浅析磁粉探伤机工作原理及修理方法
2019-10-21 06:24马栋
汽车世界·车辆工程技术(下) 2019年6期
马栋
摘 要:无损探伤在制造业的重要性越来越高,影响到从安全生产到降低停机时间等方方面面,本文针对磁粉探伤设备,结合多年的现场经验以及理论知识,通过将探伤的工作机理与探伤机的实现相结合,打通两个专业的隔阂,得出一套科学适用的修理方案。
关键词:探伤;维修;磁化
结合多年铁路货车行业的发展历程,可以看到通过材质的选择以及实施全过程控制,在运用中已经极大消灭了车轴、车轮等关键部件的冷切事故的发生。这其中重要一环就是对裂纹进行无损检测,而检测的方式有很多种,除最常见的磁粉探伤外,还有超声探伤,射线探伤,涡流探伤等。本文则主要介绍其中磁粉探伤相关的设备工作原理与修理方法,因为它可以对工件进行整体探伤,相比于手持式探伤仪等具有更高的效率,更适合大批量工件的检测,且经过实践的验证能够有效达到裂纹检测的目的。
1 磁粉探伤机基本原理介绍
磁粉探伤机目前主要技术和结构已经相对稳定成熟,并以湿式为主,有荧光和白光两种观察方式。
(1)磁化的原理。磁粉探伤机通过给线圈加以中等强度的电流,形成较高强度的磁场,让磁场来影响被检测工件以及工件上所附着的细小磁粉颗粒排布,来对以铁为基础材料的工件进行表面裂纹检测。因为工件本体的材料与工件外部的空气,有不同的磁导率,若工件表面一定深度范围内存有裂纹、缺陷,则该处就会因磁导率的差异而导致磁力线不均匀,从而产生一个突变性磁压差,产生一个微小的S-N磁极对。将具有一定浓度的磁悬液喷洒于工件表面后,磁粉颗粒就会在缺陷处被磁极对吸附而形成磁痕(裂纹),明显区别于其它处的均匀附着,从而可用肉眼直接观察到缺陷所在。工件与磁场的连接方法也有通电法、中心导体法、支杆法、线圈或电缆缠绕法、磁轭法、感应电流法等方式。
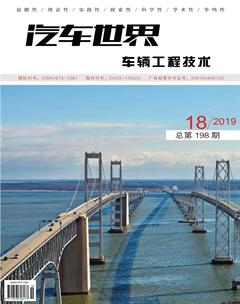
(2)磁场的形成。磁场是电流通过线圈产生的,其方向、大小都受到电流的变化影响。根据建立在工件上的磁场不同,又可以分为轴向磁化、纵向磁化、以及复合的多向磁化。折到实际中裂纹显示方向、磁场方向、电流方向三者的关系可以见图1,在实际中是很容易将其混淆或者误判的。
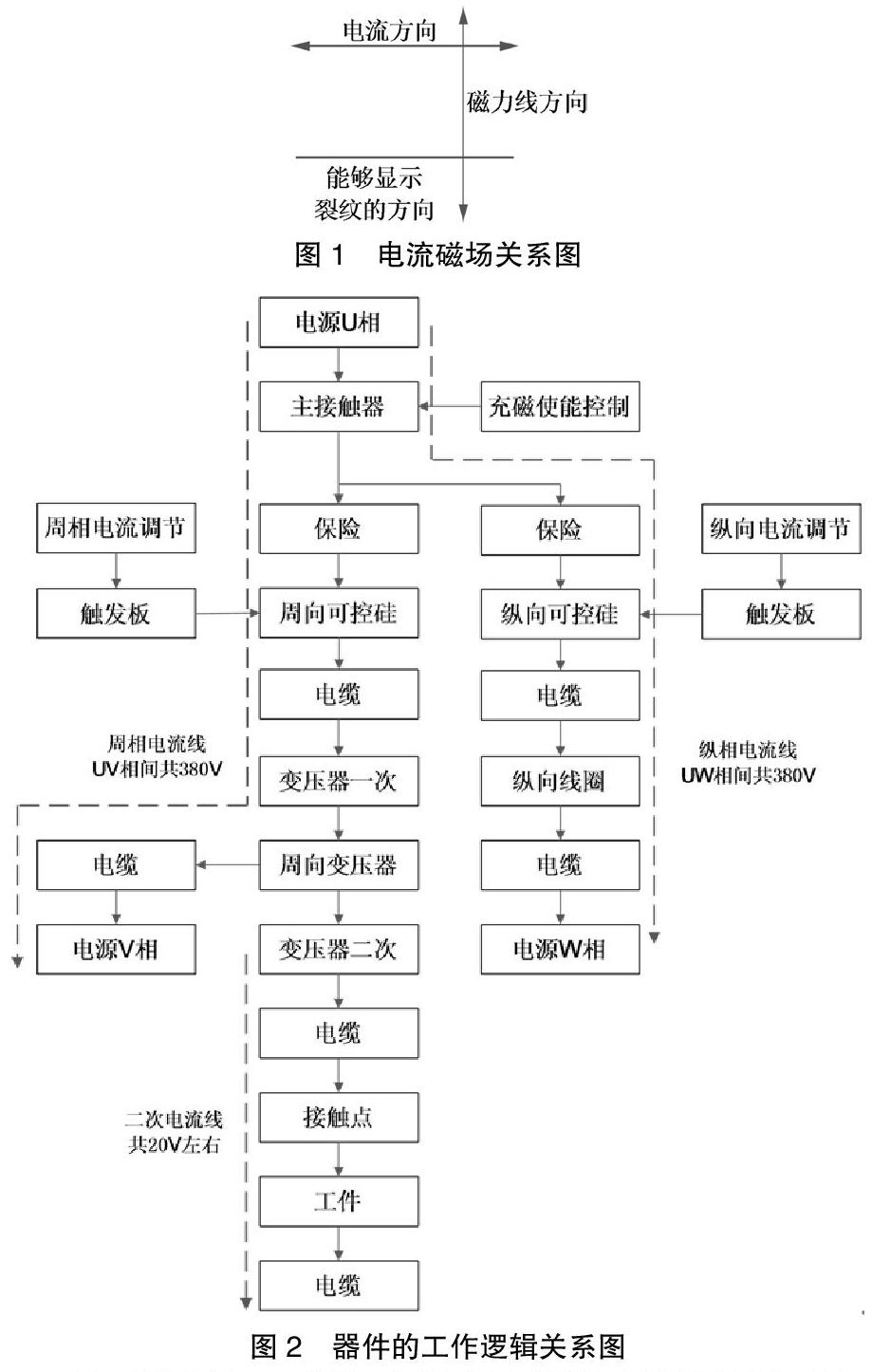
(3)探伤机磁化的工作逻辑。因为探伤机本身除有磁化线圈、功率模块、触发模块外,还有本身的动作机构、控制系统、喷淋系统等,相互协同完成工作,系统的复杂会干扰对故障的判断。这里采用一种通用探伤机,将其内部主要的器件与电流建立起联系,可以清晰指示电流的流动方向,相互器件间的上下游关系,方便读者在判断问题时使用。不同的设备可能略有区别,但是逻辑原理是相通的,可以根据情况做调整。
2 维护管理
磁粉探伤机除可以参考通用设备的管理方式外,也有自己的特点,这主要因为其对可靠性和稳定性的要求相对要高,所以需要特殊照管。
(1)基础工作。明确维护保养的具体标准,编制操作规程,并且做好日常的状态识别,每日开工时进行一定的测试检查;另外为了工作的可靠,要与其它强磁场或动力电缆保持一定距离,地基要可靠稳固,并放置在相对较好的环境里,保持温湿度稳定避免阳光直射。如果可以,要安排相对稳定的人员来操作,熟悉设备的情况,并且经常学习交流探伤技能。
(2)检修力量支持。在基础之外需要专业的维修力量作为支持,既要有一定经验的维修人员做保障,还要有必要的图纸、手册等资料,及兆欧表、万用表等工具。因为观察“裂纹”是通过电流间接实现的,环节较多不够直观,就需要人定期对主变压器、磁化线圈进行绝缘测试,对电压、电流的稳定性进行观测,发现异常及时处理。此外因为磁悬液的使用导致局部湿度增高,甚至会有溅落到线圈处的情况,还需要专业人员来进行干燥等辅助工作。
3 主要修理方案
对于修理来说,最根本的主要是两方面,一是熟悉设备本身的结构和特性,二是要了解磁粉探伤的技术原理,这一点往往是难倒维修人员的关键,所以此文才从原理分析开始,从对裂纹的观察反推出器件的工作逻辑关系,提供跨两个专业的判断依据。这里根据对故障的统计和处理经验,总结了三条主要的判断检修方法,在应用中也可以与其它方法相结合来进行修理。
(1)先搞清楚问题。这一点非常重要,比探伤机本身的技术问题更为重要,修理时不要到现场第一时間就开始修,而是要从操作人员那里了解一手信息,何时发生,什么现象,作业有无变化等;再其次要进行观察和判断,检查异响和气味,检测绝缘电阻等;最后要建立自己的分析思路,一步一步来做,而不要盲目地到处下手,否则会更难以判断。经验来说,磁化电流不足和磁痕显示不佳,这两种问题占总故障率的50%以上,变压器和电缆的绝缘不佳及烧损占20%左右,其它非磁化直接相关的问题约占30%。
(2)流程分析法。根据之前了解的异常及测得的数据,通过图2的逻辑关系图就可以进行逻辑判断,因果分析,既可以从异常点下手,也可以根据现象沿着流程线反向查找。例如周向裂纹没有显示,可以根据图1反向查找对应的周向电流方向,再根据图2查找周向电流的流动过程,逐项判断直到找出中断的环节。同样判断磁化电流很小的问题,可以结合图2的电流虚线来看,测量各个环节上的压降,因为二次测总电势很低,其回路的阻值必须在毫欧级别才能实现上千安培的磁化电流,任何部位的阻值增大就会造成电流的急剧下降。
(3)替换法。有些问题可能仅仅通过以上的测量和逻辑判断来处理会比较繁琐,那么也可以根据经验,挑选概率比较高的部位,用相同的回路或器件相互替换比对,根据故障的转移情况做出更快速的诊断。比如电流一直很大不可调节,那就有功率模块击穿、触发模块损坏、短路等多种可能,在确保安全的前提下,可以分别替换这些模块,一旦现象出现变化就可以迅速确定问题点。另外实际中还有过试片圆环缺边的故障,之前的各种方法都不能有效解决,最终替换了电源相序,从UV/VW调整为WU/UV才恢复正常,而事后发现其所有器件均是完好的。
没有一种方案是可以处理所有故障的,核心还是要通过熟悉工作原理,掌握不同部件的工作逻辑关系,再辅以经验综合分析,才能够最终解决。
参考文献:
[1]宋润泽.电磁探伤[M].中国铁道出版社,1964年6月.
[2]中国铁路总公司.铁路货车轮轴组装检修及管理规则[M].中国铁道出版社,2016年9月第一版.
猜你喜欢
新农业(2018年3期)2018-07-08
新农业(2018年3期)2018-07-08
读与写·上旬刊(2018年4期)2018-06-01
科技创新导报(2016年26期)2017-03-13
农机使用与维修(2016年10期)2016-11-10
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
新课程·上旬(2016年5期)2016-07-06
科技视界(2015年25期)2015-09-01