基于数字化孪生技术的设备健康状态管理研究
2019-10-17 13:43:24戴敏张伟沈克剑胡永芳
中国设备工程 2019年19期
戴敏,张伟,沈克剑,胡永芳
(南京电子技术研究所,江苏 南京 210039)
1 数字化孪生技术在信息技术与制造业的融合概况
信息技术与制造业的融合与应用促进了制造业的变革,为应对这场变革,世界各国纷纷提出先进的制造发展战略,以促进本国制造业的转型升级,如“美国工业互联网”“德国工业4.0”“中国制造2025”等,这些举措的目的都是借助信息技术,实现制造的物理世界和信息世界的互联互通与智能化操作,进而实现智能制造。作为实现物理信息系统融合的关键技术之一,数字化孪生技术近年来得到深入研究。
数字化孪生(Digital Twin,DT)的概念最早诞生于2003年,是由美国密歇根大学的Grieves 在讲授产品全生命周期管理课程时提出的。数字化孪生技术是指用数字技术描述和建模一个与物理实体的特性、行为和性能一致的过程或方法,它是实现物理空间与信息空间,如Gartner 公司将数字化孪生列为十大战略科技发展趋势之一;洛克希德·马丁公司将数字化孪生列为未来国防和航空工业十大顶尖技术之首;特别是Rosen 等探索了一种产品全生命周期管理方法,该方法通过系统集成对产品物理模型、虚拟模型和工程数据进行管理,从而使与产品相关的数据在其全生命周期的各个阶段都能充分使用,并使数字化孪生技术在建模、仿真和优化技术有了重大进展。因此,基于数字化孪生技术的发源及应用趋势,数字化孪生在产品设计和生产制造中的综合参考模型,车间作为制造执行的基础,是实践智能制造的重要应用场景。
2 数字化孪生技术设备健康状态管理的提出
随着智能制造在国有大中型企业的不断推进,生产数字化已经大规模运用到现代化的生产节奏和模式中,企业的设备管理系统的建设也在不断地完善和提升,交互与融合的有效途径随着智能制造在国有大中型企业的不断推进,生产数字化已经大规模运用到现代化的生产节奏和模式中,企业的设备管理系统的建设也不断地完善和提升,但目前设备的健康管理受到企业管理系统中的运行和实施过程中各项条件和因素的制约,本文基于设备健康管理急需进行一套系统的新管理创模式来引导和实施高密度的数字化生产,因此,提出了数字化孪生技术的设备健康状态管理。
3 数字化孪生技术设备健康状态管理内涵和主要做法
3.1 顶层规划融合数字化智能制造,建立健全数字化孪生技术的设备健康管理发展
数字化孪生车间(Digital Twin Workshop,DTW)是在新一代信息技术和制造技术驱动下,通过物理车间与虚拟车间的双向真实映射与实时交互,实现物理车间、虚拟车间、车间服务系统的全要素、全流程、全业务数据的集成和融合,在车间孪生数据的驱动下,实现车间生产要素管理、生产活动计划、生产过程控制等在物理车间、虚拟车间、车间服务系统间的迭代运行,从而在满足特定目标和约束的前提下,达到车间生产和管控最优的一种车间运行新模式。具体如图1。

图1 数字化孪生车间

图2 数字化孪生技术设备健康发展最新情况
基于数字化孪生车间的理念,数字化孪生技术的设备健康状态也是依据此工作模式进行顶层的设计。依据数字化孪生技术的设备特点,在结合智能制造的新工业工作生产模式,可将设备的数字化孪生设备健康管理的流程归结如图2 所示的四个阶段。
将数字化孪生的设备健康管理,分为4 个阶段:
第1 阶段:车间的设备生产管控仅限于物理实体空间,这个阶段的生产要素、生产计划及生产控制主要以人为操作管理为主,设备作为生产工具。
第2 阶段:随着计算机信息技术的应用,设备信息空间诞生,使得车间的生产设备管控步入计算机辅助阶段,各种企业资源管理系统、产品数据管理系统等得以使用,生产计划的下发、人员设备物料等生产要素的管理、生产活动的监控等方面基本实现了信息化,但此阶段车间物理空间与信息空间缺少交互与融合,设备依然作为生产工具。
第3 阶段:随着以无线射频识别(Radio Frequency Identification,RFID)、条形码、二维码等为代表的物联网技术以及大数据、云制造等技术的发展,车间中的设备的物理空间与信息空间开始交互与融合,人员、设备、物料等信息实现了实时采集并动态跟踪,生产活动的预测性及对车间不确定性生产扰动的处理能力得以增强,车间的设备生产管控由单点管理逐步发展到集成管理、协同管理和智能管理,这时,设备已经作为管理要素的重要部分,逐渐体现其网络和数据特性,其活跃度和关注度得到了持续的提升。
第4 阶段:将数字化孪生技术应用到智能制造厂房中,彻底实现模拟工作状态显示和实物设备之间的有效通信,从而为智能制造生产提供可靠的保障,这时,设备就融合到智能制造中成为一个有机整体,产生其远超于其本质生产的特性,为生产提供数据生产保证。
3.2 建立设备管理全生命周期电子网络化平台,实现设备三维建模孪生技术管理系统
建立全生命周期的综合保障信息平台建设,涵盖设备的自主研制或采购及使用维护全生命期阶段,包括保障性分析、预测与健康管理、交互式电子技术手册、设备维修服务与保障系统(如图3)。

图3 设备一体化信息化平台架构图
数字化孪生技术的设备的健康管理在厂房内首先是要进入六性设计阶段,借助六性协同设计平台(IDS),按“计划—流程—任务”一体化的理念通过六性工作项目与功能设计项目的业务集成、方法集成、工具集成和知识集成,保证六性设计的过程是规范、可控与正确的。通过综合保障分析(LSA)形成设备保障方案、维修程序、保障资源等综合分析。为提升数字化孪生设备的自主保障能力,在六性设计阶段同步开展健康管理开发系统(PHM)设计,以实现设备使用和维护时发挥出自主保障能力的效果。设备使用后,通过虚拟的PHM 系统实时监控装备的状态,并进行健康评估、故障隔离和性能预测。前端研制阶段通过与产品研发平台(PDS)系统进行BOM 信息的传递,实现数字化孪生技术的设备保障设计一体化;后端使用阶段通过故障案例向前端设计的闭环迭代,实现装备设计的持续优化。
在服务保障阶段,通过数字化孪生技术的设备服务与维修保障系统(MRO)对所有数字化孪生技术的设备技术状态、维修任务(包括计划修理、预防性维修、应急维修、任务保障、返修件、日常巡检等任务和维修资源等进行全过程、全要素管理,通过企业资源管理系统(ERP)进行保障资源的调配和任务的计划管控;借助质量管理系统(QMS)对数字化孪生技术的设备使用和维护中的所有故障进行FRACAS 闭环处理,并将处理结果借助知识管理系统推送至六性一体化设计系统,以实现数字化孪生技术的设备质量的持续优化。
通过三维建模,将生产车间内设备的三维建模与重要参数对应,依据模型仿真适当优化车间(生产线)布局。通过数字化孪生技术的设备的健康管理设备数据库信息:(1)包括维修维保履历、设备利用率、设备抛料率、生产线漫游、设备当前状态、关键配件寿命等;(2)环境监控:包括温度、湿度、噪音等环境状态;(3)视频监控:对关键设备单元的加工过程可进行实景视频监控,对异常状态进行预警;(4)车间巡检:在数字化环境下进行第一人称视角的车间巡检,实现对车间设备状态的实时感知(如图4~6)。
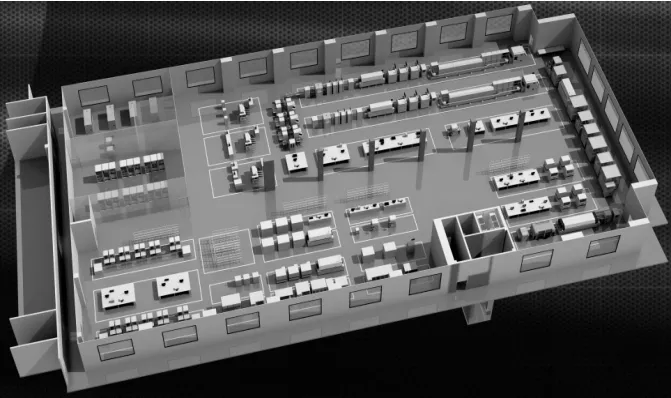
图4 三维建模车间

图5 三维建模车间内实体设备选图

图6 三维建模后车间内实体设备放置图
4 应用孪生技术设备系统环境监控实现绿色环保稳定生产
相对原先车间人工进行记录能耗、环境监控数据,出现问题时,一般温湿度已经超标严重,发现较晚,通知相关部门人员到问题解决周期时间较长,对生产会产生一定的影响。
通过增加温湿度感知装置、设备电表联网、建立网络数据库,实现对能耗、环境实时监控,并展示发布。同时根据针对各个分点位实际情况,设定不同的能耗、温湿度、洁净度阈值。当感知装置测量结果超过设定阈值时,该区域生产状态标为异常,系统将问题推送至对于生产班组进行预警提醒,同时推送部门领导和安全员,确保问题及时响应解决,避免问题扩大(如图7、8)。

图7 生产线能耗环境监控虚拟采集图

图8 生产线环境监控显示图
5 依托智能生产组织管理系统实施数字化孪生技术的设备健康管理模式及相关管理制度
数字化孪生技术的设备健康管理,主要是突出其管理的重要性,通过建立虚实映射的设备数字化管控平台,对设备健康状态的体系化、实时化、准确化管理,解决传统管理模式掌握不全面、问题发现滞后、信息不精准的问题;通过建立设备健康状态预警性维护机制,对关键设备或关键易损件进行实时监控,提前预警可能出现的故障,降低由设备造成的产品质量问题;建立制造部门与保障部门协同统一的设备管理机制,打造设备状态履历表以及问题发现、信息传递与故障响应一体化联动机制缩短问题解决周期(如图9、10)。

图9 数字化孪生技术设备管理系统示意图
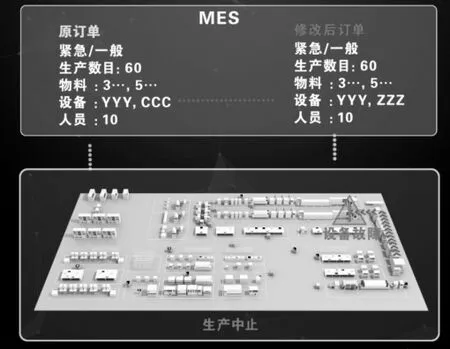
图10 数字化孪生技术设备报故显示图
传统的生产模式下,由于缺乏设备状态的了解,往往只有在发生问题后才会发现,部分关键易损件带病工作。数字化孪生技术的设备健康管理,可实现对设备状态的实时掌控,并可监控诸如设备、仪表等关键易损件的实际状态,进而进行上述部件的寿命预测,通过单元级可视化生产组织管理的大屏进行显示,提示现场操作人员进行及时更换,变被动维护保养为主动预测保养,确保产品质量水平(图11)。
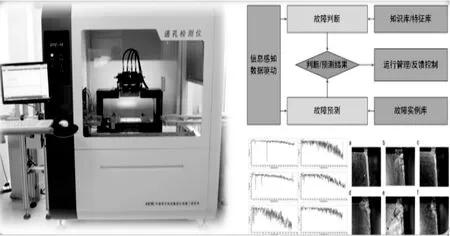
图11 设备关键易损件预测性维护
数字化孪生技术的设备健康管理模式主要是通过如下制度和方法进行管理制度实施。
第一,建立数据收集制度:设备数据开放服务接口,经过整合的数据资源、数据分析结果需要以灵活的方式对外提供服务,平台提供了数据开放服务接口以便上层应用访问所需的各种数据。目前,构建数据开放服务通常以微服务的架构实现,上层应用只需通过应用程序接口来获取所需的数据和服务,进而实现各自的功能即可。
第二,建立设备测试数据集成管控制度:现有设备分布于各机台内的测试数据整合带来了较大困难。开展测试数据统一管理技术研究,通过改变测试数据采集存储的方式,将多台套、分布式的测试数据统一存储于一个集成式网络数据库中,并且通过制定品种规则、阶段规则、配置规则等,从技术方面杜绝网络端存储时可能存在的误操作问题,保证测试数据的安全性(图12)。
通过大数据技术是进行生产过程实时分析的有效手段,在设备生产线信息感知手段建立的基础上,可以通过大数据分析处理技术,通过对生产过程实时数据进行分类、聚类、关联分析,从而解决以往时效性差、分析不准确的问题,为技术人员和管理人员提供实时有效的决策信息支持。

图12 数字化孪生技术设备测试数据集成管控对比图
第三,建立数字化孪生技术的设备健康管理模式数据实时处理与系统集成平台制度:为企业提供工业大数据采集与交换、存储、计算和分析的工具平台,为上层循环经济和本质安全应用的构建奠定坚实基础,其主要由数据实时接入、数据仓库、计算框架、数据分析工具集以及数据开放服务接口组成。生产、工艺、质量、安全及环保等数据主要是来自MES 系统。数据源通过大数据实时处理与集成平台服务于应用层,真正实现数据驱动业务。数据源被平台实时接入后分布式存储到大数据平台中,通过大数据的计算框架统计出各种数据,最后通过数据分析服务于应用层。如循环经济一体化与协同应用中通过大数据分析,制定更科学的生产计划,优化调度及排放,提供设备状态监控与预警。
第四,建立数字化孪生技术设备生产过程实时分析制度:本项目的数据源主要来自数字化孪生技术设备在生产过程中实时产生及历史积累的生产过程数据、生产工艺数据、质量数据、安全数据、能耗数据、环境监测数据以及各类基础数据,如车间布局、物料数据、按照电气、振动、温度、精度等对设备数据采集与存储。数据实时接入主要负责数据的实时采集、传输、分发、配置以及数据治理工作,旨在统一数据接口,对外提供多样的数据接入方式,构建数据源和数据处理间的桥梁,将数据处理与业务侧的数据源解耦,对数据采集、数据传输、数据分发、采集状态监控以及数据治理等,利用基于HDFS 分布式文件系统的数据存储服务,主要将采集的数据分类整理后存储在HBase、Hive 等分布式数据库或数据仓库中,从而形成相应的大数据业务主题数据。
第五,建立数字化孪生技术的设备健康管理模式主题域制度,确定:①生产主题,主要包括生产流程、生产计划、生产调度、生产批次等数据;②质量主题,主要包括检验申请、检测、工艺档案、质量报告等数据;③安全主题,安全分析、工艺危害、控制策略、异常工况、环境数据等;④能源主题,能耗情况、能源计划、能源实绩等。
第六,建立计算框架制度:提供目前主流的两种计算模式及相应的框架,即离线计算和实时计算框架为数据的最终服务于设备提供架构。
离线计算框架:其将任务分解为较小的任务,分别在集群中的每个计算机上进行计算,根据中间结果重新组合数据,然后计算和组合最终结果。它通常被用来处理历史数据,但是由于海量数据的处理需要耗费很多时间,所以批处理系统一般不适合用于对延时要求较高的场景。
实时计算框架:实时计算并不对已经存在的数据集进行操作,而是对从外部系统接入的数据进行处理,非常适合应用于对实时性要求较高的场景。
数据分析工具由数据挖掘工具箱、机器学习算法库和展示工具组成。一般是指从大量的数据中通过算法搜索隐藏于其中信息的过程,通过计算机运算,运用统计、在线分析处理、情报检索、机器学习、专家系统(依靠过去的经验法则)和模式识别等诸多方法来实现上述目标。
第七,建立机器学习制度:机器学习是一门多领域交叉学科,涉及概率论、统计学、逼近论、凸分析、算法复杂度理论等多门学科。专门研究计算机怎样模拟或实现人类的学习行为,以获取新的知识或技能,重新组织已有的知识结构,使之不断地改善自身的性能。
6 基于数字化孪生技术的设备健康状态管理实施效果
6.1 实现降本增效,有效提升设备健康状态
随着数字化孪生技术的设备健康状态管理的建立,陆续结合部门的智能制造车间的管理,通过若干管理制度和流程,摆脱了以往依附出现问题后维修问题,解决了只有现场出现情况才能进行设备布局及维修调整的被动实施项目管理体系的局面,构建出虚拟设备运行为核心、适应生产线设备使用运维的的网络化管理架构。同时,以信息化平台为载体,控制设备的运行状态体系、故障分析体系、风险防控体系、执行体系以及配套维修的机制运行过程的全业务流程,有效提升管理的显性化水平和规范化水平,改善原先设备运行体系僵化、管理模式单一、观念落后的局面。通过数字化孪生技术的设备健康状态管理模式的持续保持稳定,大大减少了人力成本,提高了设备工作效率,体现出1+1>2 的管理效益(如图13)。
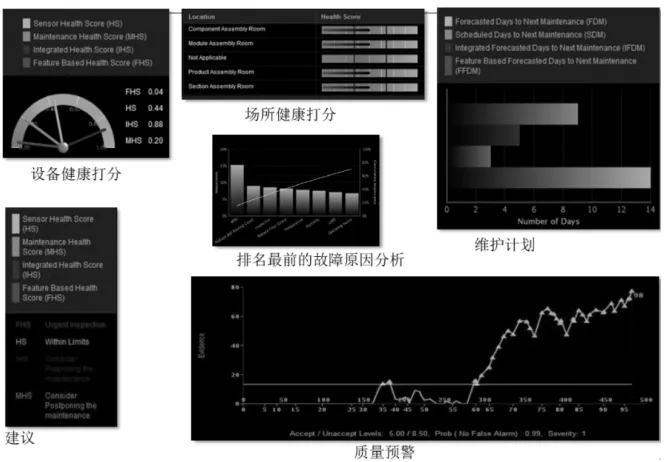
图13 设备健康状态监控性能和质量
6.2 突破设备健康运行维护发展瓶颈,设备维修费用逐年降低
基于数字化孪生技术的设备健康状态管理构建以来,为单位创造了良好的经济效益。2014~2017年,设备生产制造能力持续提升(图14、15)。

图14 设备生产制造能力持续提升
7 结语
通过建设基于数字化孪生技术的设备健康状态管理系统,可实现生产设备健康状态的高效管控,保证生产的正常进行的同时,减少设备停机时间,提高设备维护效率,预见产品质量和制造过程、推进设计和制造的高效协同、确保设计和制造的准确执行提供了基础。

图15 设备生产维修费持续下降
将此技术应用到设备健康状态的管理,不仅可以高效实时地记录和反映产品的构型状态,而且可以基于反馈回的产品构型数据进行大数据统计和分析,从而改进设备在生产线的工作流程产能,提高设备利用率、降低维修率、提高产能输出比。
猜你喜欢
智能制造(2021年4期)2021-11-04 08:54:28
纺织科学研究(2021年6期)2021-07-15 08:41:36
福建基础教育研究(2019年1期)2019-09-10 07:22:44
小学生作文(低年级适用)(2019年5期)2019-07-26 00:45:10
福建基础教育研究(2019年1期)2019-05-28 08:39:49
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
读友·少年文学(清雅版)(2018年12期)2018-04-04 05:16:40
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
中国老区建设(2016年12期)2017-01-15 13:54:08
中国卫生(2016年2期)2016-11-12 13:22:30