SLS选择性激光烧结工艺参数对覆膜砂初坯强度的影响
2019-10-24 08:49李成阳顿亚鹏杨伟刘建永
科技创新与应用 2019年26期
李成阳 顿亚鹏 杨伟 刘建永

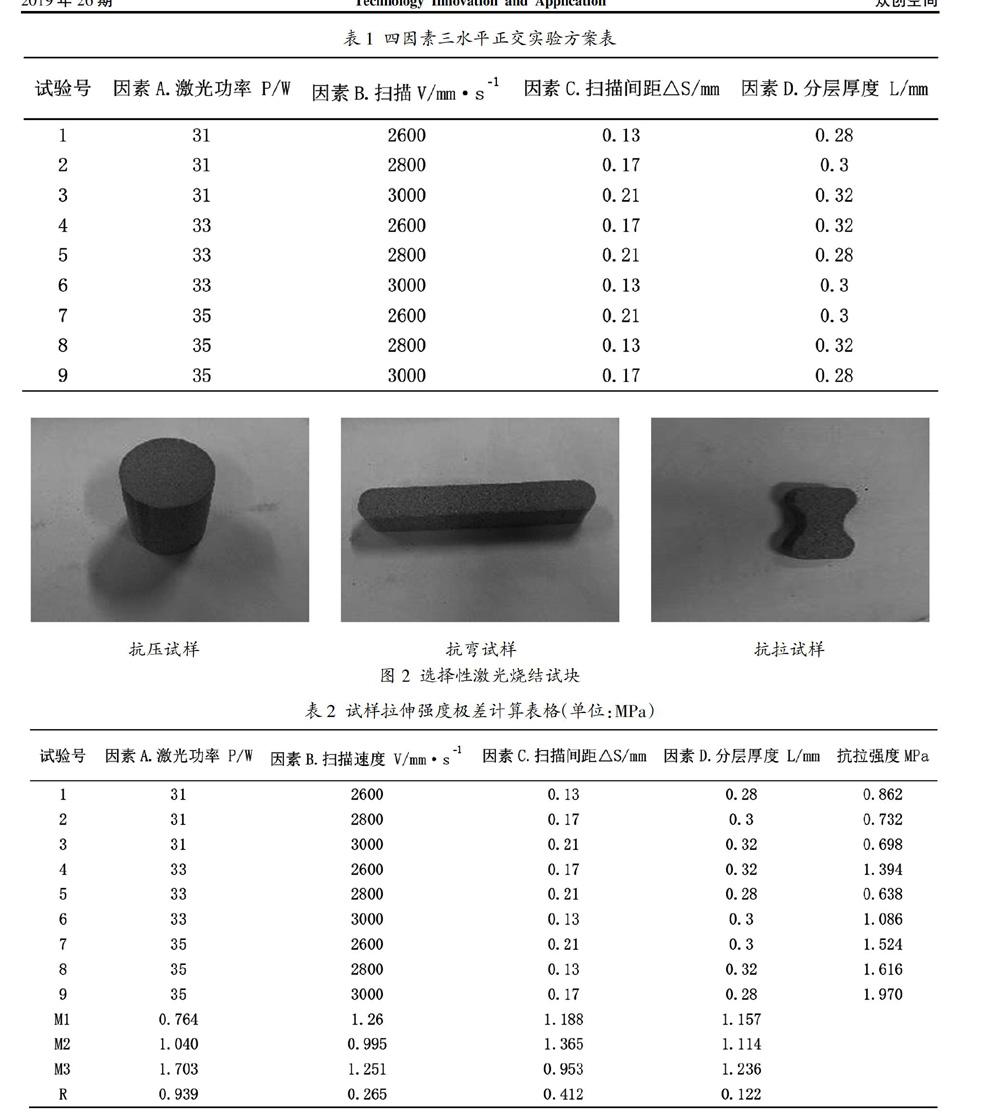
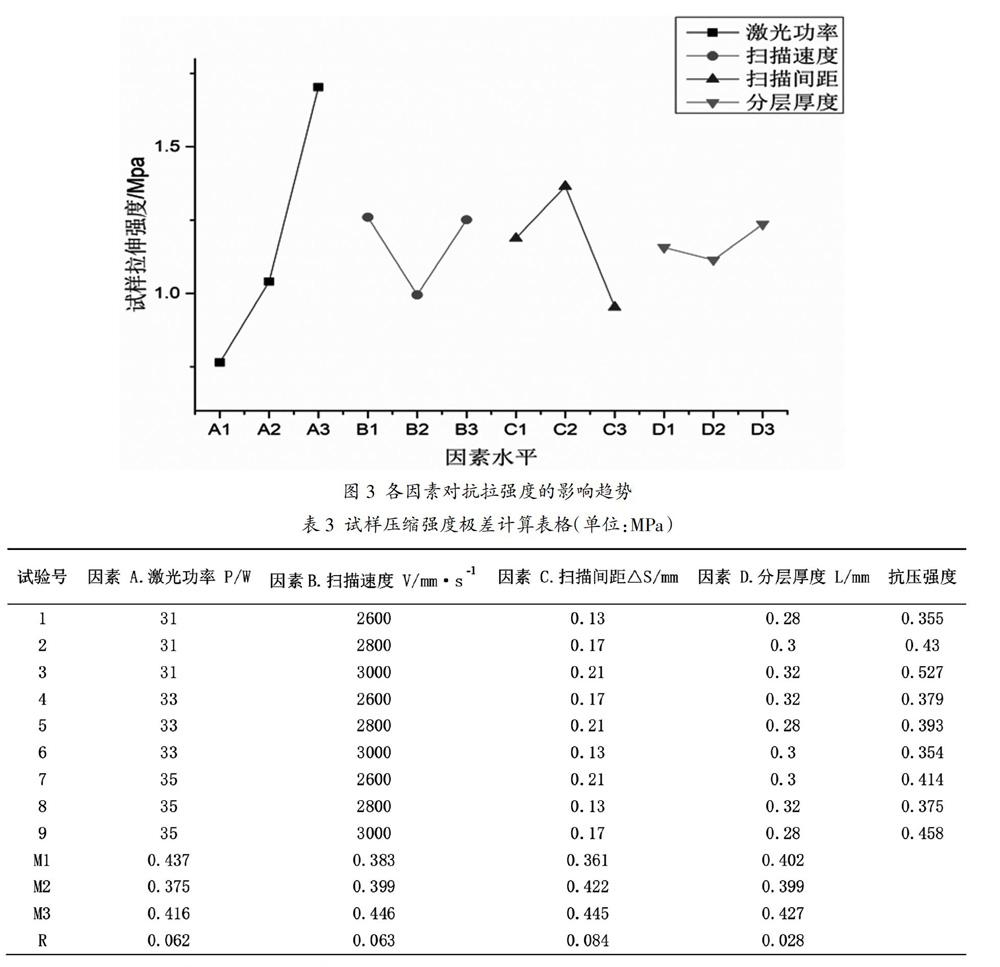
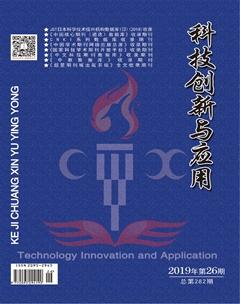
摘 要:选择性激光烧结技术(SLS)属于增材制造技术的一种,它拥有非常好的快速成型能力,文章研究选择性激光烧结工艺参数优化处理,论文采用正交实验法,系统研究了选择性激光烧结的四个工艺参数:激光功率、扫描速度、扫描间距和分层厚度对力学性能的影响。通过万能型砂强度仪测量覆膜砂烧结件的抗拉、抗压、抗弯强度,通过扫描电镜观察各组的覆膜砂微观形貌。得到最优烧结工艺为激光功率35W、扫描速度3000mm/s、扫描间距0.17mm、分层厚度0.32mm时覆膜砂烧结件力学性能最佳。其抗拉强度1.524MPa,压缩强度0.527MPa,抗弯强度0.38MPa,同时显微观察得到砂粒的固化程度较高,砂粒间连接颈密集。
关键词:选择性激光烧结技术;力学性能;工艺参数;连接颈
中图分类号:TG24 文献标志码:A 文章编号:2095-2945(2019)26-0028-05
Abstract: Selective laser sintering (SLS) is a kind of additive manufacturing technology, which has very good rapid prototyping ability, flexible use and simple operation. By the industry insiders very much attention. In this paper, the optimum treatment of selective laser sintering process parameters is studied. In this paper, orthogonal experiment method is adopted to systematically study the influence of four process parameters of selective laser sintering: laser power, scanning speed, scanning spacing and stratification thickness on mechanical properties. The tensile, compressive and flexural strength of the sintered parts of coated sand was measured by a universal sand strength meter, and the micromorphology of each group of coated sand was observed byscanning electron microscope (SEM). The mechanical properties of the sintered parts with coated sand were the best when the optimal sintering process was achieved: the laser power was 35W, the scanning speed was 3000 mm/s, the scanning interval was 0.17mm, and the stratified thickness was 0.32 mm. The tensile strength is 1.524MPa, the compression strength is 0.527MPa, and the bending strength is 0.38MPa. At the same time, the microscopic observation shows that the degree of solidification of sand grains is relatively high, and there are many connecting necks formed between sand grains.
Keywords: selective laser sintering technology; mechanical properties; process parameters; connection neck
快速成型技術的一个重要组成分支就是SLS选择性激光烧结技术(Selective Laser Sintering)。这种技术可以在较短的时间内生产出铸型(芯),大大提高生产速度和生产效率。对比其他铸造方法,SLS有许多突出优点:开发周期短、制造过程自由度高、成型件应用广泛、材料利用率高等特点。
在覆膜砂烧结机理和后处理强度方面研究深入,王祥宇探讨了真空浸渗工艺对砂型的常温抗拉强度和高温残留强度的影响;樊自田等讨论了选择性激光烧结覆膜砂固化机理和后处理对强度的影响;芦刚等研究了工艺参数对覆膜砂制件尺寸的影响。但是,对于选择性激光烧结工艺参数对覆膜砂制件初坯强度研究较少,本文分别研究选择性激光烧结参数包括激光功率、扫描速度、扫描间距和分层厚度对制件初始强度的影响,对于提高初坯强度具有重要意义。
1 材料和方法
1.1 实验材料和设备
SLS材料选购十堰长江造型有限公司生产的酚醛树脂覆膜砂,型号CFS-70,粒度140/70目,树脂含量2.1%,乌洛托品加入量为树脂重的12%。使用设备为北京易加三维科技有限公司生产的EP-C5050快速成型机。使用55W二氧化碳激光器,扫描系统为高精度扫描振镜(含动态聚焦)。扫描速度最高可达8m/s。成型尺寸为500mm*500mm*500mm,分层厚度在0.08mm-0.3mm之间。使用XQY-2智能型万能型砂强度仪进行强度测试,由无锡斯派特分析仪器有限公司制造。
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
山东工业技术(2016年23期)2016-12-23
科技创新导报(2016年20期)2016-12-14
农机使用与维修(2016年10期)2016-11-10
科技视界(2016年4期)2016-02-22
纺织导报(2015年8期)2015-12-31
光学仪器(2015年2期)2015-05-20