
筒体内壁堆焊焊后消氢感应加热温度场的数值模拟
2019-11-04 08:20李向国李铭杨杰赵朋成李滨
机械制造文摘·焊接分册 2019年4期
李向国 李铭 杨杰 赵朋成 李滨

摘要:采用有限元方法对堆芯补水箱筒体内壁堆焊焊后消氢感应加热温度场进行了数值分析。针对筒体的结构特点,设计了一种加宽的C型感应线圈。研究了感应线圈的匝数、线圈与筒体的距离、线圈电流、电流频率对筒体温度分布的影响。结果表明,感应线圈的形状决定了筒体温度场分布的形态,线圈中心对应筒体的温度比四周的温度高。线圈匝数、线圈电流和电流频率越大,筒体升温速度越快,温度分布越均匀。当线圈电流为215 A、电流频率为10 kHz、线圈匝数为15匝、线圈与筒体之间的距离为25 mm时,筒体加热时的溫度分布均匀性较好,能够满足焊后消氢的工艺要求。筒体感应加热试验的结果表明,模拟温度与试验温度变化趋势相同,温度值较为吻合。
关键词:感应加热;筒体;消氢;数值分析;温度场
中图分类号:TG 404
Abstract: The finite element method was used to simulate and analyze the temperature field of induction heating during the dehydrogenation process after cladding on the inner wall of the reactor core water tank. According to the structure characteristics of the cylinder, a widened Ctype induction coil was designed. The effects of the turns number of induction coil, the distance between coil and cylinder, current and frequency on the temperature distribution of cylinder were studied. The results showed that the shape of the induction coil determined the distribution of temperature field in the cylinder, and the temperature corresponding to the center of the coil was higher than that around the cylinder. The larger the number of turns, current and frequency of coil, the faster the heating rate of cylinder and the more uniform the temperature distribution. When the current was 215 A, the frequency was 10 kHz, the turns number of induction coil was 15 and the distance between the coil and the cylinder was 25 mm, the temperature distribution uniformity of the cylinder during heating was good, which could meet the technological requirements of dehydrogenation after welding. The results of tube induction heating experiment showed that the simulated temperature had the same trend as the experimental temperature, and the temperature values were in good agreement with each other.
Key words: induction heating; cylinder; dehydrogenation; numerical analysis; temperature field
0 前言
核电站一回路系统中的堆芯补水箱筒体需要在高温、高压、腐蚀性环境下长期工作,通常采取在筒体内壁堆焊镍基或不锈钢合金来提高筒体的耐蚀性和耐热性[1-2]。堆焊作业后氢气容易在焊接区域聚集析出,形成氢致裂纹,因此需要对堆焊后的筒体进行整体消氢处理[3]。常规的消氢工艺是焊后将筒体加热到250~400 ℃,保温2 h。目前,工业中对大型工件焊后消氢的加热方式有火焰加热、电阻加热和感应加热。火焰加热操作简单,但是能量利用率较低,成本高且环境污染严重;电阻加热是通过电阻丝或电阻片来加热工件,工件升温速度慢,热效率低,维护成本高[4-6];电磁感应加热具有加热效率高、控温精确、绿色环保等优点[7]。因此,采用电磁感应加热的方式对堆焊后的筒体进行整体消氢热处理。
国内外众多学者对感应加热过程中电磁场和温度场进行了大量的数值模拟研究。章德斌[8]用Marc有限元分析软件模拟了轴类零件感应加热温度场的分布情况,结果表明,电流控制温度的加热深度随着加热时间的延长,零件内部温度逐渐升高。A. O. Glebov 等人[9]采用有限元分析的方法,研究了铁磁板在感应加热过程中的温度场分布,提出了一种用线性微分方程计算铁磁体中涡流三维场的方法,使计算时间减少了一个数量级以上。Zhu Hongda等人[10]建立了电磁场和温度场耦合的数学模型来计算钢坯热挤压感应加热过程。将模拟结果与物理建模过程中记录的温度测量值进行比较,验证了该数学模型的有效性。
文中以堆芯补水箱筒体内壁堆焊的电磁感应加热消氢工艺为研究对象,基于ANSYS有限元软件建立三维瞬态电磁-热耦合模型,对筒体内壁堆焊焊后感应加热温度场进行数值模拟,分析感应加热工艺参数对筒体温度场的影响规律。
1 有限元模型的建立
1.1 实体模型
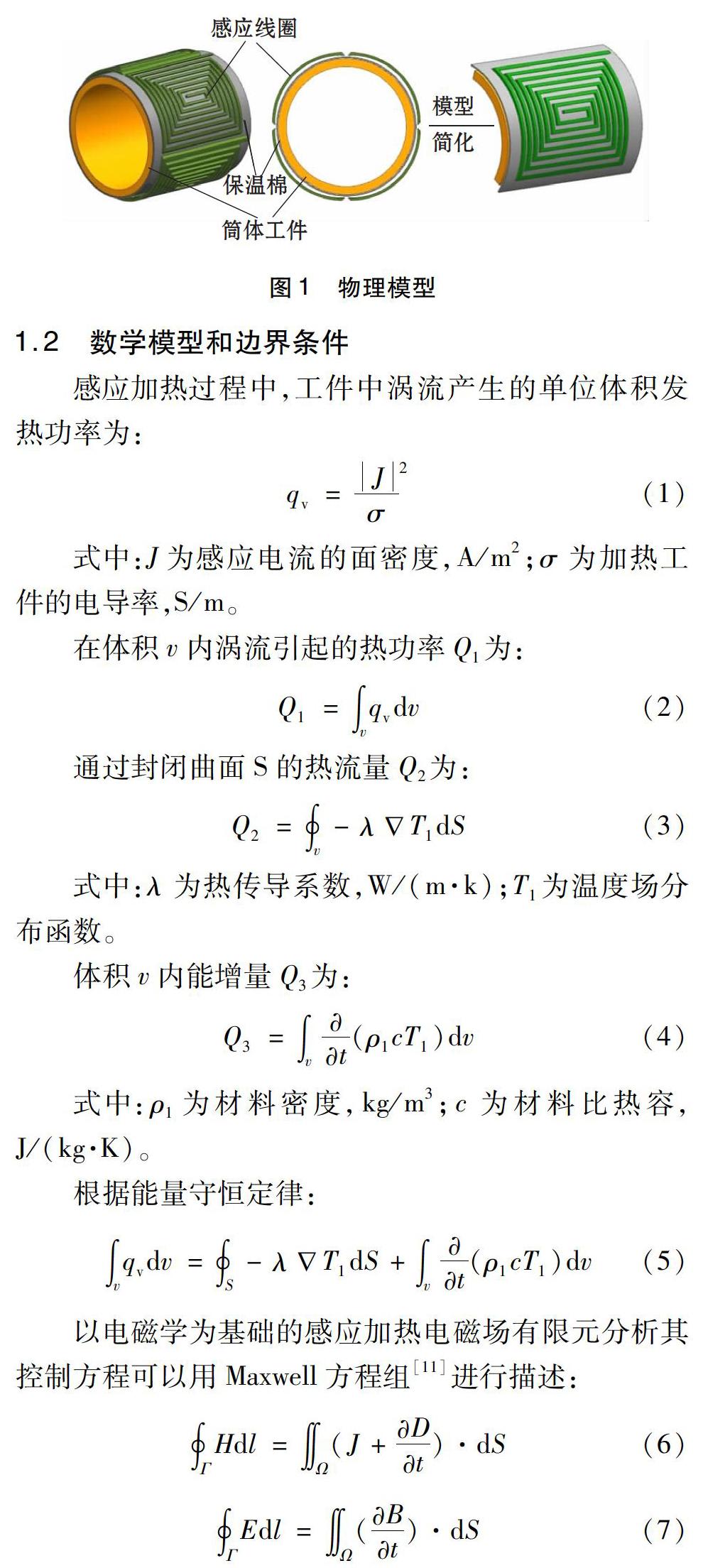
堆芯补水箱筒体的内径为2 580 mm,壁厚120 mm,长度为3 640 mm,材质为SA5083钢。由于筒体长度较大,故分节进行感应加热,每节长1 500 mm。筒体圆周方向安装4个相同的横截面為10 mm×10 mm的正方形感应线圈。线圈采用TP2紫铜线制作,长度、宽度各为1 000 mm,呈C型且覆盖1/4筒体表面。在筒体和感应线圈之间敷设一层20 mm厚的硅酸铝纤维保温棉,用于保温和防护线圈受热。考虑到线圈和工件的对称性,为了简化模型提高计算效率,只取1/4筒体进行计算。线圈、保温棉和筒体的相对位置,如图1所示。
1.2 数学模型和边界条件
感应加热过程中,工件中涡流产生的单位体积发热功率为:
1.3 材料属性
电磁感应加热过程中各个材料的物理参数随着温度变化呈非线性变化,因此需要不断更新相关材料的物理属性。感应线圈的相对磁导率为0.99 H/m,电阻率为1.75×10-6 Ω·m。保温棉和空气的相对电阻率为恒定值1,热导率见表1,SA5083钢的热物理性能参数见表2。
1.4 单元类型及网格划分
物理模型建立后,需要进行单元类型选择和网格划分。在计算电磁场时,筒体、线圈和保温棉网格的单元类型均设为Solid236。由于只研究筒体的温度分布,在计算温度场时,将不考虑部分的网格设置为空单元Null,将筒体网格设为Solid70。感应加热时,感应涡流仅透入工件几毫米深,热量沿工件横向传导并加热工件,因此需细化工件沿横向划分的网格,而线圈和保温棉的网格可以疏松一些。模型整体的网格划分为108 925个节点和80 426个单元,如图2所示。
1.5 电磁-热耦合计算
划分完网格需要对模型加载计算条件,文中使用的是APDL命令流的形式进行模拟分析,主要的加载参数是电流大小、频率和加热时间。首先设置磁力平衡条件,如果没有error提示,模型进入电磁场分析环节,当电磁场收敛后进入温度场耦合求解,否则继续磁场计算,直到收敛。计算结束后,得到温度场(.rth)和电磁场(.rst)两个文件。
2 感应加热温度场模拟结果分析
2.1 感应磁场
感应磁场通过控制感应涡流的大小影响工件温度场,因此分析温度场前,要先分析电磁场。对线圈通入电流215 A、电流频率10 kHz、加热3 600 s后,分析线圈15匝时对磁场分布的影响规律,如图3所示。由图3a可知,磁场以辐射状向四周扩散,强度由中间往四周逐渐升高,在两端达到最高。由图3b可知,磁场主要集中在工件的表面。
2.2 感应涡流
感应加热过程中,筒体升温的内热源是感应涡流,涡流回路产生焦耳热对筒体进行加热。当线圈电流215 A、电流频率10 kHz、线圈匝数15匝时,加热3 600 s后,筒体感应涡流的分布,如图4所示。
通过比较图3和图4可知,涡流和磁场的分布形状和线圈形状相似,其中涡流在筒体外壁表面形成回路产生热量,且中心位置的涡流较小。因此,线圈结构决定磁场和涡流形状,从而决定筒体加热后的温度分布。
2.3 温度场分析
线圈结构决定了筒体加热后温度分布。因此本节研究线圈匝数、线圈电流、电流频率和线圈与筒体加热距离对温度分布的影响,通过参数优化,使筒体温度达到250~400 ℃的消氢技术要求。
2.3.1 线圈匝数对温度场的影响
线圈匝数是控制线圈加热范围和加热均匀性的重要参数,研究在其它参数不变的情况下,线圈匝数对温度场的影响。图5为不同匝数下筒体外壁温度分布。所选取线圈电流215 A,电流频率10 kHz,分别研究线圈匝数为5匝、10匝和15匝时,加热3 600 s后,筒体表面温度分布结果。由图5可知,线圈匝数为5匝时,筒体中心温度为140 ℃左右,四周温度高于169 ℃,高温区温度达到187 ℃,温度分布不均匀,说明感应涡流没有形成较好的回路。线圈的匝数越大,筒体的加热温度越高,温度分布越规则。当线圈匝数为15匝时,筒体的高温区集中在线圈正下方,最高温度为360 ℃,四周温度最低为280 ℃,筒体温度满足焊后消氢工艺的要求。
为了便于分析,将筒体沿轴向剖开,并沿轴向依次取10个均匀分布于筒体表面的测温点,观察筒体轴向的温度分布曲线,如图6所示。由图6可知,线圈匝数为5匝时,筒体温度偏低,在200 ℃以下;线圈匝数为10匝时,筒体温度有一部分在250 ℃以下;线圈匝数为15匝时,筒体温度在250~400 ℃范围内,满足焊后消氢的工艺要求。
综上所述,线圈的匝数越多,在筒体表
面产生的磁通密度越大,感应涡流越大,工件温度升高,筒体中心区域温度扩展越快,加热效率越高。
2.3.2 线圈电流对温度场的影响
线圈电流也是电磁感应加热的重要参数,通过改变电流的大小可以控制感应加热的时间和温度。上节分析表明,线圈匝数为15匝的加热效果最佳。故本节选取线圈匝数15匝、电流频率10 kHz、线圈电流分别为115 A,165 A,215 A,265 A和315 A,加热3 600 s后,分析不同电流时筒体外壁和内壁感应加热温度分布的规律,如图7~8所示。由图7和图8可知,线圈电流115 A时,筒体表面温度很低。随着线圈电流增大,内壁面温度越来越高,温度分布也逐渐均匀;当线圈电流为215 A时,筒体高温区温度为362 ℃,低温区温度为271 ℃,内、外壁温度分布均匀;而当线圈电流增加到315 A时,温度分布不均匀且已经超过了工艺要求。
为观察内壁面温度分布,将筒体沿轴向剖开,并在筒体内壁面沿轴向依次取10个均匀分布于内壁面的测温点,各点温度如图9所示。发现线圈电流越大,筒体内壁温度越高。当线圈电流为115 A时,筒体内壁温差较小,但是筒体温度太低,低于40 ℃;当线圈电流为165 A时,筒体内壁温差增大,筒体温度在80~200 ℃范围内;当线圈电流为215 A时,筒体内壁温差较小,温度在290~370 ℃范围内,分布比较均匀;当线圈电流为265 A和315 A时,筒体内壁温差较大,并且筒体温度偏高,高于400 ℃。
2.3.3 线圈电流频率对温度场的影响
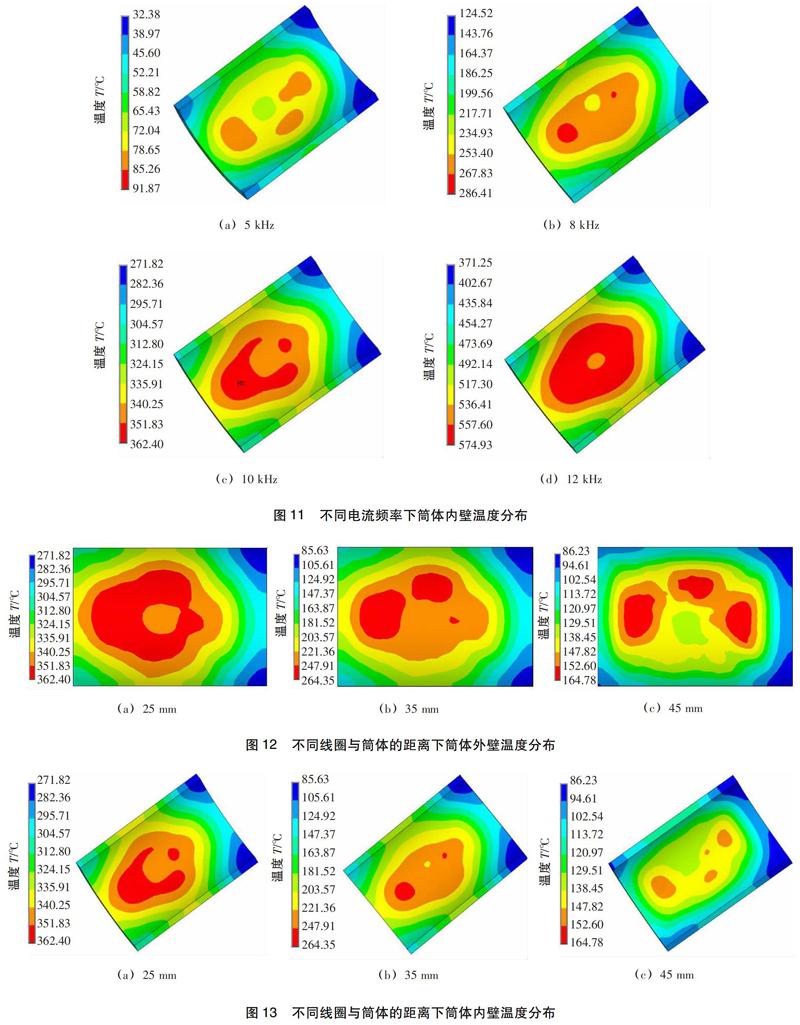
由前文分析可知,当线圈匝数为15匝、线圈电流215 A时,感应加热效果最理想。为研究电流频率对温度场的影响,设定电流频率为5 kHz,8 kHz,10 kHz,12 kHz,加热3 600 s后,分析电流频率对温度场的影响。图10和图11分别为不同电流频率下筒体外壁、内壁温度分布。由图10~11可知,随着电流频率的增加,筒体内外壁温差逐渐减小,温度不断升高。当电流频率5 kHz时,筒体温度在32~91 ℃之间,边缘温度低,中心温度高,内外壁温差大;当电流频率为8 kHz时,筒体温度在124~286 ℃之间,内外壁温差仍然较大,温度分布不均匀;当电流频率为10 kHz时,筒体温度在271~362 ℃之间,内外壁温度相近,分布较为均匀,满足焊后消氢的工艺要求;当电流频率增加到12 kHz时,筒体温度在371~574 ℃之间,超过消氢温度。
2.3.4 线圈与筒体的距离对温度场的影响
线圈与筒体间的距离也是影响感应加热效果的因素。为降低筒体温度对线圈的热辐射损伤,在两者间加一层厚度为20 mm的保温棉,因此线圈与工件之间就会存在一定距离,影响加热效果。按照前文分析结果,选取线圈匝数15匝、线圈电流215 A、电流频率10 kHz,线圈与筒体间的距离分别为25 mm,35 mm,45 mm时,加热3 600 s后,筒体温度分布如图12~13所示。图12和图13分别为不同线圈与筒体的距离下筒体外壁、内壁温度分布。将筒体沿轴向剖开,并沿轴向依次取10个均匀分布于整个内壁面的测温点,观察内壁轴向温度变化如图14所示。由图12~14可知,随着线圈与筒体间距离减小,感应加热温度明显升高。这是因为线圈与筒体的距离越近,筒体表面的磁场强度增大,导致产生的感应涡流增大,升温速度也就越快。当线圈与筒体距离为25 mm时,筒体内外壁的温度均在271~362 ℃之间,温度场分布满足热处理消氢的工艺要求。由此可见,在其它参数保持不变的条件下,减小线圈和被加热工件的距离,可以缩短感应加热的时间,提高效率。但是线圈与被加热工件距离减小会降低保温棉的使用寿命,因此实际中要综合考虑。
2.4 试验验证
为验证模拟结果的准确性,实际中选取长度为1 500 mm的筒节进行分析试验,试验中所选取筒体的各参数都与数值模拟中所建立的实体模型各参数相同,线圈各参数选取数值模拟结果的最优参数,即线圈电流215 A、电流频率10 kHz、线圈匝数15匝、线圈與筒体的距离25 mm。用热电偶测量筒体内外壁加热后不同位置的温度。
加热3 600 s后,实际结果和模拟结果对比,如图15所示。由图15a可知,外壁实际测量温度比模拟温度低5~8 ℃,温差合理,并且二者升温趋势相同;由图15b知,内壁实际温度和模拟温度基本吻合。由于模拟是在理想的环境下进行的,实际中各参数随着温度的变化呈不规则变化,加上测温元件的误差等都会对测温产生影响。
3 结论
(1)C型感应线圈在筒体表面产生的感应磁场和感应涡流形状与线圈形状相似,感应磁场由中间以辐射状向四周扩散升高;感应涡流在筒体中心区域较小,四周较大,并在工件内形成环形回路。
(2)在大型压力容器筒体感应加热的过程中,筒体的温度分布受线圈和电源参数的影响,即线圈匝数、线圈与工件的距离、线圈电流和电流频率。线圈匝数、线圈电流和电流频率越大时,筒体表面温度越高,升温速度越快,温度分布越均匀,加热效率越高。
(3)通过电源和线圈参数对温度场的分析,当线圈电流215 A、电流频率10 kHz、线圈匝数15匝、线圈与工件距离25 mm时,筒体加热后温度分布最理想,满足筒体内壁堆焊焊后消氢感应加热的工艺要求。经试验验证,筒体内外壁实际温度与模拟温度基本吻合,温差合理。
参考文献
[1] 王玉文. 某型设备压力容器堆焊工艺研究[J]. 江苏科技信息, 2017,35(16):43-44.
[2] 迟露鑫, 麻永林. 核电SA5083钢大型筒体环焊残余应力分析[J]. 焊接学报, 2013, 34(8):85-88.
[3] 郝露菡. 核电压力容器用SA5083钢准确定氢及热处理组织研究[D]. 北京:中国科学院大学, 2012.
[4] 陈宝洁. 大型圆管对接焊缝感应热处理模拟[J].中国海洋平台, 2013, 28(6): 18-22.
[5] 杨维维. 低温压力容器焊后热处理的方法探究[J]. 现代盐化工, 2017, 44(4): 67-68.
[6] 陈钢. 船板电阻加热成形试验分析与数值模拟[D]. 哈尔滨: 哈尔滨工业大学, 2016.
[7] 孟庆坤. 电磁感应加热在辊套拆卸上的应用[J]. 现代矿业, 2019(1):239-240.
[8] 章德斌. 大型轴类件电磁感应加热数值模拟和试验分析[J].科技创新与应用, 2015,113(28): 3-4.
[9] Glebov A O , Karpov S V , Karpushkin S V , et al. Modeling of threedimensional fields of eddy currents during induction heating of process equipment[J]. Russian Electrical Engineering, 2018, 89(3): 204-209.
[10] Zhu Hongda , Lei Zuosheng, Guo Jiahong, et al. Mathematical modeling of induction heating of discard substitution block for billet hot extrusion process[J]. Baosteel Technical Research, 2016, 10(1): 28-32.
[11] 刘豪.电磁场边界条件的研究[J].防爆电机,2015,50(4):6-8.
猜你喜欢
科技资讯(2022年12期)2022-07-17
西部交通科技(2021年9期)2021-01-11
南水北调与水利科技(2016年5期)2016-12-27
中国高新技术企业(2016年31期)2016-12-22
知音励志·社科版(2016年11期)2016-12-20
科教导刊·电子版(2016年6期)2016-04-19
计算机辅助工程(2016年1期)2016-03-15
科技与创新(2015年7期)2015-05-05
