一种连续驱动摩擦焊机用高稳定性夹持装置的设计
2019-10-23 14:09杨明鄂
中国新技术新产品 2019年16期
杨明鄂
摘 要:该文设计了一种连续驱动摩擦焊机高稳定性夹持装置,用于解决金属棒材无法有效夹紧棒材前端导致后续摩擦焊接不稳、接口定位不准的问题。该设计夹紧块只产生横向移动,夹持棒材时不会产生移位现象,夹持定位更加稳定可靠;夹紧块高于夹紧架和“U”型框,使夹紧槽夹持住棒材上的位置更加灵活;“U”型夹紧架与夹紧块、“U”型框之间分别采用了内限位凸条和外限位凸条进行限位,夹紧块底面设置了底轴与导向槽配合,侧边设置了限位轴与凸台配合,夹持力更加稳定力。
关键词: 连续驱动摩擦焊机;高稳定性;夹持装置
中图分类号: TG75 文献标志码:A
0 引言
连续驱动摩擦焊具有效率高、焊接质量稳定、变形小、环境友好等优点。其过程是将各种金属棒材相互摩擦,依靠高速摩擦产生的热量,导致接触面及附近材料达到热塑性状态,顶锻保压待其冷却后完成焊接。鉴于棒材尺寸各不相同,因此夹具的适用范围很重要,一般采用三爪转盘夹具或者四爪转盘夹具夹持一根棒材,另一个采用辅助固定夹具夹持。目前的夹具装置虽然能实现对不同大小棒材的夹持,但是由于内夹具夹紧时会向前移动,难以实现精确定位夹紧;同时内夹具尾端被夹具套挡住,当棒材较长时,无法有效夹紧棒材前端,只能夹持住棒材尾端,导致后续焊接不稳,接口定位不准。
为了解决以上问题,设计一种连续驱动摩擦焊机用高稳定性夹持装置,要求既能实现对不同大小棒材在进行摩擦焊時夹紧,同时可实现棒材不同位置的定位夹紧,且夹持过程中不产生前后推力,保证棒材的夹持稳定性。
1 夹具总体设计方案
主要技术指标如下:待夹持棒材焊件直径为60 mm~120 mm,长度为60 mm~500 mm。针对上述技术指标及现有夹具存在的不足,设计了本专用夹具。图1为安装后的机构示意图,包括机座、旋转夹具、十字滑台和辅助夹具。旋转夹具与电机连接,固定在在机座上;辅助夹具位于旋转夹具对面,安装在十字滑台上,十字滑台也设置在机座上。工作时,首先根据棒材长度和直径的不同,用辅助夹具调整夹紧棒材,并通过十字滑台将辅助夹具调整合适位置,螺丝拧紧后固定在机座上;然后十字滑台通过带有丝杠的直流力矩电动机做轴向进给运动,旋转夹具置带动另一根棒材旋转,当2根棒材接触时,焊接就开始了。
2 辅助夹具结构
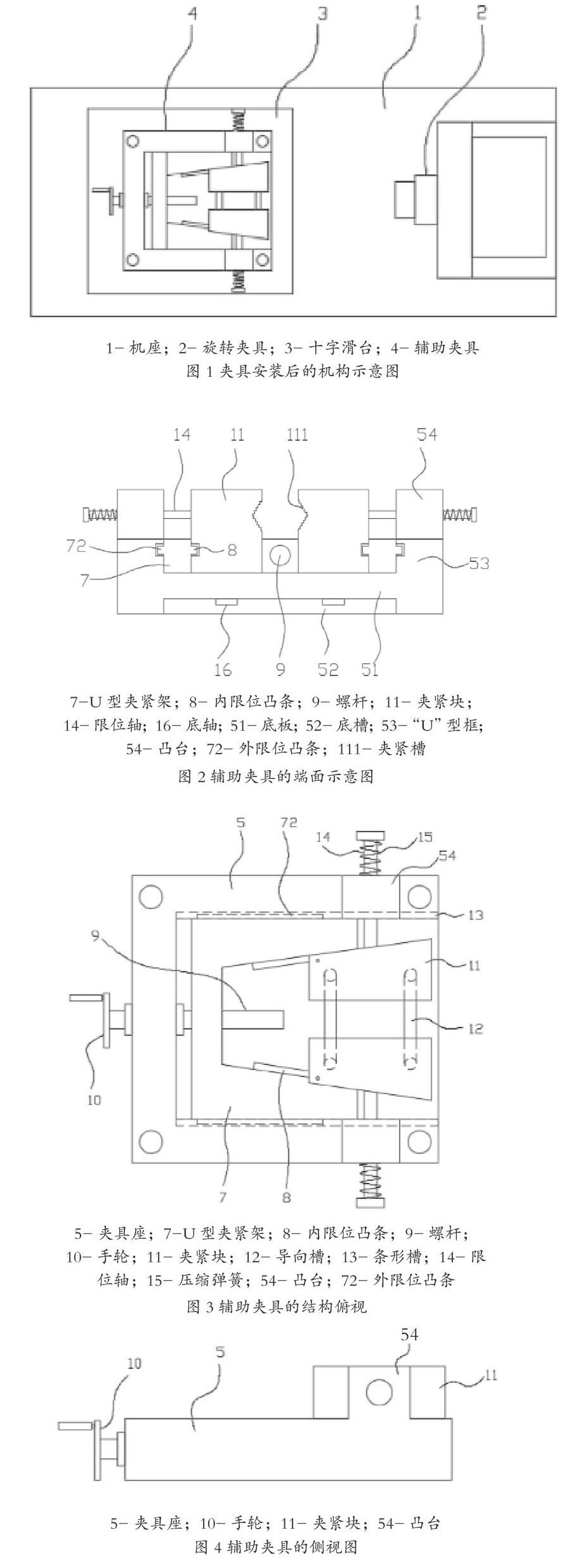
图2、图3、图4分别是辅助夹具的端面示意图、结构俯视图和侧视图。辅助夹具的主体结构为夹具座5,包括底板51及“U”型框53。“U”型框内设置有“U”型夹紧架7,夹紧架尾端连接螺杆9,螺杆穿过“U”型框后与手轮10连接,通过旋转手轮实现夹紧架左右2个方向移动。
“U”型夹紧架与夹紧块11、“U”型框之间之间分别采用了内限位凸条8和外限位凸条72,有利于提高夹紧架与夹紧块之间,“U”型框和夹紧架之间的配合稳定性。夹紧块高度高于夹紧架和“U”型框,避免焊接棒材端面被夹紧块挡住,特别是当棒材尺寸较长时,导致后续的摩擦焊接不稳,接口定位不准。
底轴16卡入底板上的导向槽12内,提高夹紧块下端的定位稳定性,底槽52用于为底轴的固定留出空间。夹紧块内侧面上端设置有“V”型夹紧槽111,槽内为齿形面,提高径向摩擦力。“U”型框两侧端面的凸台54和夹紧块外侧面上端的限位轴14,防止夹紧块产生左右和上下方向的移动;其端头设置有压缩弹簧15,当夹紧架左移时,压缩弹簧弹力释放,2个夹紧块反向移动;右移时,压缩弹簧被拉伸,同向移动。
3 具体使用方式
先调节好十字滑台的位置,使辅助夹具的中心对准旋转夹具。十字滑台是指由2组直线滑台按照X轴方向和Y轴方向组合而成的滑台,通常也称为坐标轴滑台、XY轴滑台。旋转手轮,使夹紧架向内靠近收缩,夹紧架对夹紧块背面的挤压力降低,在压缩弹簧的作用下,夹紧块主动向两侧移开,将棒材放入夹紧块之间的夹紧槽内,然后反向旋转手轮,使夹紧架朝前移动,夹紧架两内侧面的斜面对夹紧块的背面产生挤压,使夹紧块向中间移动,将棒材夹紧住。旋转夹具连接电机,将需要擦焊的一根棒材固定在旋转夹具上,另一根固定在辅助夹具上,启动电机带动旋转夹具进行旋转,同时控制十字滑台移动,使2根棒材端面相互接触发生摩擦,进而生热达到热塑性状态,顶锻保压待其冷却后,便能实现金属棒材的焊接。
4 结语
为了检验该新型夹具总体结构设计尺寸的合理性,运用UG 进行三维实体建模和虚拟装配,对不合理的尺寸和结构进行改良优化。此设计已授权国家实用新型专利,专利号为:ZL201820544283.X。该夹具夹紧块不产生竖向移动,夹持定位更加稳定可靠;夹紧块高于“U”型夹紧架和“U”型框,可以夹持住棒材上的任意位置,提高使用灵活性;“U”型夹紧架与夹紧块、“U”型框之间分别采用了内限位凸条和外限位凸条进行限位,夹紧块底面设置了底轴与导向槽配合,侧边设置了限位轴与凸台配合,夹持力更加稳定;夹紧槽内的齿形面的齿条方向沿夹紧槽的槽口方向分布,可以提高摩擦焊过程中棒材的抗扭矩力。
参考文献
[1]朱宏强,刘金合.厚板高强铝合金搅拌摩擦焊研究现状[J].热加工工艺,2011,40(3):162-165.
[2]张昌明,申言远,侯军才.中空45#钢棒材摩擦焊接工艺研究[J].材料科学与工艺,2015(6):65-70.
[3]田杰宇,许江辉,杨风源.一种用于核雕的新型专用夹具的设计[J].机床与液压,2017(10):34-35.
[4]郑爱玲.一种全自动轴加工装置.中国:201510166856.0[P], 2015-07-29.