双向加压对BN-AlN-TiB2复相陶瓷性能的影响*
2019-11-11 05:08白佳海杜庆洋魏春城
材料研究与应用 2019年3期
白佳海,王 前,杜庆洋,张 雍,魏春城
1.山东理工大学材料科学与工程学院,山东 淄博 255000;2. 山东鹏程陶瓷新材料科技有限公司,山东 淄博 25000
BN-AlN-TiB2复相陶瓷具有优良的耐高温性能、抗热冲击性能、可加工性能、耐腐蚀性能以及一定的导电性能,可广泛应用于真空镀铝行业中的陶瓷蒸发舟[1-4].在工业生产中,一般采用热压烧结方法制备BN-AlN-TiB2复相陶瓷蒸发舟[2-5].在以往的工艺中,由于模具等的限制,一般采用的是单相加压工艺进行热压烧结.单向加压的缺点是在热压烧结过程中易导致压力分布较不均匀,从而使BN-AlN-TiB2复相陶瓷蒸发舟的强度、体积密度、电阻率等性能降低.因此,需要对加压方式进行改进,以有效的提高陶瓷蒸发舟的各种性能及其均匀性.
双向加压工艺是一种较新颖的热压烧结的加压方式,能有效降低和防止复相陶瓷蒸发舟在热压烧结过程中出现的性能降低及压力分布不均匀等现象,还能明显提高烧结体的致密度、抗弯强度等.本文通过对比实验,较详细研究了双向加压和单向加压对BN-AlN-TiB2复相陶瓷对热压烧结的BN-AlN-TiB2复相陶瓷的体积密度、导电率和抗弯强度等影响.
1 实验部分
实验选用平均粒径约为2.6 μm的h-BN (六方BN) 粉、平均粒径约为1μm的TiB2粉、平均粒径为2 μm左右的AlN粉和平均粒径约1 μm的Y2O3粉为原料,各原料在坯体中的用量(体积百分数)分别为35~60 %、15~30%、20~50%、2~5%,各原料的纯度均为工业纯级.
将上述原料按照配比进行称量、湿法混合、干燥和热压烧结.分别选用适用于单向加压和双向加压的直径为20mm的石墨模具进行热压烧结.烧结时,首先把真空度降低至10 Pa以下,然后开始以5℃/min的升温速度加热到1850 ℃并保温1 h,热压烧结压力保持在15MPa左右.
根据GB/T2997 -2000(2004)和阿基米德原理测定烧结试样的气孔率和吸水率.采用切割机把烧结后的样品制成5mm×5mm×30mm 的样品,利用三点弯曲法测定样品的弯曲强度(万能试验机,MKM-4100),其中跨距为30mm,加载速率0.5mm/min;用理学D/max-Ⅲ型X射线衍射仪,分析烧后试样的物相组成;用Jsm-5900型扫描电子显微镜,表征烧后试样的显微结构;用四探针法测量BN-AlN-TiB2复相陶瓷的电阻,并通过公式ρ=R·S/L计算其电阻率.
2 结果与讨论
2.1 XRD分析
图1为单相加压和双向加压制备的复相陶瓷的XRD图谱.通过图1与标准图谱对比分析可知,本实验制备的复相陶瓷的主晶相分别是六方BN(PCPDF标准卡号:00-034-0421)、六方AlN(PCPDF标准卡号:01-076-0566)和六方的TiB2(PCPDF标准卡号:01-085-2084).由于本实验使用的原料分别是TiB2,BN和AlN,在高温烧结过程中这些组份以及组份之间不发生化学反应,即不会形成新相[4],因此在烧结体的XRD图谱没有其他相的衍射峰.综上所述,本实验制备的陶瓷材料为BN-AlN-TiB2复相陶瓷材料.
2.2 体积密度
图2为双向加压和单相加压制备的BN-AlN-TiB2复相陶瓷的体积密度.如图2所示,与用单向加压制备的复相陶瓷相比,用双向加压制备复相陶瓷的体积密度(约3.1 g/cm3)显著增大,表明用双向加压有利于提高复相陶瓷的致密度.
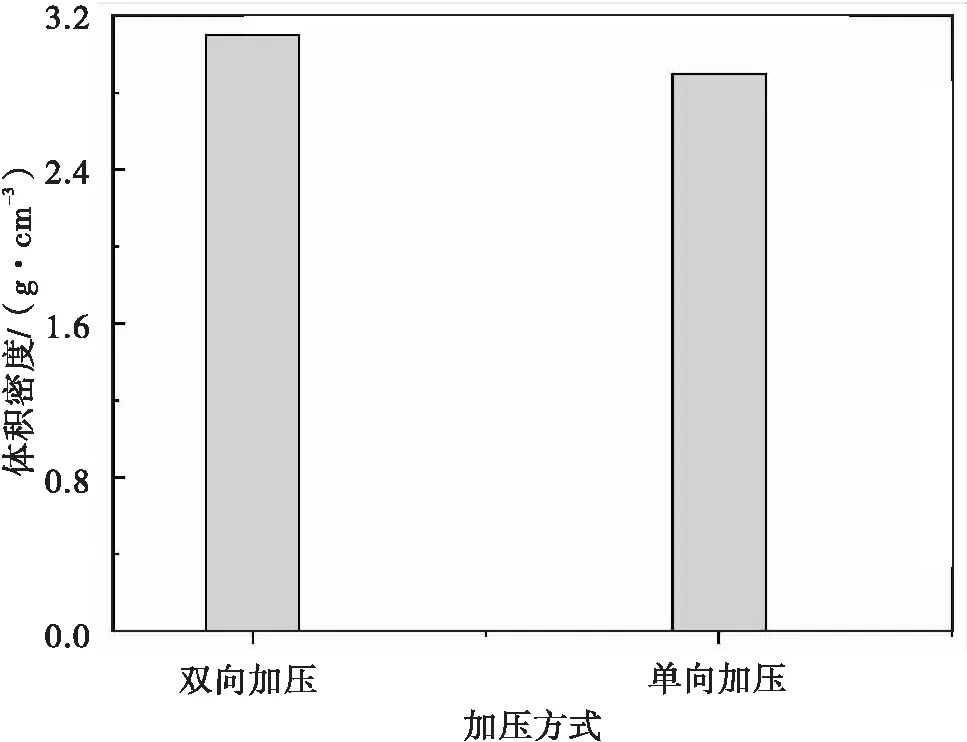
图2 加压方式对BN-AlN-TiB2复相陶瓷的体积密度的影响Fig.2 Effect of the pressing mode on bulk density of the BN-AlN-TiB2 composite ceramics
单向加压是从一个方向施加压力,在加压工程中由于粉料和模具之间存在摩擦力,且物料相对于模具的平均运动距离较大,这就容易导致在外加压力一定的情况下,抵消的单向施加的压力会较多,同时会导致物料内部压力分布较不均匀;而双向加压烧结时,由于上下两部分的物料是从两个方向相向运动,与单向加压相比物料的运动距离在理论上可减少二分之一,抵消的双向施加的压力会较少,且物料内部的压力分布较均匀,提高了物料的堆积密度.因此,双向加压有利于提高复相陶瓷的致密度.
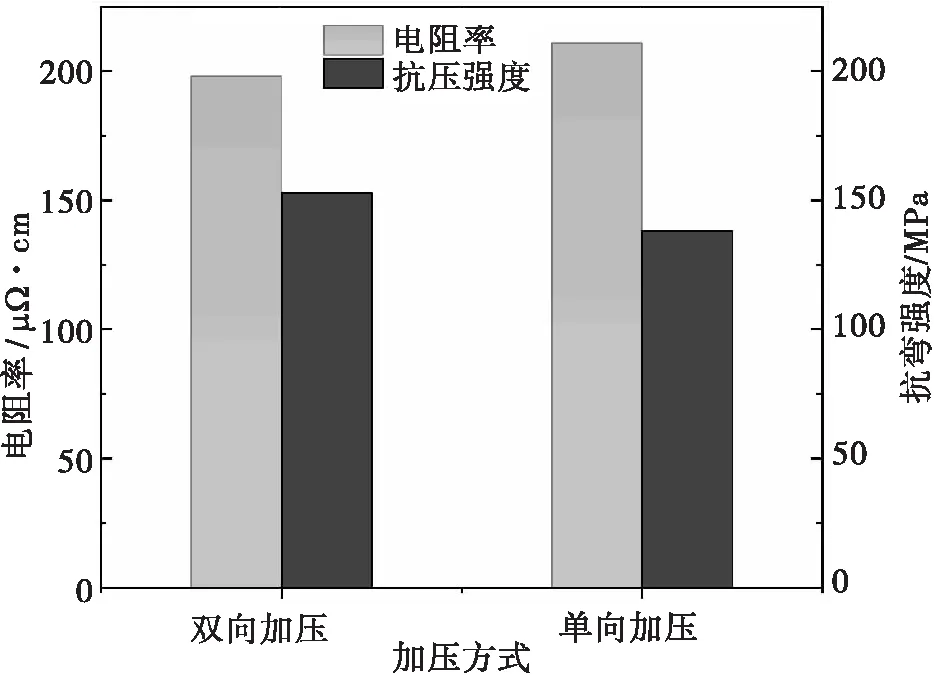
图3 加压方式对BN-AlN-TiB2复相陶瓷的电阻率和抗压强度的影响Fig.3 Effects of the pressing modes on the resistivity and compressivestrength of the BN-AlN-TiB2 composite ceramics
2.3 抗弯强度和电阻率
图3为加压方式对BN-AlN-TiB2复相陶瓷的电阻率和抗弯强度的影响图.由图3可以看出,利用双向加压制备的复相陶瓷的导电率大约在188 μΩ·cm,抗弯强度大约153 MPa,而利用单向加压方法制备的复相陶瓷的导电率和抗弯强度分别是211 mW·cm和138 MPa.
由于双向加压是从两个方向同时对物料进行施压,提高了粉料的堆积密度和热压烧结的BN-AlN-TiB2复相陶瓷的致密度和体积密度,进而提高了烧结体的抗弯强度,同时也会提高导电组份(TiB2)构成的导电网络的连接程度,从而降低了电阻率[5].
2.4 显微结构分析
图4为两种不同加压方式制备的BN-AlN-TiB2复相陶瓷的断面的SEM图.从图4可以看到:本实验制备的复相陶瓷中,BN呈片状,还有颗粒状的其他组份;利用双向加压方式制备的复相陶瓷的断面显得较为致密且孔隙率较低,而用单向加压方式制备的复相陶瓷的烧结程度略有降低.这与所测定的体积密度的实验结果相符,进一步说明了双向加压的热压烧结方式能提高致密度,即提高烧结体的体积密度.
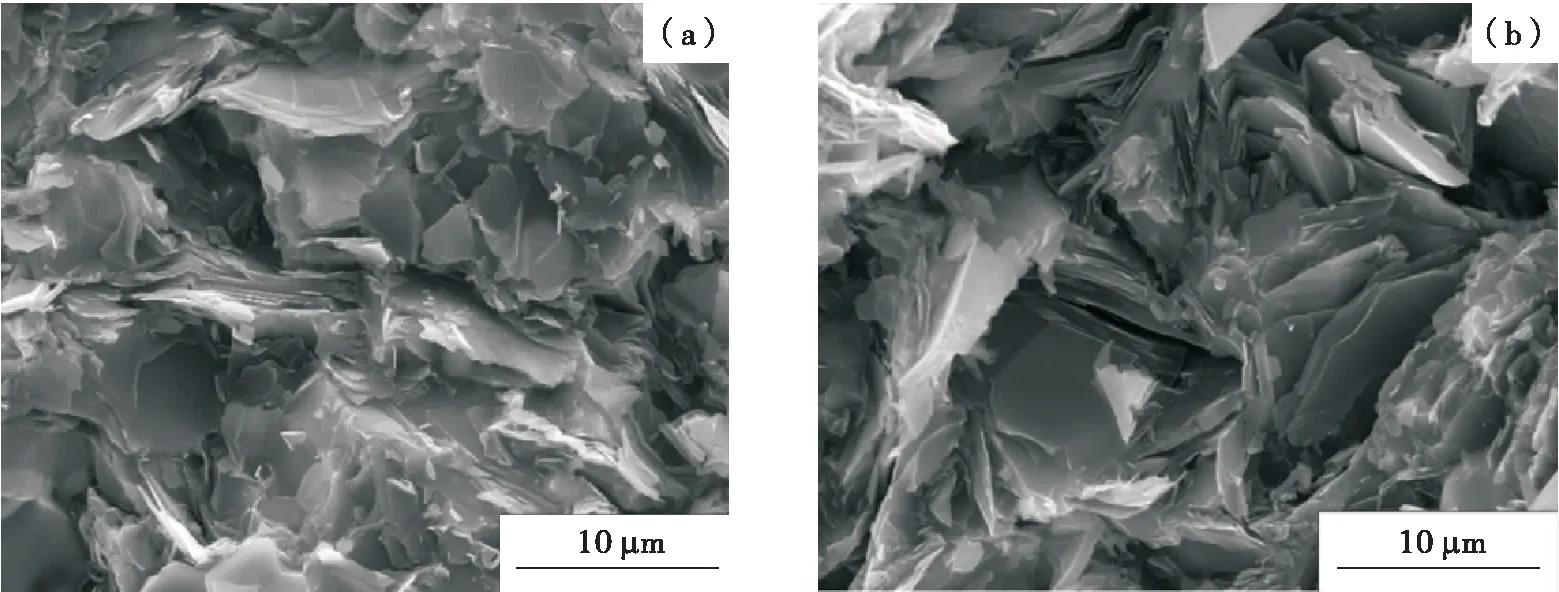
图4 加压方式对BN-AlN-TiB2复相陶瓷的显微结构的影响(a)双向加压:(b) 单向加压Fig.4 Effects of the pressing modes on the micro-structures of the BN-AlN-TiB2 composite ceramics(a)pressing bidirectionally;(b)pressing mono-directionally
3 结 论
分别采用双向加压和单向加压方式制备了BN-AlN-TiB2复相陶瓷.与单向加压方式相比,用双向加压方式制备的制备的BN-AlN-TiB2复相陶瓷的体积密度显著增大,电阻率明显降低,而抗压强度等则显著提高.
猜你喜欢
出版人(2022年11期)2022-11-15
中国特种设备安全(2022年6期)2022-09-20
纺织科学研究(2021年6期)2021-12-02
今日农业(2021年19期)2021-11-27
数学小灵通(1-2年级)(2021年10期)2021-11-05
数学小灵通(1-2年级)(2021年9期)2021-10-12
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
江西社会科学(2018年8期)2018-08-29
制造业自动化(2017年2期)2017-03-20