紧紧围绕着检修工艺策划-检修作业执行-生产实际反馈-部件履历生成这一主线,以检修系统中检修工单为重要载体,搭建了一套既能够支撑自动化生产线运行,又能够满足手工作业工序管理要求的信息系统(图1)。
在车间级生产线控制系统的整体架构中,顶层设计主要以产品运维管理系统为主要载体,检修系统负责向下层系统提供相应的检修工艺数据、质量数据等业务数据,为下层系统尽可能快速高效地完成检修工作奠定一定的基础。中间层设计则是该生产线控制系统建设的关键性内容,主要包括基于有限能力的计划管理、检修工单执行管理、设备管理、质量追溯管理、生产异常管理、生产可视化管理等众多模块。就系统服务的对象而言,它包含了自动化生产线和手工作业工序两大类型。针对自动化生产线而言,生产线的控制系统一方面将业务数据下发给各条生产线,并在其现场作业完成后收集各条生产线的工单执行状况、生产进度以及物料消耗数据等。针对手工作业工序而言,生产线控制系统从顶层检修系统接收到相应的业务数据后,在排产模块进行了基于设备、物料、异常等约束条件的有限产能排产,并在此基础上将相应的工单下发到下游系统,进而完成手工作业工序的相关工作。底层依靠下游产线附带的控制系统驱动生产线中的设备在自动化生产线台位进行运转,而系统则负责将生产数据进行搜集、汇总和整理,并反馈给上层生产线控制系统进行车间全局层面的监控管理,更为上游业务系统中的工单结算、部件履历生成等提供相应的数据信息。
2.2 作业细则
车间级生产线控制系统主要由基础数据模块、人员管理模块等六大模块组成。基础数据模块主要负责下游生产线及两条手工生产线的定义,负责接上游检修系统的业务数据,完成维护修理进程、车型类型对应主工序和子产线的目的,进而将主工序对应到子产线上。人员管理模块主要包括组织架构和人员信息等两部分。组织架构负责检修厂区内所有的组织架构信息及厂区的可扩展信息,并在此基础上记录人员的基本数据、资质信息等。计划管理模块则主要包括工单接收、工作日历设置、上线计划、计划调整和上线计划查询等五大部分。其中,工单接收主要负责生产运维系统的工单数据信息接收和查询;工作日历设置部分可根据车间级生产控制系统的规则生成相应的日历,并在需要时进行调整和更换;上线计划则负责厂区内计划员工的录入及计划的导入等,并在此基础上进行生效计算;计划调整则负责厂区内计划工作人员对计算完成的上线计划的微调和优化;上线计划查询则主要负责查询已生效的上线计划。报工管理则主要分为工时提报、报工反馈和工时统计等三大内容,工时提报填报下发到手工产线的工单,并在填报完成后将系统中的相关数据同步到检修系统,该系统返回工单报工是否成功的信息。报工反馈则在接收到生产线的报工数据时将其同步到检修系统,系统返回工单报工是否成功信息。工时统计则按班组、工段和区域统计工人实际工作时间。展示中心则主要分为设备状态监控、能耗数据监控和计划进度监控等三大部分。
2.3 功能需求
车间级生产控制系统的功能需求主要包括检修工艺及检修质量策划、计划管理与排产、现场执行管理、生产异常管理、生产可视化管理、人员资质管理和其他系统的接口管理等重要内容。以生产可视化管理为例探究生产控制系统的功能,通常而言,生产可视化主要考虑公司和车间不同层次的管理需求,并借助控制室设置大屏幕、厂房内设置显示屏等方式实现各级生产线和各单元工位的全面、实时监控与展示等目标。在此过程中,生产可视化界面大多采用矢量图形设计,同时支持三维仿真设计和平面设计相结合的方式,以最大程度上保证投放到超大屏幕时的图像质量。车间级生产控制系统的生产可视化管理过程主要包括了生产线及设备状态全监控可视化、生产作业情况全监控可视化、工位整体监控可视化和统计分析图表可视化等四大部分。生产线及设备状态全监控可视化界面采用多级监控模式,能够有效监管整个厂区内的生产计划及执行情況信息,更能够辨识各生产线及手工产线系统的生产计划和执行信息。
2.4 计划管理
计划管理作为车间级生产系统设计的重要内容,主要包括了计划维护、计划下达、计划反馈和计划变更等重要模块,是公司检修业务中作业任务发起的重要源头,更是满足公司计划编制、人员月度计划与生产计划分别进行排产的业务需求。在生产计划的实际编制过程中,有关工作人员须严格遵循公司月度推移计划的交出节点进行有限能力的排产,从检修系统中接收到相应的检修工单,在基于人员、物料、设备等生产要素的基础上进行约束条件下的有限产能排产运算,最大程度上保证生产计划的可执行性。
3 结束语
总之,车间级生产控制系统相关功能的设计和计划目标的实现等都在极大程度上直接关系着工业生产效率的提升和企业经济效益的获得,因此,企业可在明确生产控制系统整体架构的基础上,对其功能模块进行一定的研讨,尽可能地设计出符合企业实际生产情况的车间级生产控制系统,为提升本企业的经济效益做出应有的贡献,更为我国车间级生产控制系统设计能力的强化提供一定的参考。
参考文献:
[1]王好凝.基于PLC变频器触摸屏自动生产线控制系统的设计[J].科学技术创新,2018(21):188-189.
[2]尤阳阳,王晓华.基于工业以太网的搬运生产线控制系统设计[J].工业控制与应用,2018,37(8):8-13,20.
[3]庄承学.智能控制系统在轧花生产线上的应用[J].中国棉花加工,2017(4):8-9.
猜你喜欢
中国品牌(2020年11期)2020-12-23
红领巾·萌芽(2020年2期)2020-05-07
学校教育研究(2019年23期)2019-12-23
Coco薇(2017年5期)2017-06-05
艺术评论(2016年10期)2016-11-28
Coco薇(2015年12期)2015-12-10
缤纷家居(2010年1期)2010-01-12
中国名牌(2009年6期)2009-07-20
体育教学(2009年11期)2009-07-14
文学少年(小学版)(2009年3期)2009-05-13