
超声波-酶法提取油茶多酚的工艺研究
2019-10-19 02:10高群张智杨可心魏罡吕歌杨柳
中国林副特产 2019年5期
高群,张智,杨可心,魏罡,吕歌,杨柳
(东北林业大学,哈尔滨150040)
油茶是山茶科山茶属的多年生木本油料作物,与橄榄、油棕和椰子并称为世界四大木本食用油料树种,是我国最重要的食用油料树种之一[1]。油茶粕年平均产量约为63.98万t,除了部分用作饲料以外,其余都当做废弃物处理,造成了资源的极大浪费。实际上,油茶粕具有很高的应用价值,能广泛应用于食品、饲料、农药等领域[2],多酚是油茶中最重要且分布最广泛的次生代谢产物之一,具有天然的抑菌、抗氧化、抗肿瘤、降血糖等功能[3]。
采用超声波提取法和酶提取法从植物中提取多酚的研究国内外已有较多报道[4-10],也有采用超声波辅助酶法从红松树皮、花生壳、柚叶等材料中提取多酚[11-13],但以超声波辅助复合酶酶法提取油茶多酚的研究鲜见报道。
本研究采用超声波辅助复合酶酶法提取油茶多酚,在单因素试验的基础上,以多酚得率为评价指标,利用响应面法进行优化,为油茶多酚类化合物的研究及开发利用提供理论基础。
1 材料与方法
1.1 材料与试剂
油茶粕,重庆秀山提供;没食子酸,天津市科密欧化学试剂开发中心;纤维素酶(1.4×106U/g)和果胶酶(1.0×105U/g),北京博奥拓达科技有限公司。
1.2 设备
TD5001C型电子天平,天津天马衡基仪器有限公司;KQ-300DE型数控超声波清洗器,昆山市超声仪器有限公司;DL-6M型离心机,湖南星科科学仪器有限公司。
1.3 方法
1.3.1 原料预处理。将油茶粕粉碎成粉末,过80目筛,置于干燥箱备用。
1.3.2 没食子酸标准曲线的绘制。配制浓度为1000 μg/mL的没食子酸标准溶液,分别移取1.0、2.0、3.0、4.0、5.0 mL于100 mL容量瓶中,定容至刻度,摇匀,浓度分别为10、20、30、40、50 μg/mL。分别移取不同浓度的没食子酸溶液各1 mL于试管内,加入5.0 mL 10%的福林酚试剂,摇匀,反应3~8 min,然后加入4.0 mL 7.5%的碳酸钠溶液,摇匀,室温避光放置60 min,在765 nm波长条件下测定吸光度,制作标准曲线。
1.3.3 油茶粕中多酚含量的测定。吸取1 mL多酚提取液,加入5.0 mL 10%的福林酚试剂,摇匀,反应3~8 min,然后加入4.0 mL 7.5%的碳酸钠溶液,摇匀,室温避光放置60 min,在765 nm波长条件下测定吸光值,按下式计算样品中的多酚得率。
A=(C×V×N)/M
式中,A为多酚得率(mg/g);C为没食子酸浓度(μg/mL);V为提取液体积(mL);N为稀释倍数;M为样品质量(g)。
1.3.4 油茶多酚的提取工艺流程
油茶粕→加入酶进行酶解处理→灭酶→超声波乙醇溶液萃取→离心→取上清液→浓缩→冷冻干燥→成品
1.3.5 单因素试验。称取1.0 g油茶粕放入三角瓶中,分别考察复合酶(纤维素酶和果胶酶)的比例(1∶1、1∶2、2∶1、1∶3、3∶1)、料液比(1∶10、1∶15、1∶20、1∶25、1∶30)、乙醇浓度(40%、45%、50%、55%、60%、65%)、温度(40、45、50、55、60 ℃)、时间(0.5、1、1.5、2、2.5 h)对多酚得率的影响。
1.3.6 响应面法优化提取工艺
试验采用三因素三水平的响应面分析法进行优化设计,水平因素安排见表1。
表1 响应面分析因素和水平
2 结果与分析
2.1 没食子酸标准曲线
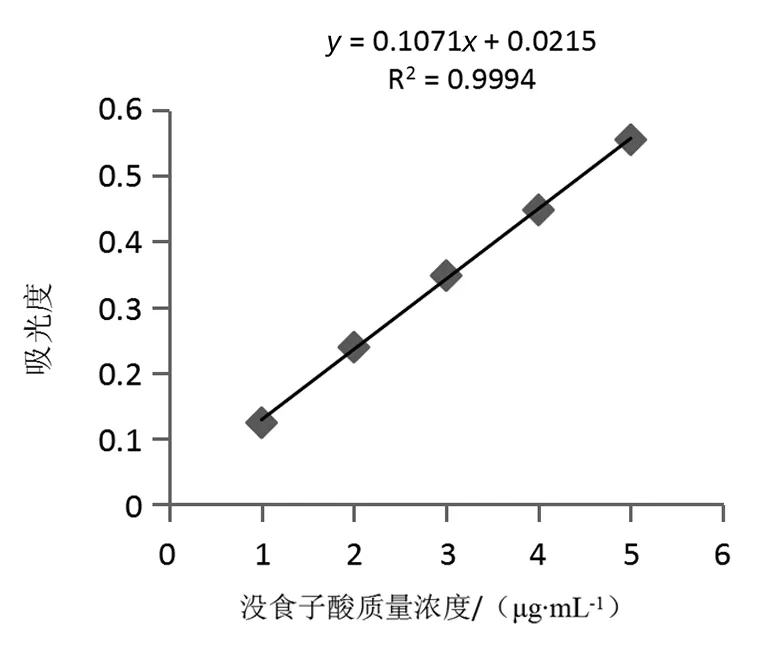
图1 没食子酸标准曲线
如图1所示,回归方程为Y=0.1071X+0.0215,相关系数R2=0.9994,没食子酸质量浓度在1~5 μg/mL范围内线性关系良好。
2.2 提取工艺的单因素试验结果
2.2.1 不同酶比例的试验
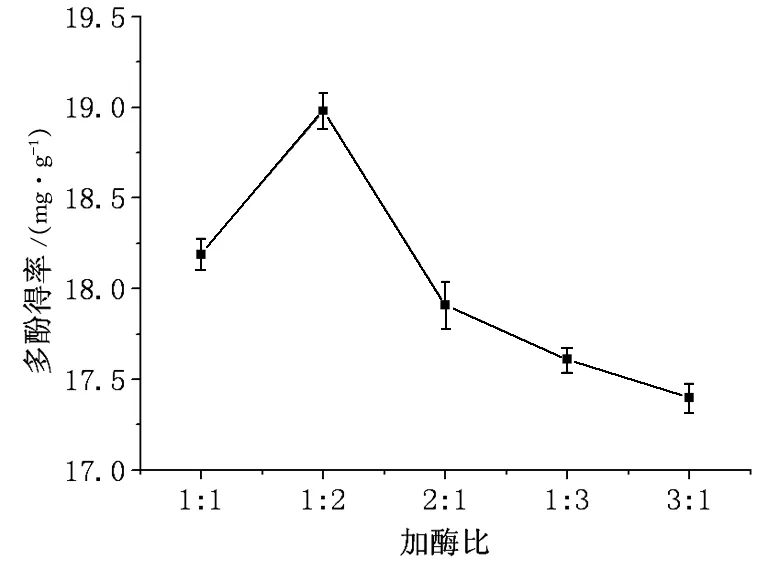
图2 加酶比对多酚得率的影响
由图2可知,在纤维素酶和果胶酶的添加比例为1∶2时,多酚得率达到最大值(18.98 mg/g),之后呈下降趋势。综合考虑,选择加酶比1∶1、1∶2、2∶1作响应面分析。
2.2.2 不同料液比的试验
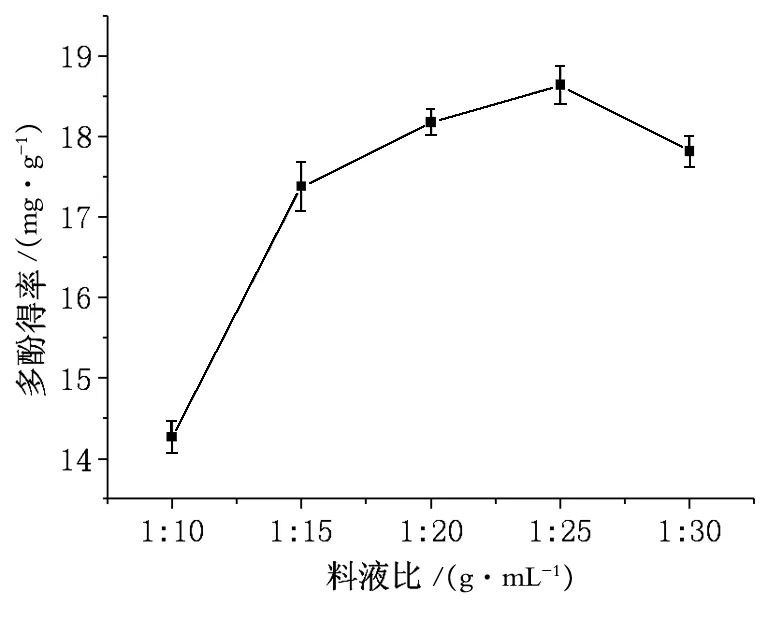
图3 料液比对多酚得率的影响
由图3可知,在料液比为1∶25(g/mL)时,多酚得率达到最大值(18.64 mg/g),之后呈下降趋势。综合考虑,选择料液比1∶20、1∶25、1∶30(g/mL)作响应面分析。
2.2.3 不同乙醇浓度的试验
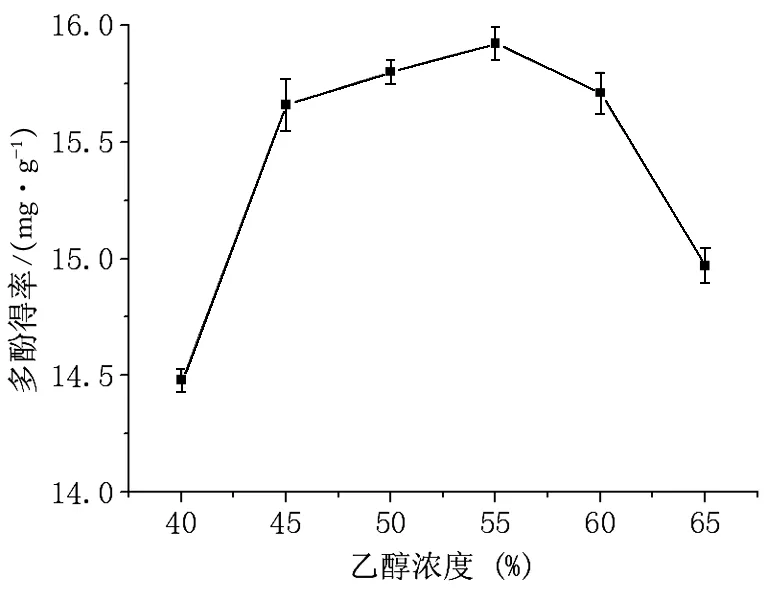
图4 乙醇浓度对多酚得率的影响
由图4可知,当乙醇浓度在40%~55%时,多酚得率随着乙醇浓度的增大呈上升趋势,并在55%时,多酚得率达到最大值(15.92 mg/g),之后,多酚得率逐渐下降。综合考虑,选择乙醇浓度55%较为合适。
2.2.4 不同温度的试验
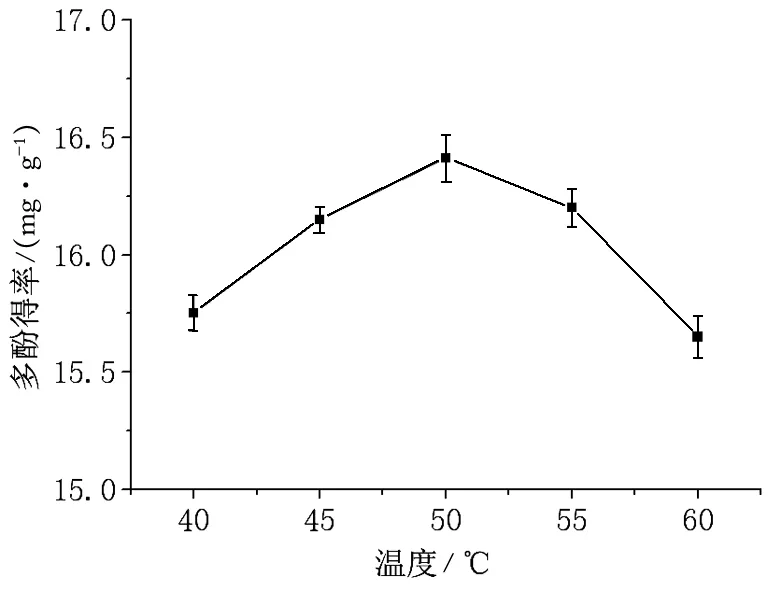
图5 温度对多酚得率的影响
由图5可知,当温度在40~50 ℃时,随着温度的升高,多酚得率呈上升趋势,并在50 ℃时,多酚得率达到最大值(16.41 mg/g),之后,随着温度的升高,多酚得率逐渐减小。综合考虑,选择温度50 ℃较为合适。
2.2.5 不同提取时间的试验
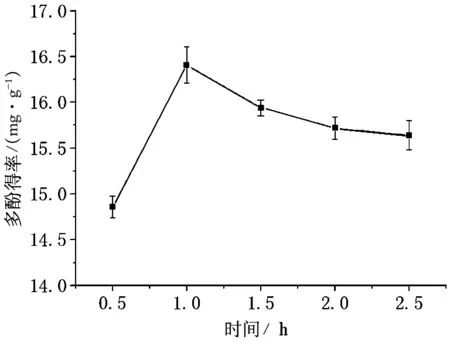
图6 时间对多酚得率的影响
由图6可知,当时间在0.5~1.0 h时,随着时间的延长,多酚得率呈上升趋势,并在1.0 h时,多酚得率达到最大值(16.41 mg/g),之后,随着时间的延长,多酚得率逐渐减小。综合考虑,选择时间0.5、1.0、1.5 h作响应面分析。
2.3 响应面试验设计及结果
以单因素试验结果为基础,选取对多酚得率影响较大的因素,加酶比、时间、料液比3个因素作为自变量,以多酚得率为响应值设计响应面试验,运用 Design-Expert 软件,根据Box-Benhnken中心组合试验设计原理,设计如下17组试验,结果见表2所示。
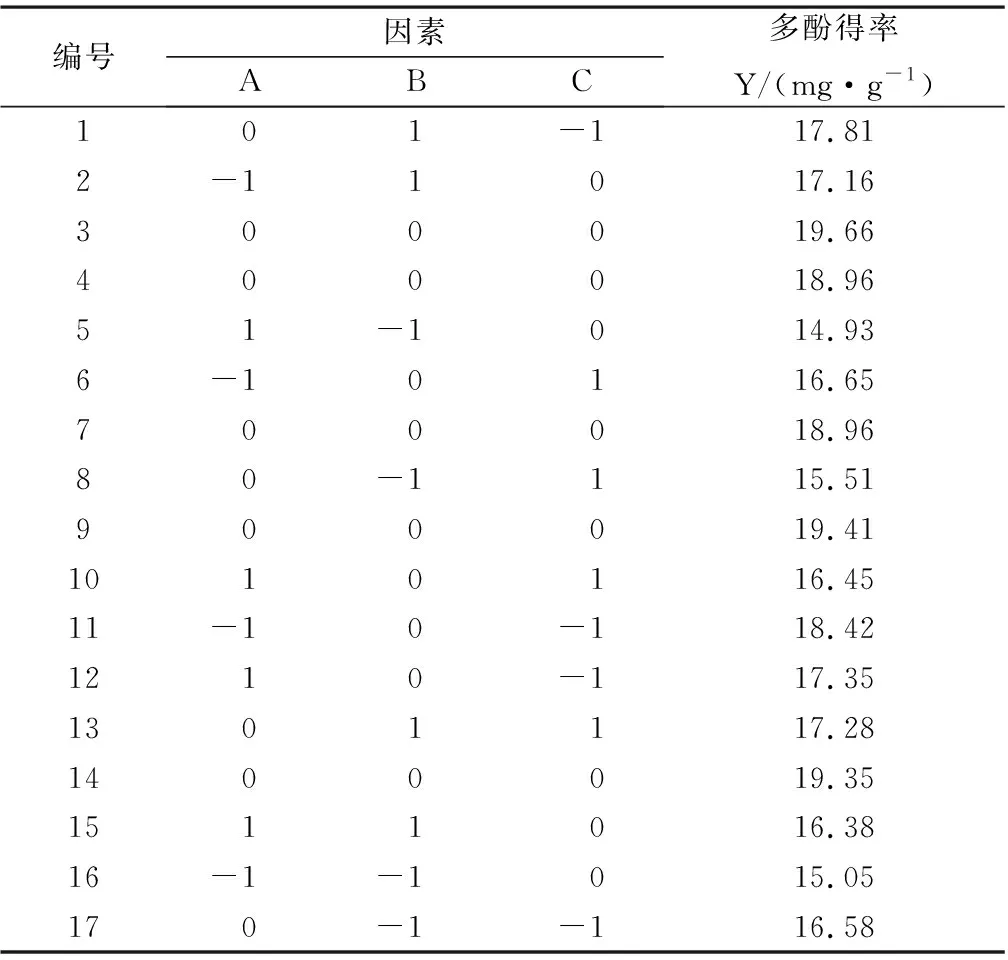
表2 响应面分析试验结果
对表2数据进行回归拟合,得到的回归方程为:
R=19.27-0.27A+0.82B-0.53C-0.17AB+0.22AC+0.14BC-1.48A2-1.91B2-0.57C2
模型回归方程方差分析结果见表3所示。
由表3可知,整体模型的“Prob>F”值<0.0001,表明该模型极为显著,失拟项的“Prob>F”值为0.5910(>0.05),则表明该项不显著,模型是合适的,相关系数R2=0.9848,表明该拟合模型可以表示98.48%多酚得率的变化情况,因此,该模型拟合良好,用它确定油茶多酚提取的最佳工艺条件是合适的。同时,由F值的大小可知,各因素对多酚得率影响的大小顺序为:时间(B)>料液比(C)>加酶比(A)。
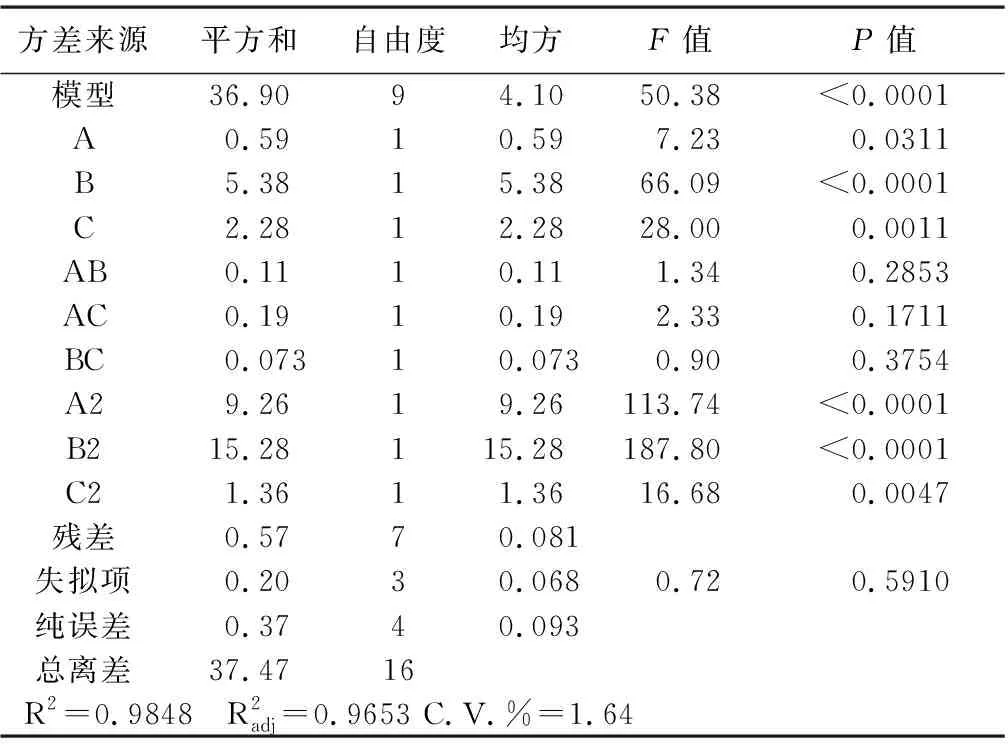
表3 响应面回归模型方差分析
2.4 各因素交互作用对多酚得率的影响
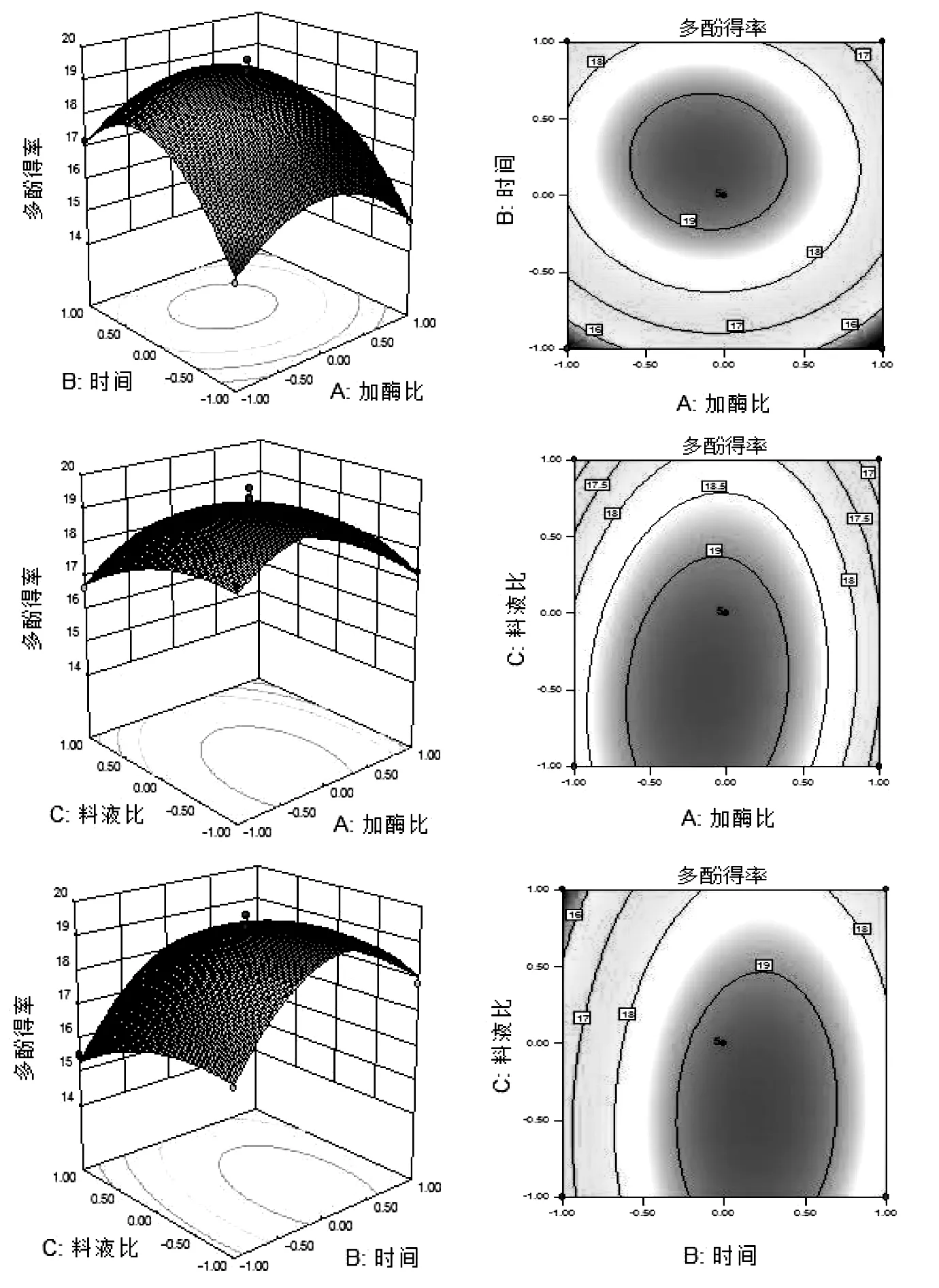
图7 各因素的交互作用对油茶多酚得率影响的响应面图及等高线图
从图7中可以直观的分析出各试验因素之间的相互作用对响应值的影响。响应面图形倾斜度越高,等高线图形越椭圆,表明交互作用越显著,反之则相反[14]。由图7可知,时间(B)和料液比(C)之间的交互作用对油茶多酚得率的影响最为显著。
2.5 油茶多酚提取工艺条件的优化与验证
综合以上可以得出,由上述响应面回归模型预测的油茶多酚最佳提取工艺条件为:加酶比1∶2、时间0.85 h、料液比1∶22.5(g/mL),在此条件下油茶多酚含量的理论值为18.56 mg/g。为了操作方便,将上述响应面模型预测的最佳条件修改为:加酶比1∶2、时间0.85 h、料液比1∶23(g/mL),在此条件下油茶多酚含量的实际值为18.94 mg/g。相对误差为2%,理论值与实际值相对误差较小,表明该模型是合理的,可以用其来作为油茶多酚提取的最佳工艺条件。
3 结论
本试验在单因素结果的基础上,采用三因素三水平的响应面分析法对油茶多酚提取的工艺条件进行优化,通过优化所得油茶多酚的最佳提取工艺条件为:加酶比1∶2、料液比1∶23(g/mL)、乙醇浓度55%、温度50 ℃、时间0.85 h,在此条件下油茶多酚含量的实际值为18.94 mg/g。与理论值相比偏差较小,相对误差为2%,表明该模型是合理的,可以用其来作为油茶多酚提取的最佳工艺条件。
猜你喜欢
中学化学(2022年4期)2022-06-17
中学生数理化·高一版(2022年4期)2022-05-09
汽车工程师(2021年12期)2022-01-17
农村科学实验(2021年7期)2021-12-24
湖南饲料(2021年3期)2021-07-28
化工管理(2021年7期)2021-05-13
故事作文·低年级(2020年7期)2020-07-28
劳动保护(2019年3期)2019-05-16
中国林业产业(2019年11期)2019-01-09
恋爱婚姻家庭·养生版(2017年11期)2017-11-08
