水下湿法焊接远程遥控装置设计及使用方法
2019-10-17 07:06:54陈晓强李晓虹
焊管 2019年9期
陈晓强,马 震,潘 爽,李晓虹,王 帅
(海军潜艇学院,山东 青岛 266042)
水下湿法焊接在施工过程中焊枪直接暴露于水环境中,由潜水员在水中进行焊接作业,操作过程简便,成本低,是一种应用广泛的水下焊接方法[1-6]。在水下施工过程中,为保证潜水员的安全,防止触电事故的发生,需要在焊接结束时及时切断焊接电源,只有得到潜水员允许后,才可接通焊接电源,进行焊接操作[7-10]。由于大多数用于水下焊接的焊机不具备遥控功能,焊接回路的通断是由大型闸刀开关来实现。闸刀开关串联在焊接回路当中,当需要进行焊接时,陆上操作人员根据潜水员的要求,闭合闸刀开关,焊接回路导通。同样,也要根据潜水员的要求切断焊接回路[11]。
1 水下焊接开关控制方式
目前焊接开关控制方式主要有两种形式:一是直接切断380 V 交流电,即通过三相交流开关切断焊接过程; 另一种就是切断二次侧电缆的方式,即切断焊接时的电缆导线,如图1所示[12-13]。通过三相交流开关切断焊接过程时,其最大的优势是无需任何辅助设备,普通焊接电源即可实现该项操作。但在潮湿环境下频繁地通断三相交流电不仅对操作人员人身安全带来不良影响,更为重要的是,尽管交流电输入回路被操作人员切断,但焊机内部的整流滤波电容内仍然储存一定的电能,通常该电容值至少4 700 μF,电压500 V 以上,该电能仍能使焊机工作至少2 s 以上,对潜水员的人身安全带来隐患。因此,不宜采用三相交流开关切断焊接过程。

图1 焊机通断控制方式示意图
对于切断二次侧电缆的方式,通常利用功率器件由岸上操作人员手动控制,根据需要及时切断焊接回路。常用功率器件主要包括闸刀开关、大功率接触器、固态继电器和可控硅等。行业中最为常见的是在利用大功率闸刀切割焊机输出回路的方式,达到终止焊接过程的目的。该方法设备简单,操作简便。但也存在一些不良影响:焊接电流通常在200 A 左右,切断较大电流时,闸刀处容易产生电弧。此类电弧不仅会造成一定的安全隐患,还会对闸刀造成损伤,增加闸刀的接触电阻,最终影响焊接质量。更为关键的是,由于闸刀体积较大,通断过程闸刀手柄行程长,因此完成一次通断操作,至少需要1 s 的时间,潜水断电指令的响应速度由此进一步减缓。
利用大功率接触器替代大功率闸刀可以避免上述问题。首先,大功率接触器触点做了相应的密封处理,拉弧较小。优质接触器多为银质触点,接触电阻小,焊接回路增加的阻抗较小,对焊接过程影响较小。另外,由于交流接触器独特的机械结构,使其能迅速完成切断焊接回路操作,响应时间在0.1 s 之内。
使用固态继电器和可控硅虽然响应速度快,但需要相对复杂的驱动电路,也需要对其进行散热,可靠性差。因此,在实践中应用较少[14]。
除上述两种方式之外,对于行业中常见的逆变焊接电源而言,可以考虑从逆变器处切断焊接过程。逆变焊机通常利用对内置的绝缘栅双极型晶体管 (IGBT)的通断控制,将高压直流电转成高压交流电,然后经降压整流等环节,最后输出到电弧处。IGBT 通断速度极快,市场销售焊机内部IGBT 一般在50 μs 内通断一次[15]。如能根据需要,及时关断IGBT,这样不仅最大限度地降低了因回路通断对元器件的损伤,更为重要的是,切断焊接回路的相应速度将大幅提升。
上述焊接回路通断控制方式存在的最大问题是全部操作由潜水员发出指令后,由陆上操作人员手动完成。陆上辅助操作人员的反应速度成了制约响应速度提升的主要问题,为此,开发了一套由潜水员自主操作的远程遥控装置。
2 远程遥控装置的设计
为实现潜水员自主操作,并减少施工过程中陆上辅助人员的数量和工作量,增加水下潜水员水下焊接作业时的安全性,设计了一种水下湿法焊接远程遥控装置。在实际工程中可以将遥控装置放置于潜水电话附近,实现由潜水员在水下自主操作焊接电源的通断,最大限度地缩短了响应时间,为水下作业提供安全保障和便利。如图2所示,该装置由水下开关组件、水密通讯电缆、陆上控制组件与信号输出插头等构成。水下开关组件和陆上控制组件通过水密通讯电缆连接,信号输出插头固定于陆上控制组件。信号输出插头可以根据用户需要与焊接电源或者焊接电源控制器连接,实现对焊接过程的控制。当潜水员需要停止焊接时,手动转动旋转体使永磁铁远离磁控开关,通过信号输出插头切断焊接电源输出,使其恢复至待机状态,水下照明灯点亮,指示潜水员可以安全进行更换焊条等水下作业。

图2 水下遥控开关装置
水下开关组件根据需要固定于潜水员便于操作的位置,如图3 所示。水下开关组件由防水基体、磁控开关、水下照明灯、转轴、旋转体和永磁铁构成。

图3 水下开关组件示意图
陆上控制组件由低压直流开关电源、大功率继电器和陆上指示灯构成,大功率继电器除包含电磁线圈外,还至少包含一组常开触点和一组常闭触点。各元件连接方式为:电磁线圈与磁控开关串联后,接入开关电源输出端,构成闭合回路; 陆上指示灯与电磁线圈并联; 常闭触点与水下照明灯串联后,接入开关电源输出端,构成闭合回路; 常开触点与信号输出插头串联,用于实现对焊接电源的通断控制。大功率继电器技术参数见表1。

表1 大功率继电器技术参数
水下远程遥控装置操作简单,安全可靠,遥控盒控制电压为直流24 V,属于安全电压; 鉴于内置的大功率接触器动作时间低于30 ms,仅通过按钮开关的通断即可在极短的时间内轻松完成原有的操作。由于拉弧现象发生于接触器触点处,远离操作人员,且处于相对干燥的环境当中,安全系数高,使用寿命较长。
不仅如此,接触器触点采用银基含氧化镉的合金,具有导电系数高、抗电磨损性和抗熔焊性良好、接触电阻低而且稳定、以及灭弧作用。据测算,当电流为100 A 时,触点处实测压降为29 mV,远低于传统闸刀开关处的压降值,成功抑制了通断控制环节的功率损耗。
3 远程遥控装置的使用方法
该水下湿法焊接远程遥控装置的使用方法包含以下步骤:
(1)潜水员水下作业前,开启陆上控制组件,并将信号输出插头与焊接电源控制端连接,之后启动配套的焊接电源,使其处于待机状态,焊机工作与否受信号输出插头的通断状态决定。
(2)通过水密电缆将水下开关组件和陆上控制组件连接,此时水下开关处于开路状态,继电器没有动作,水下照明灯与常闭触点构成的回路闭合,水下照明灯亮。该灯不但能够为潜水员提供水下照明,还能指示焊机的工作状态。
(3)当潜水员需要启动焊机时,手动转动旋转体至指定位置 (见图 4 (a)),此时由于永磁铁接近磁控开关使得磁控开关吸合,磁控开关与电磁线圈构成的回路闭合,与电磁线圈并联的指示灯点亮; 电磁线圈动作后,常闭触点断开,水下照明灯熄灭; 常开触点闭合,通过信号输出插头,启动焊接电源。
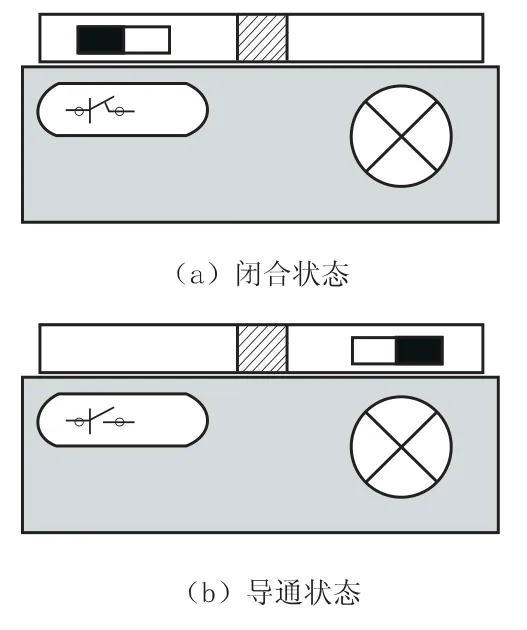
图4 水下开关通断状态示意图
(4)当潜水员需要停止焊接时,手动转动旋转体使永磁铁远离磁控开关 (见图 4 (b)),磁控开关因此断开,磁控开关与电磁线圈构成的回路断开,与电磁线圈并联的指示灯熄灭; 常开触点断开,通过信号输出插头切断焊接电源输出,使其恢复至待机状态; 常闭触点恢复闭合状态,水下照明灯点亮,指示潜水员可以安全进行更换焊条等水下作业。
4 试验效果
水下湿法焊接远程遥控装置及其使用方法,为水下作业潜水员提供了一种灵活便捷、安全可靠的水下焊接电源控制方法。该方法能实现潜水员自主操作,最大限度地缩短了响应时间,据测算,与传统的大功率闸刀相比,潜水员所发出指令的响应时间由2~4 s 缩短到0.2 s 以内。
另外,水下湿法焊接远程遥控装置还能有效地减少施工过程中陆上辅助人员的数量和工作量,鉴于陆上辅助人员无需频繁地为潜水员控制焊机的通断,理论上一名陆上辅助人员可以协助2~3 名潜水员开展水下湿法焊接作业。工作效率提高50%以上。
除此之外,水下湿法焊接电源遥控装置的设计,避免了潮湿环境下拉弧现象产生的危险,减少了回路阻抗,进一步改善了焊接过程稳定性,提高了焊接质量。对于大功率闸刀等常用器件,由于长期在潮湿环境下切断焊接回路时极易发生拉弧现象,接触面处的电阻值随之上升。这不仅会造成焊接电源输出功率的损耗,还对焊接质量带来不良影响。受焊机输出功率限制,上述情况极易引发焊接过程中断弧现象的发生。
为考察新装置的应用效果,开展了现场焊接试验,获得整体焊缝形貌如图 5 所示。可以看出焊缝成形良好,无明显的咬边、焊瘤等缺陷。在焊接过程中,潜水员操作便利,没有出现因切断焊接回路不及时引起的 “麻电” 现象。
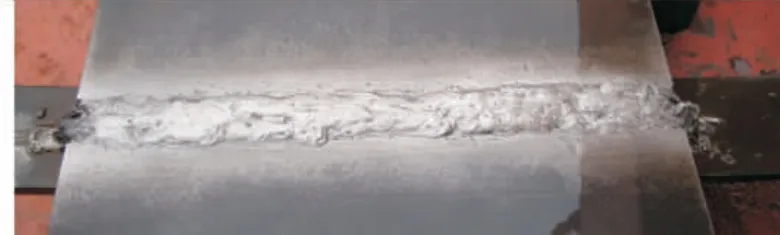
图5 水下湿法焊接焊缝形貌
5 结 论
(1)水下湿法焊接遥控装置能够迅速地导通或闭合焊接回路,与传统的大功率闸刀相比,响应周期缩短至10%以内。
(2)远程遥控方式不仅能减少对陆上辅助人员的需求,还能避免水下湿法焊接过程中的麻电现象发生,改善了焊接过程稳定性,提高了焊接质量。
猜你喜欢
电气开关(2021年3期)2022-01-05 07:11:44
装备制造技术(2021年1期)2021-05-21 07:55:22
中国设备工程(2019年6期)2019-04-26 02:40:00
科技创新与应用(2018年28期)2018-11-21 11:46:44
上海电气技术(2018年2期)2018-07-03 12:08:40
电气技术(2016年3期)2016-10-14 06:06:50
中国机械(2015年3期)2015-10-21 19:58:59
科技创新导报(2015年16期)2015-07-29 02:50:37
综合智慧能源(2015年12期)2015-04-24 07:15:22
电子世界(2014年12期)2014-10-21 11:09:39