积木式粮食干燥机生产线的安装
2019-10-31 07:15杨得海姚巧福
中国种业 2019年10期
杨得海 姚巧福
(酒泉奥凯种子机械股份有限公司,甘肃酒泉 735000)
粮食问题是国计民生的大事,粮食干燥技术是粮食储藏的首要技术。随着我国的干燥市场不断发展,干燥设备厂家如雨后春笋,越来越多,但相对而言,在这方面的安装人员由于接触这一领域时间太晚,对干燥生产线的各类设备原理了解还不够深入,从而在安装中,导致安装工期拉长,工程质量不合格。这对用户造成的损失是巨大的,不仅同年的粮食得不到及时干燥而霉变受损,在以后的设备使用中,因安装质量不合格造成能量的损耗,也大大增加了生产成本。结合自身工作实践,介绍其安装的方法以及需注意的细节,试图使更多的同行为用户完成优质的安装工程,降低用户生产成本,减少损失,同时推动整个产业的不断发展与完善。
1 概述
根据酒泉奥凯种子机械股份有限公司提供的图纸,一般籽粒干燥段主要由籽粒干燥机、提升机、皮带输送机等组成。其中提升机、皮带输送机为辅助设备,这3 种设备均属于重量较重、几何尺寸大的设备,通过运送零部件到现场,完成组装、吊装、焊接等程序。
2 编制依据
(1)《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
(2)《起重设备安装工程施工及验收规范》(GB50279-98)
(3)《机械设备安装工程施工及验收规范》(GB50231-98)
(4)《120 液压吊性能表》
3 籽粒干燥生产线工艺流程图(图1)
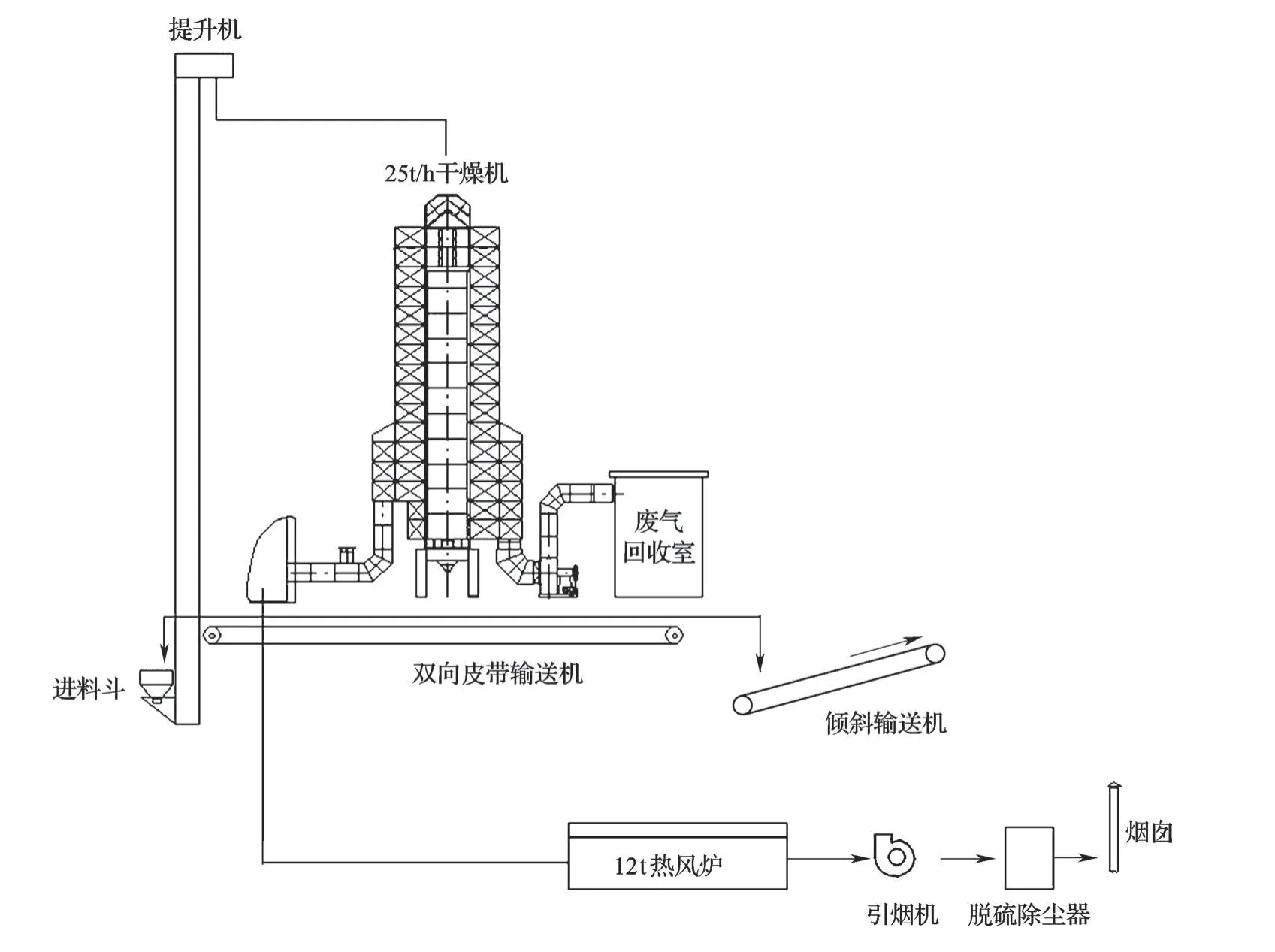
图1 籽粒干燥生产线工艺流程图
4 籽粒干燥生产线安装施工准备
4.1 基础检查及验收(1)设备基础的位置、几何尺寸和质量要求,应符合现行国家标准《钢筋混泥土工程施工及验收规范》的规定,基础施工单位应提交测量记录及其他施工技术资料。(2)设备安装前应按规定的基础位置和几何尺寸进行复查。(3)设备基础表面和地脚螺栓预留孔中的油污、碎石、泥土、积水等均要清除干净,预埋地脚螺栓的螺纹和螺母应保存完好,放置垫铁部位的表面应凿平[1]。
4.2 设备开箱检查及材料验收 设备开箱应在建设单位有关人员参加下,按下列项目进行检查,并作出记录:(1)箱数、箱号以及包装情况;(2)设备的名称、型号和规格;(3)设备有无缺损件,表面有无损害和锈蚀等;(4)核对设备的外形尺寸和其他部位的主要安装尺寸,并应与设计相符[2]。
设备及其零部件和专用工具应妥善保管,不得使其变形、损坏、锈蚀、错乱和丢失。设备附属结构材料、成品、半成品及支撑件必须具有制造厂的质量证书,其质量应符合设计文件及国家现行标准执行。
5 主要施工方法和施工技术
5.1 籽粒干燥机的安装 主要结构见图2。
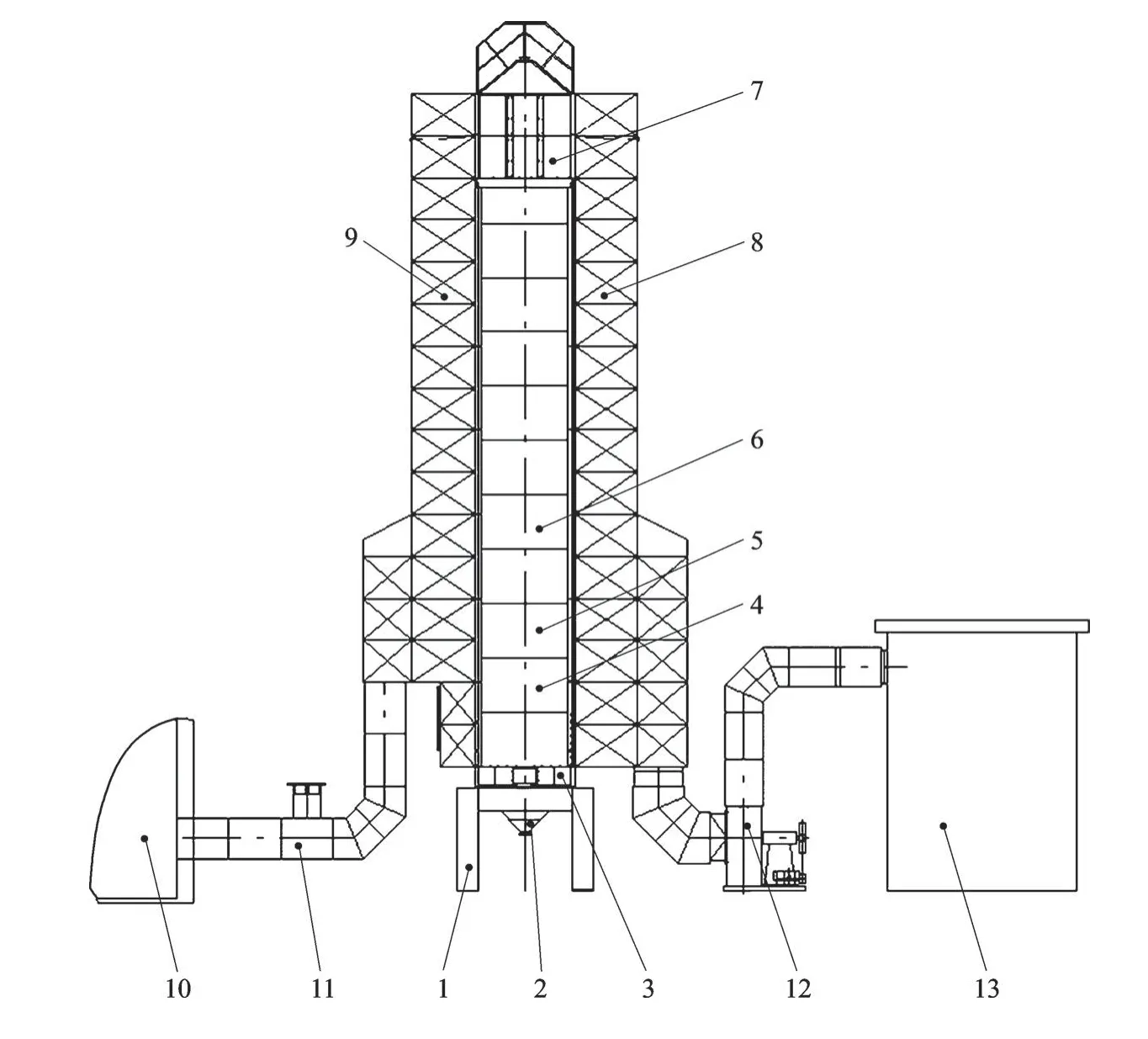
图2 干燥机主要结构
5.1.1 支腿及护栏 支腿周边的平台与护栏焊接之前,先要检查用户自制的水泥混凝土支腿表面是否满足安装条件。要求上平面埋件为角钢框,埋件对角线尺寸不大于2/1000,上平面必须水平。所有埋件表面与粉后墙面平齐,即所有埋件不能被粉层覆盖。支腿外形尺寸符合设备厂家提供的土建条件图中标注的尺寸。平台与护栏焊接牢固、平整,斜撑角钢必须与平台的角钢框焊接在一起。
5.1.2 出料斗 组装时,根据总图分清侧板种类、外形尺寸、包容与被包容件的位置。镀锌板表面不能故意划伤,各连接螺栓牢固。接缝不严密处均匀涂抹玻璃胶。
5.1.3 拨料装置 组装前,先要检查框体焊接情况,表面焊缝光滑、均匀平整。对角线允差小于4mm;装配后,拨料辊转动灵活,链条接头牢固。根据链条长度情况,确定张紧轮的位置、与框体槽钢配焊。
5.1.4 缓冲层组合 组装前,要求各侧板焊缝平整、光滑,板与槽钢之间焊接牢固,不能脱焊或虚焊;组装时,四角处的立柱螺栓连接牢固,并将四角处焊接。中间拉筋固定可靠,对角线允差小于4mm。
5.1.5 冷却段 组装前,先找出正确的零件,进风道各种围板均为单层。组装过程中,零件表面不能故意划伤。料仓内五角盒连接牢固,螺栓半圆头在五角盒外表面。组装后,表面平整,螺栓连接牢固。底板、围板之间不严密处均匀涂玻璃胶。进风道围板周边粘胶泥密封条,密封条不能堆积,粘贴均匀。
5.1.6 烘干段 进风道各种围板填保温岩棉。组装过程中,零件表面不能故意划伤。料仓内五角盒连接牢固,螺栓半圆头在五角盒外表面。组装后,表面平整,螺栓连接牢固。进风道围板周边粘胶泥密封条,胶泥密封条不能堆积,粘贴均匀。尤其是进风道不能漏风,底板、围板之间不严密处均匀涂玻璃胶。
5.1.7 储料段 储料段为单层围板,料仓内的圆管拉筋要安装牢固,进风道围板安装盖板。组装过程中,零件表面不能故意划伤。料仓内五角盒连接牢固,螺栓半圆头在五角盒外表面。
5.1.8 料仓顶盖 组装过程中,零件表面不能故意划伤。长度方向分段接头处粘贴胶泥密封条,螺栓连接牢固。顶盖周边护栏用螺栓固定后,四件护栏管相互接缝处焊接。
5.1.9 三通管 组装过程中,零件表面不能故意划伤。三通管两端与风机进风口相接处法兰焊接牢固,各侧板之间夹石棉绳,连接螺栓牢固。
5.1.10 混风器 组装过程中,零件表面不能故意划伤,混风器各侧板之间夹石棉绳,连接螺栓牢固。电动调风阀固定可靠,调整阀板,使其能完全打开与关闭,并装好防雨板。热风温度高时,打开调风阀,热风温度低时关闭调风阀。
5.1.11 接管 各侧板之间夹石棉绳,连接螺栓牢固,与热风炉相接。
5.1.12 其他 组装时,相邻部件螺栓连接牢固,外观要平整。镀锌板表面不能故意划伤。第1 层吊装后,将周边风道从底部撑平,再吊装上面的。热风管道各法兰连接处均加石棉绳。热风机整体钢架与地面上的埋件焊接固定,安装时找正找平。温度传感器、料位器安装位置正确,布线整齐。安装后调试、调整。热风温度高时打开调风阀,热风温度低时关闭调风阀。
5.2 提升机安装(1)提升机应安装在坚固平整的平面上,其基础面的平面度允差≤2/1000。(2)提升机底座与基础采用预埋螺栓连接,连接应牢固、可靠;其机座本身平面相对水平面的平行度允差、头轮轴对水平面的平行度允差、提升机壳体与基准的垂直度允差均为≤2/1000。(3)提升机采用减速机传动时,减速机应加润滑油,并松开放气螺母。(4)提升机应运转平稳、可靠,无明显抖动及异常声音,紧固件应无松动;张紧丝杆及挡尘板应调整灵活、方便,清扫门启闭灵活;出料口与粮管之间应密封。(5)单台提升机破碎率≤1%。
5.3 皮带输送机安装(1)皮带输送机应安装在坚固平整的平面上,机架与平面联接应牢固、可靠,其机架中心线直线度允差≤2/1000。(2)滚筒轴线与基准平面的平行度允差、对机架中心线的垂直度允差≤2/1000。(3)驱动装置部位应有安全防护罩。(4)皮带输送机运转应平稳,不应有异常声音及溅种现象,张紧装置处应留有足够的空间,并应调整方便。
6 质量保证措施
6.1 一般技术要求(1)种子加工成套设备中的各主、辅设备及所有附件,在出厂前必须检验合格,并且运到安装现场经安装负责人检查后,质量仍然合格,其型号和数量符合成套设备发货清单的内容要求。(2)设备安装前,应认真检查各设备基础、预埋件等是否符合所设计的工艺流程图、地基条件图的规定要求,在得到用户与安装队双方共同认可“一切符合设计图纸要求”时,方可进行设备的安装。并按照安装图的要求施工,将设备安装在规定的位置上。(3)每台主、辅设备的安装必须保证具体的安装要求,设备的连线必须保证各附件与主、辅设备的进出口处的连接,附件之间的连接应严密、牢固、可靠、种子无泄漏。(4)整机运转平稳、无异常响声,旋转方向正确、方位标志明确、调节灵活自如、定位准确可靠,外露回转件应有便于拆卸的防护罩,操作方便、安全可靠,留有检修空间。(5)电控系统应有过载保护和接地装置。(6)干燥设备与燃烧炉要有防火隔离,应有可靠控温装置。
6.2 主机与辅助设备安装要求及检测 应符合NY/T 374-1999《种子加工成套设备安装验收规程》中的主要机器安装要求、辅助设备安装要求的规定。
6.3 安装的焊接质量 焊缝均匀、牢固,不得烧穿、漏焊、脱焊、夹渣,不得有焊点外溢等缺陷。
6.4 油漆外观质量 色泽均匀、平整光滑、无露底、无起泡起皱。各种主机上不得有现场喷涂的飞溅。各种主、辅机上的观察孔与标志不得被覆盖。
7 安全措施
项目经理在设备安装前必须对所有安装人员进行安全教育;进入施工现场必须戴好安全帽,系好帽带,穿好工作服;饮酒之后严禁进入施工现场;施工现场严禁抽烟、酗酒;严禁动用本人职责以外的任何机器和工具;易燃易爆物品放在远离火源的位置;在没有防护的高空作业必须系好安全带;严禁在起重范围作业。
8 结论
以上是经过多个籽粒干燥生产线项目的安装使用情况总结出的经验。一套安装优质的籽粒干燥生产线,不仅提高了热能利用率,减少了粮食籽粒破碎率,同时能在短时间内及时地干燥粮食,使其达到安全储藏水分而不受霉变或自然灾害的影响,也给用户减少了浪费,降低了生产成本,这是生产方和使用方共同追求的目标。
猜你喜欢
青海电力(2022年3期)2023-01-03
中国造纸学报(2022年2期)2022-06-29
中国农学通报(2022年13期)2022-05-31
电子乐园·上旬刊(2022年5期)2022-04-09
现代畜牧科技(2021年4期)2021-12-05
林业机械与木工设备(2021年2期)2021-03-11
电力与能源(2020年6期)2021-01-08
模具制造(2019年3期)2019-06-06
科学种养(2017年6期)2017-06-13
中国高新技术企业(2015年13期)2015-04-30