数控机床主轴串联控制功能设计与实现
2019-11-06 09:14葛阿萍
绥化学院学报 2019年11期
葛阿萍 朱 强
(芜湖职业技术学院机械工程学院 安徽芜湖 241006)
一、引言
生产中,加工的对象处于不断变化,对于立式车床、加工中心或车铣复合等大型机床,当主轴伺服电机驱动机械坐标轴转矩不够用时,往往编程操作人员会使用过切削,造成伺服电机负载过大,时常会发生过热报警、过载报警、堵转停车等现象,严重时甚至会烧毁伺服电机。
在现有的解决方案中,主要有修改加工工艺、更换设备和更换更大规格伺服电机三种方法,由于这三种方法具有局限性,实际使用率并不高。[1-3]如修改加工工艺,必将使得加工效率下降,不能保证生产进度的要求;更换设备法,是将产品换到伺服电机规格更大的机床上去加工,但工厂本身不一定有这样的设备;而对于更换更大规格伺服电机的方法,会涉及到驱动器等众多元器件的更换,还会出现体积或惯量过大,机床安装空间有限等局限因素,且成本也高。
基于上述情况,文中提出一种新的解决方案,当现有机床主轴电机扭矩无法满足使用要求,可采用机床主轴串联两个较小规格伺服电机取代原有的伺服电机,驱动机床的坐标轴来控制驱动相应的工作台,这种方案能保证产品加工的适应面,提高生产效率,如图1(a)、(b)所示。
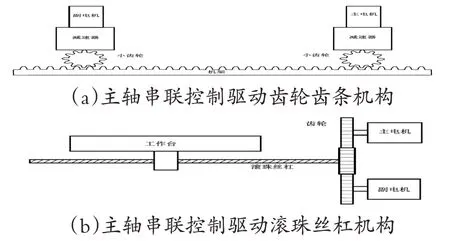
图1 主轴串联控制实施图例
二、主轴串联控制应用范围
主轴串联控制功能主要用于立车、加工中心或车铣复合等大机床。[4-5]主电机用于提供主要的扭矩并提供指令,在立车加工时副电机用于增大主轴的扭矩;在铣加工时主电机做位置控制用,副电机主要用于增大扭矩并减小传动齿轮间的间隙、提高机床精度。 如图2 和图3 所示。
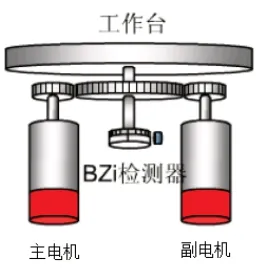
图2 立式车床主轴串联控制实施图
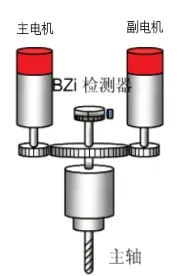
图3 加工中心主轴串 联控制实施图
当一台主轴电机不能产生足够的转矩来驱动一个大工作台时,可以通过串联控制(Tandem Control),[6]由两个伺服电机相互作用使一个轴运行,其主/副电机使用相同规格的电机,通过这一功能,可以得到2 倍的转矩。此外,通过预加负荷,可以减小齿轮轮齿间的反向间隙,提高传动精度。
三、主轴串联控制原理
FANUC数控系统串联控制功能是通过数字伺服控制方式得以实现,当工作台的负荷超出主轴转矩,可以使用两个伺服电机通过软件控制,给主/副电机相同的转矩指令,把主/副电机当作一个“串联轴”进行控制处理,其串联控制原理如图4所示[7]。
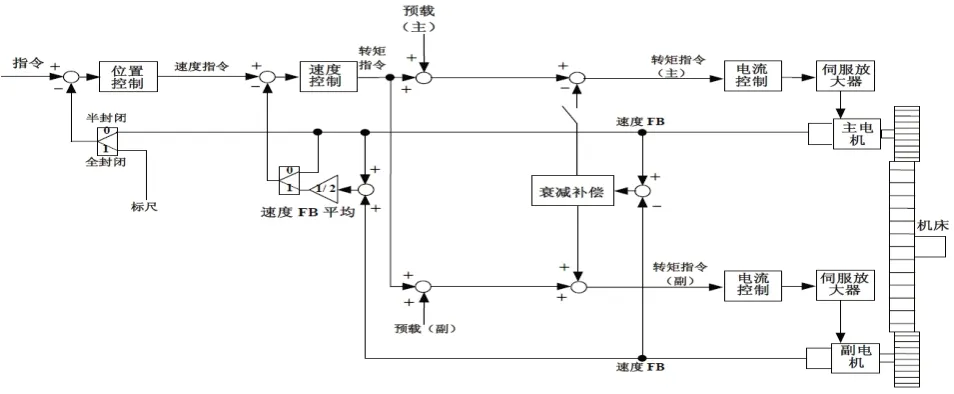
图4 主轴串联控制原理图
当执行速度指令或位置指令时,主动轴通过向从动轴发送速度或位置指令,从动轴从主动轴接收速度指令和积分值。在从动轴中,只接收速度环路控制然后根据系统参数4353#2设置的极性来选择旋转方向,再根据设定的齿轮比来换算相应的速度指令,在进行了PID 调节后,输出给电流环路,电流环路通过霍尔传感器来检测电流环路的误差值,速度环路和位置环路通过主轴传感器的反馈值来检测速度环路和电流环路的误差值,进而再通过位置环路增益、速度环路增益、速度环路和速度积分时间常数来进行相应的误差校正,使主轴执行指令正确,进而保证电机平稳运行。
需要注意的是,主轴串联控制是以同样的转矩指令同时送给主电机和副电机,为了防止机械间隙对传动精度的影响,其速度反馈是把主/副电机速度的平均值作为速度反馈值。
四、主轴串联控制的参数与信号处理
对于FANUC30i系统的主轴串联控制,需要对4352号和4009号参数进行设置,具体设置如下:
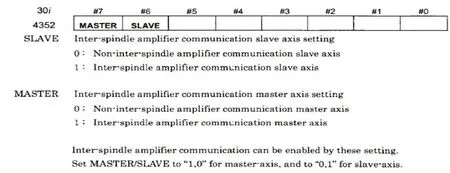
4352号参数用来设置主从轴放大器之间的通信参数,注意不能将两个位的参数均设为1,否则将出现SP9038报警。

对于4009 号参数,如果此参数不为1,从动轴将出现SP9037 报警。如果在串联控制方式时产生报警,主从轴的动力一定要同时关闭以阻止机床被损坏。
对于FANUC30i系统的主轴串联控制,除了以上两个参数需要设置,还需对系统PMC的G信号与F信号进行相应的处理,具体设置如下:
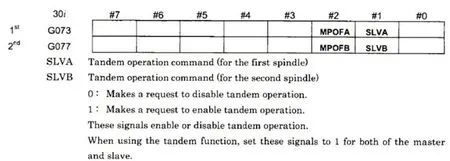
以上信号被切换之前主轴一定要停止。主轴旋转时这些信号不起作用。切换这些信号需在速度控制模式下进行,如不是速度控制模式,这些信号将不起作用。当主从轴被机械脱开时,将以上信号设置为0。
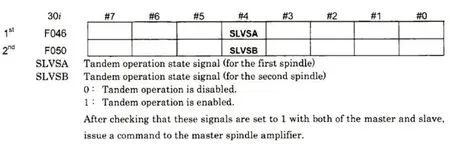
如果以上信号均为1,说明主从轴已经进入了主轴串联控制方式。
五、主轴串联控制速度控制效果
将主轴串联控制功能应用于沈阳机床集团VT3立式车铣复合中心机床,如图5所示。图中右端伺服电机为本次串联控制的主主轴电机,左端为从主轴电机。主轴串联控制功能在铣削方式下和车削方式下均生效;车削方式下主主轴提供主要扭矩并提供指令,从主轴提供次要扭矩;铣削方式下主主轴和车削方式的作用一样,从主轴提供次要扭矩并起到消除齿轮间隙的作用。

图5 应用案例
打开系统主轴监控画面,在速度控制方式下,不使用主轴串联功能时,旋转主轴的负载情况如图6所示。

图6 不使用主轴串联功能转主轴的负载图
在速度控制方式下,使用主轴串联控制功能时,旋转主主轴负载情况如图7所示。
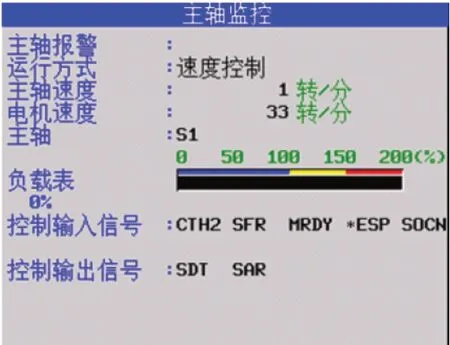
图7 使用主轴串联功能主主轴的负载图
在速度控制方式下,使用主轴串联控制功能时,旋转副主轴负载情况如图8所示。
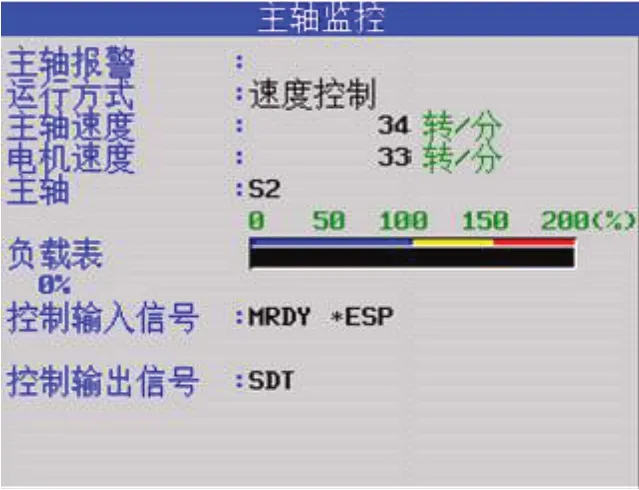
图8 使用主轴串联功能副主轴的负载图
经比较可知,采用主轴串联控制功能,可有效降低主轴负载,提高机床工作效率,满足当仅仅依靠一个电机不足以提供足够的扭矩的时候,通过主轴串联控制来驱动相应的工作台。
六、结论
(一)可以靠PMC 信号将这个功能开通或关闭,功能无效后两个电机可以独立地旋转。
(二)在主从轴的分配上没有限制。但是主主轴一定要连接于第一主轴放大器,从主轴一定要连接于第二主轴放大器。
(三)主主轴可以执行位置环路和速度环路,并将速度指令和速度环路积分发送给从主轴。
猜你喜欢
河北工业大学学报(2021年4期)2021-09-23
微特电机(2020年11期)2020-12-30
新世纪智能(英语备考)(2018年11期)2018-12-29
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
现代防御技术(2017年2期)2017-05-13
电子制作(2016年1期)2016-11-07
中国环境监察(2016年7期)2016-10-23
中国现当代社会文化访谈录(2016年0期)2016-09-26
探测与控制学报(2015年4期)2015-12-15