基于PLC的全数字交流伺服位置控制
2019-10-19 15:26蔡广飞
科技创新导报 2019年12期
关键词:数字化
蔡广飞
摘 要:科技水平的不断提高,智能制造业的不断发展,运动控制系统也有了长足的进步。过去的运动控制系统结构非常封闭、对于控制软件的要求极高、很多软件都不能控制、还要很多都不能使用网络功能,已经无法应对当下的要求了。而现代的运动控制系统是将计算机、传感、电力等技术完美融合的产物,具有过去系统不具有的网络功能,智能化程度更高,对于机械的传动传递的更及時,进而取得良好的控制效果。
关键词:PLC系统 数字化 交流伺服 位置控制
中图分类号:TP273 文献标识码:A 文章编号:1674-098X(2019)04(c)-0011-02
由于我国的经济处于中高速增长中,科学技术不断提高,现代机电一体化设备自动化生产线数字化、网络化、智能化水平逐步提高,促进了工作的质量提升,生产效率也有一定的提升。现代机电一体化技术在自动控制、机械、信息处理等方面都有所涉及,包含的种类非常多。现阶段,通用运动控制技术已经变成一种非常成熟的技术,集结了新型传感器、电力电子、计算机等多种技术,将多种技术的优点能够完美发挥。伺服机械传动是伺服系统的一个重要部分,已经成为现阶段很多领域中使用的重要部位。
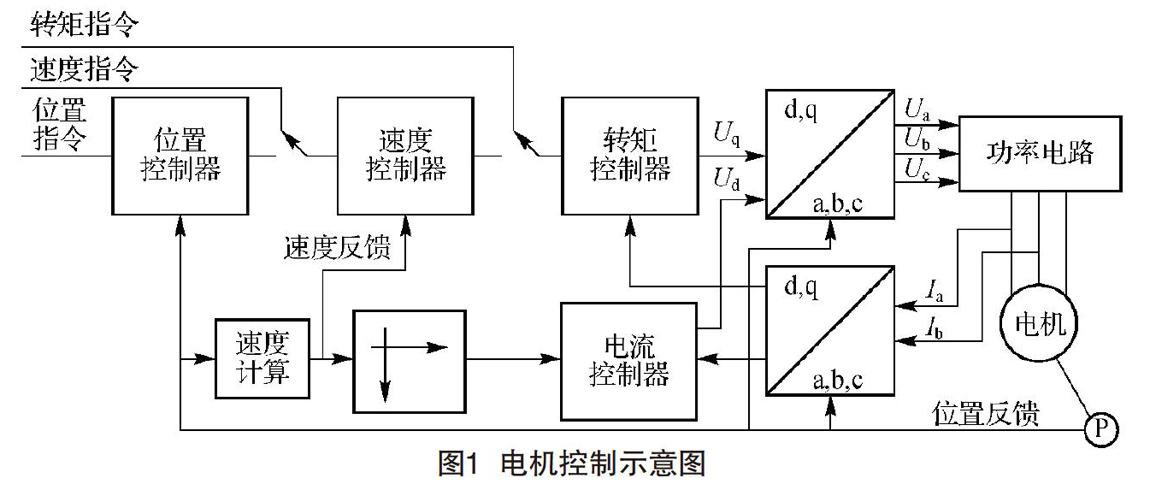
1 伺服电机控制模式
转矩控制方法是通过外部模拟输入或直接地址分配来设置电机轴的输出转矩。通过实时改变模拟量的设置,或通过通信改变相应地址的值可以改变转矩。
通常,位置控制模式通过外部输入脉冲的频率确定旋转速度,并通过脉冲数确定旋转角度。一些伺服系统可以通过通信直接分配速度和位移。这种方法非常的好,可以特别准确的将速度确定,对于位置的确定也非常的可靠,所以在现阶段中,一般都会成为常用的方式去确定速度和位置。
速度可以通过模拟输入或脉冲频率控制。当控制器的外部回路PID控制能够使用的时候,也可以发挥出其定位模式,对于速度能够准确的调控,将速度准确的知道。但是,这种模式对于电动机的要求就高了,需要电动机把有关数据进行上传,才能做好定位工作。但是不得不说的是,这种方式的准确性非常好,使用范围非常的高,在很大范围内都可以达到控制的目标,进而发挥出应有的作用。此时,电机轴编码器仅检测电机速度,并且位置信号由检测装置在直接最终负载下提供。这种方法的优点是减少了中间驱动过程中的误差,提高了整个系统的定位精度。
PLC除负责切换输入信号处理和信号控制外,还负责触摸屏,定位模块的相互通信,定位和插补控制。定位模块接收触摸屏发送的定位参数和PLC发出的调用程序命令,然后向交流伺服驱动系统发送脉冲信号。触摸屏用作人机界面,用于选择工作模式,设置参数,显示信息和诊断故障。交流伺服驱动系统是由伺服驱动器,交流伺服电机和光电编码器组成的半闭环伺服系统。伺服电机通过联轴器直接连接到滚珠丝杠上,使得旋转的角度位移可以变成直线。这种转换方式使读取变得很容易,使得其工作起来变得容易和方便。
2 设计结构
滚珠丝杠螺母对是一种新型传动装置,可以转换直线运动和旋转运动,一个圆形管,在螺母上有一个球,连接多个螺旋滚道的末端,形成一个封闭的螺旋滚道。球在跑道中充满。当螺杆旋转时,球在滚道中旋转并沿滚道旋转,从而螺母轴移动。
滚珠丝杠的主要载荷是轴向载荷,径向载荷是水平螺钉的自重。因此,螺杆的轴向精度和轴向刚度要求较高,支撑两端的结构为:一端为轴向固定端的资源支撑结构,通常用于短引线螺杆和垂直进给螺杆; 一端是固定的,另一端是浮动的,通常用于较长的卧式安装丝杠。两端安装螺丝:它通常用于长螺钉或高速,高精度,高刚度螺钉。
定位模块用于控制运动部件的位置和速度。它可以指定多个目标位置,并根据某些规则控制它们在多个目标位置之间的移动。这些定律被定义为启动速度,加速度,运行速度,减速度和终止速度。根据坐标,有单轴,双轴和多轴。双轴和多轴控制可以分别同步。定位模块接收PLC指令或触摸屏发送的数据,并将脉冲信号输出到伺服驱动器。一方面,它连接到PLC。另一方面,它输出脉冲并通过I / O连接器接收少量开关信号。通过这种方式,PLC可以接受相关的控制命令,在自己的存储器中共存,也可以接受输入信号的数量,如限制信号,处理自己的CPU,并根据这些处理结果控制脉冲发生器输出脉冲。同时,在PLC输入输出刷新时,及时从PLC接收新信息,也给PLC反馈一些信息。
定位模块的工作可以概括为数据准备,数据传输和启动命令。定位模块可以通过设置与操作规范和控制规范一致的参数来满足各种要求。其每个参数都分配给一个特殊的数据寄存器。在运行时,您可以使用定位器更改特殊数据寄存器中的数据。当电源变为0N时,特殊数据寄存器将通过参数存储器中的数据进行初始化。
3 举例说明
本文以普通立式车床为例说明其改造。由于电气元件严重老化,框架变速箱的精度大大降低。经过反复研究和比较,决定拆卸齿轮箱的左右刀架,并采用4套YASKAWA Σ-V系列伺服驱动器1:7减速器,让快速移动的刀具完全满足低速性能要求。Σ-V伺服驱动器由电机驱动,具有全数字参数调节功能。它简单方便,提高了系统的相应速度,在最短的时间内最大限度地提高了机械性能,有利于提高生产效率。它具有命令过滤和反馈增益自动调整功能,可以进行最佳调整。通过摩擦补偿功能,可以自动调平摩擦的不均匀性。拖动工作台的55kW直流电机,采用6RA70直流调速控制,可靠性高,使用FX2N系列PLC完成机床的逻辑控制,改造电控柜并更换所有部件。更新机器控制台和悬架系统,重新设计操作面板以便于操作。其他横梁、润滑、液压和夹紧控制均由PLC完成逻辑控制。这样的控制方式更好。
4 结语
随着我国科技的进步,社会不断的发展,PLC的全数字交流伺服位置控制系统技术越来越成熟,在多种领域都具有很广泛的应用,使用的途径也越来越广,如今的科技越来越先进,想要在这个时代里能够发挥出科技应用的作用,就必须专心研究,才能更好地为人类服务。对于被控制的东西也能够变得更加得心应手,但是,这就对相关的工作要求变得更高。
参考文献
[1] 武忠.基于PLC的煤矿局部通风机集中控制平台[J].机械工程与自动化,2019(2):172-173.
[2] 刘欢.基于PLC的带式输送机节能控制系统研究[J].能源与环保,2019(3):154-156.
[3] 陈柏山.基于PLC的控压钻井回压补偿自动控制系统的优化[J].新疆石油天然气,2019(1):16-18,2.
[4] 陈瑞.基于太阳能及PLC的农业大棚智能控制系统[J].湖北农机化,2019(5):17.
[5] 李德英,任婕灵.基于PLC和MCGS的步进电动机监控系统设计[J].自动化与仪表,2019(3):51-54.
[6] 牛姣峰.基于PLC和伺服电机的输送站控制系统设计[J].机电信息,2019(8):8-10.
[7] 尤向阳.采摘机械手伺服控制系统电气自动化设计——基于PLC控制器[J].农机化研究,2019,41(12):220-223,228.
[8] 王治学.基于PLC的程序扫描顺序探究[J].价值工程,2019,38(7):160-162.
[9] 杨桂府,杨扬.基于PLC的塑料挤出机温度控制系统设计[J]. 塑料科技,2019,47(3):88-90.
[10]张还.基于PLC和智能温控表的塑料挤出机温度控制系统设计[J].工程塑料应用,2010,38(1):76-79.
猜你喜欢
交通建设与管理(2022年1期)2022-04-09
纺织科学研究(2021年6期)2021-07-15
英语文摘(2019年9期)2019-11-26
福建基础教育研究(2019年1期)2019-09-10
福建基础教育研究(2019年1期)2019-05-28
电镀与环保(2017年4期)2017-09-26
中国卫生(2016年2期)2016-11-12
辽宁省博物馆馆刊(2016年0期)2016-05-17
电测与仪表(2014年21期)2014-04-04
机电产品开发与创新(2014年6期)2014-03-11