
一体多用的阀体治具的研讨
2019-10-21 08:55:24李昌达
中国金属通报 2019年9期
李昌达
(江苏省相城中等专业学校,江苏 苏州 215131)
数控机床作为一种先进的高精度加工装备,随着科技的不断进步,在现代加工中已经普及,已经在实际生产中被大量应用。如何经济高效地使用这种自动化更好地发挥效益,是许多操作者与工程技术人员关键性的工作之一。现代加工件的种类品种繁多复杂,基本上多需要制作治具来进行装夹。所以治具设计的好坏很大程度上决定了加工效率的高低和产品质量是否合格。对于一个零件可以有多种装夹的方法。无论采用那种方法,首先就要对零件图进行分析,看图纸的尺寸要求及工艺要求。确定合理的加工方案和走刀路线,其次确定编程思路。本文主要讲解工艺加工方案中的治具的制作,在实际生产中有许多零件没有治具的辅助是没办法装夹加工的。本文主要针对性的讲解一种小批量产品在实际生产中治具设计、产品的装夹加工[1,2]。
1 零件图分析确定加工工艺
本例所加工的零件是不同型号的阀体。图纸如图1所示对精度和同轴要求不是很高。零件要加工的地方比较多需要回转及掉头加工。零件的毛坯是锻件,首先普车开粗然后数控车加工出外形与内孔,最后加工中心加工出回转体上的型腔和端面的螺丝孔。我们加工零件的基本原则是先基准后其它、先面后孔、先主后次、先粗后精。根据原则我们确定加工工艺的顺序是,先以一头端面作为基准面加工出圆周上的轮廓和孔,然后再以内孔为基准加工出端面孔的位置。为了降低成本,提高效率和质量。通过图纸灵活设计做了些简单实用治具。产品图如图1所示。

图1 产品零件加工工艺
2 治具的制作及工件的装夹
通过仔细观察及分析,车床上加工比较简单,主要是加工中心作业量比较大,还要考虑工件的装夹。可以看出在加工中主要回转180°对称加工及40°上有个螺丝孔。这样就要考虑到治具的设计及制造。具体治具设计及装夹如下,每次装夹加工的面及加工后的形状。注意装夹得顺序及夹紧力。
第一步阀体拆下的内部夹具结构 第二步阀体装好的样子。

图2 阀体内部夹具结构

图3 阀体安装完整
第三步四轴回零作为第一面加工面(①靠四轴分度功能转180度加工另一面。②在此基础上再转45度加工出螺丝孔。

图4 四轴加工第一面

图5 45度加工螺丝孔面
第四步所加工出的成品与夹具。
3 结语
只有合理的制作及灵活应用各种机构。才可以大大提高零件的加工效率和加工精度。治具的制作千差万别,大家可在具体的工作中根据产品的具体要求具体制作,选择适当的方法这点很重要。本例的产品数量较少为了节约成本做的治具比较传统。其实只要掌握方法只要是同类产品治具的制作都是差不多。巧妙的地方是夹具体通用。希望通过本例可以给企业的制造工程师和一线的操作人员带来一点启发。
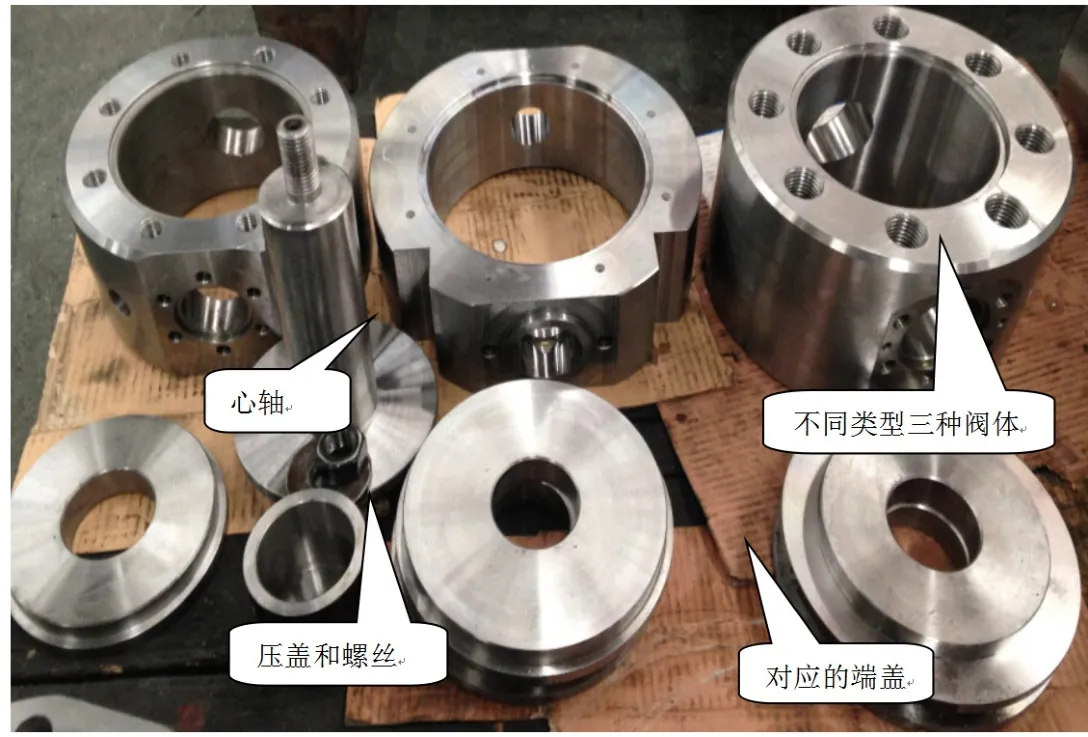
图6 加工后的成品与夹具
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
幼儿画刊(2022年6期)2022-06-06 06:55:48
当代陕西(2022年6期)2022-04-19 12:12:26
化肥设计(2019年3期)2019-07-02 07:59:54
制造技术与机床(2018年12期)2018-12-23 02:40:56
汽车与驾驶维修(维修版)(2018年9期)2018-11-15 06:20:54
特别健康(2018年4期)2018-07-03 00:38:18
汽车与驾驶维修(维修版)(2017年12期)2018-01-15 01:43:39
汽车与驾驶维修(维修版)(2017年6期)2017-09-03 08:50:58
制造技术与机床(2017年4期)2017-06-22 11:18:31
