关于16MnCr5齿轮钢的研制与开发
2019-10-21 09:50刘明洋
科技风 2019年15期
刘明洋

摘 要:通过对16MnCr5齿轮钢的成分设计、热轧工艺设计及组织性能进行深入的研究与分析,制定相应的工艺制度,尤其是纯净度和夹杂物控制,经过理化检验,产品力学性能和工艺性能完全满足标准要求。
关键词:16MnCr5;金相组织;成分控制。
1 绪论
某用户在本钢订购16MnCr5齿轮钢,有较好的淬透性和切削性能,对较大截面零件,热处理后能得到较高表面硬度和耐磨性,低温冲击韧度也较高,16MnCr5齿轮钢经渗碳淬火后使用,该用户将16MnCr5用于摩托车的牙盘链轮。[1]目前本钢暂无此牌号,研发此钢种,可完善本钢的产品结构,为本钢带来一定的经济效益。
2 工艺流程
工艺流程为:铁水预处理→转炉冶炼→炉外精炼→连铸→加热→轧制→控制冷却→卷取→机能检验→包装缴库→发货;根据双方技术协议要求及合金特性设计成分及热轧工艺参数。
2.1 成分设计
根据供货技术协议要求,结合各元素在钢中作用及影响,制定以下成分要求,见表1。注意事项:精炼钢水必须经过Ca处理,挡渣出炉,严格控制液面波动在±3mm内,不得与其他钢种混浇,连铸坯下线检查清理。
2.2 热轧工艺设计
在炉时间≥120分钟,考虑到该钢种含Mn、Cr较高,强度高,为保证板型良好,设定卷取温度610摄氏度,冷却模式选为间断冷却;热轧工艺参数设定见表2。
3 成品检测
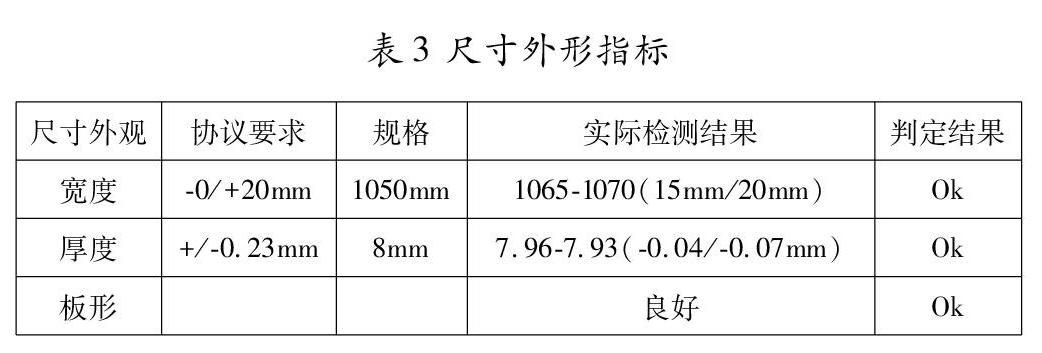
3.1 尺寸外形
实验一炉,成品规格为8.0*1050mm,经实际检测,参数均满足协议要求。
3.2 力学性能
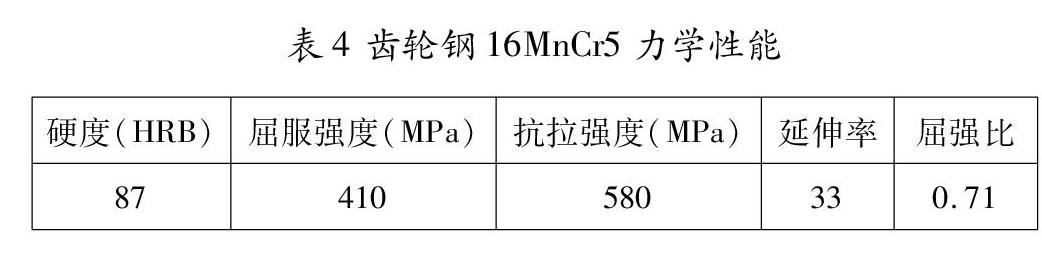
在钢卷尾部6米处取样进行力学性能检测,16MnCr5齿轮钢的力学性能如表4所示。
3.3 金相组织
在任意一卷的板面中间部位选一块试样进行微观形貌观察,见下图,发现16MnCr5基体组织为带状铁素体+珠光体,晶粒度平均为8级,满足技术标准要求。
齿轮钢16MnCr5的金相组织图(a.100倍 b.500倍)
4 结论
(1)本钢成功研制开发的齿轮用钢16MnCr5。
(2)齒轮用钢16MnCr5的组织为铁素体和珠光体,力学性能完全达到质量技术标准,满足用于生产髙性能齿轮的质量要求。
参考文献:
[1]袁建平,姚正军.国产汽车用齿轮钢的研究应用与展望[J].现代冶金,2009.12.`
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
少儿科学周刊·儿童版(2020年9期)2020-11-25
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
疯狂英语·读写版(2019年5期)2019-09-10
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28