乘用车总装通过性同步校核分析
2019-10-17 06:56黄逸稳卢俊康许宝强严星徐世栋卢文轩
汽车工程师 2019年9期
黄逸稳 卢俊康 许宝强 严星 徐世栋 卢文轩
(广州汽车集团股份有限公司汽车工程研究院)

总装通过性同步校核以总装工艺同步分析、工厂制造、产品设计3 个团队为主导,将产品与总装工艺、工装并行集成开发。从概念设计开始就对总装通过性的工艺工装接口和需求、质量目标的实现要求进行考虑。这种方法能够有效加快整车开发进度30%以上,降低生产工厂改造成本约30%,并有效提高产品质量,兼顾提升整个体系的平台化、模块化、自动化水平,因此在国内各自主品牌车企均得到广泛应用。文章以某新车型导入某整车制造基地为例,对乘用车总装通过性同步校核分析的关键要点和方法进行了说明。
1 主生产线输送和移载通过性分析
1.1 主生产线通过性分析
首先,校核整车参数。将产品长、宽、高与总装工厂工艺约束范围进行比对,如果超出约束范围,产品会与载具或产线周边产生较大干涉,部分重点作业工位(如前后保险杠、前端模块等)受节距影响会操作困难。其次,校核轴距。轴距的变化会影响产品在载具上的质心。再次,校核输送物流孔系统。将产品与涂装转总装滑橇、前内饰线滑板、底盘线吊具、合装系统、后内饰线滑板的定位孔和定位销进行匹配。由于载具的数量较多,改造费用较大,产品设计时要优先保证同一产线各产品物流孔的一致性。最后,校核产线载具承载范围是否满足要求[1]。
1.2 主生产线转接通过性分析
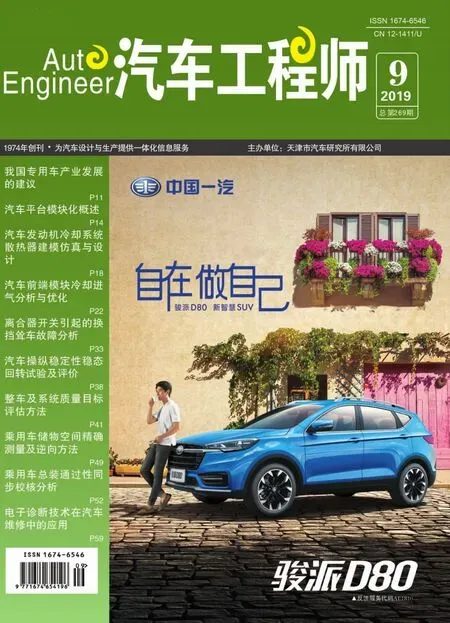
总装车间生产中一般有四大转接过程:PBS(涂装到总装缓存线)转内饰线、内饰线转底盘线、底盘线转外装线、外装线转最终线。随着计算机技术的发展,生产线转接通过性分析已经不局限于传统的实车验证和2D 图纸分析,可以通过建立数字化工厂和装配仿真技术进行3D 模拟分析,图1 示出外装线转最终线3D 数字仿真分析方式。发动机吊装、底盘合车、车辆下线、玻璃涂胶等重点工位的分析已非常接近生产线实际情况,准确度在90%以上[2]。
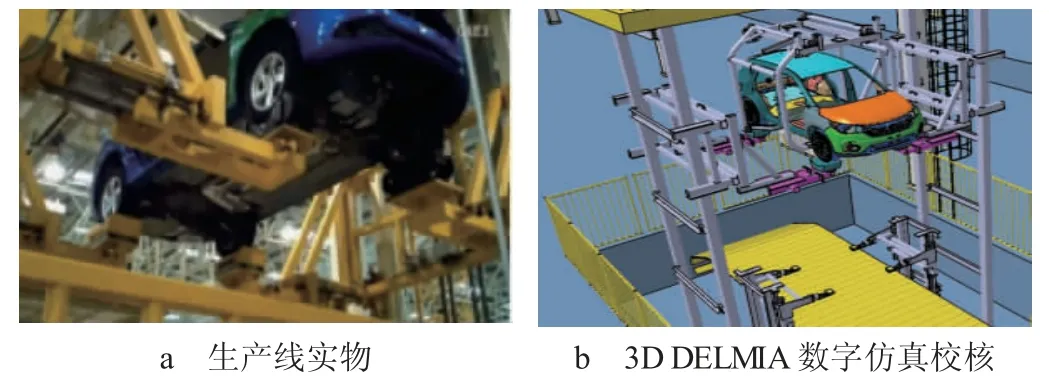
图1 外装线转最终线转接过程分析示意图
2 车间分装线通过性分析
车间一般有七大类分装线:车门线、仪表线、前端模块、电池、前悬、后悬和合装线。各主机厂由于产品平台化和模块化水平、产品分装深度不同而略有差异。首先,校核各产品外形参数对分装载具的影响;其次,校核各产品与分装载具上的定位、支撑系统;再次,校核各子产品的上下件情况,重点是底盘区域;最后,校核装配空间。某主机厂配备吊具对合装线前后悬上件的校核,如图2 所示。校核合装线的拧紧空间,如图3所示[3]。
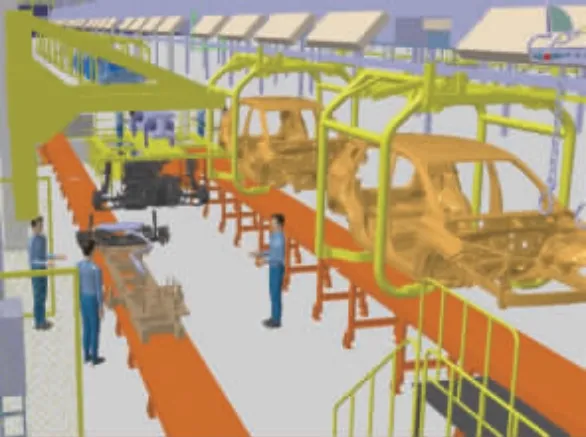
图2 某主机厂合装线托盘上下料校核示意图
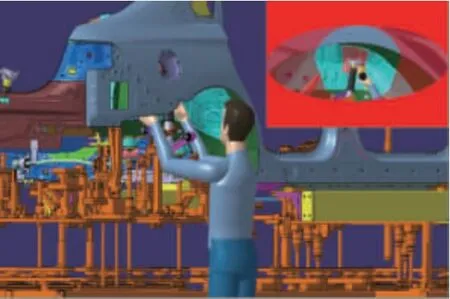
图3 某主机厂合装线拧紧空间校核示意图
3 辅助输送线的通过性分析
产品部件分总成在厂外分装完成后,通过辅助输送线(如座椅线、轮胎线、保险杠输送线、电池输送线)输送到对应工位。部分厂家也会将仪表板、前后悬分装好分总成,通过输送线输送到总装安装。此时,需重点校核产品外形参数、定位系统、上下件设备接口是否满足,如轮胎输送线辊道宽度是否满足可生产车型的最大轮胎直径,仪表板夹具是否满足将仪表板固定在夹具上以及机械手抓取的需求。
4 辅助设备通过性分析
辅助设备分为以气动平衡吊为代表的半自动辅助设备和以机械手为代表的全自动辅助设备。随着机器人、视觉识别技术的发展,全自动安装设备在总装车间的应用(安装、涂胶、拧紧)越来越广泛,其能够有效提升工作效率、提高产品质量。因为自动装配设备改造费用较高,改造周期长,所以校核时需重点关注。某主机厂仪表板自动安装示意图,如图4 所示。图4 重点校核机械手与产品部件夹持的可靠性、投入空间;视觉识别相关的拍照孔可见性;仪表与车身连接自动拧紧时的拧紧设备与车身的关联接口以及不同车型之间的平台化定位。

图4 某主机厂仪表板自动安装示意图
5 加注设备通过性分析
由于加注设备改造费用较高、改造周期较长、现场新增设备占用工位数量较多,需重点对其进行校核,确保设备的通用化。加注通信协议、加注口尺寸、加注口布置、加注辅材选型建议保持一致,加注枪与周边应预留充足的安全间隙。加注设备通过性分析贯穿整个项目开发流程,一般在项目预研阶段提出工艺约束,在概念数据阶段即开始数据校核,在详细结构设计阶段确认结构、尺寸和设备的匹配性,在试制阶段进行设备验证。
6 特殊工位人机仿真分析
人机仿真分析是用人体模型模拟生产作业,可以弥补产品数据分析、工装虚拟分析的不足。人机仿真不仅能进行操作空间、操作可达性分析,还能进行可视性分析和舒适性评价。人机仿真分析旨在通过分析发现生产线设计和工位布局的不合理处,并进行生产线改善或装配流程调整。
对于转向管柱和转向机连接、前后保险杠安装、副仪表板安装、车身底部油管安装、车身底部炭罐安装等特殊工位,需进行静态人机仿真,主要从操作可达性、可视性、操作空间和舒适度等方面进行评价。对于操作位置和工人距离远,可能无法达到的情况,进行操作可达性分析;对于操作空间小的情况,应考虑手部空间、手指空间、人体活动范围等因素,进行操作空间分析;对于视野不好的情况,进行可视性分析;对于需要弯腰、下蹲、后仰角度过大、肘关节超过肩膀、负重过大等可能导致不舒服的情况,进行舒适度评价。对于不满足需求的情况,通过优化产品或调整现场工艺来应对。
快速上肢评价(RULA),即根据特定的人体姿势、负荷、持续时间等因素对舒适度进行综合评价,评价得分为1~7 分,分ABCD 4 个等级,分值和等级越高表示舒适度越差。分析者可根据评价得分判断某种姿势的合理性,并根据需要进行相应的改善。
某车型仪表板(IP)与车身中通道在标高500 mm的工位装配,经过人机仿真分析,操作者需要以弯腰扭头姿势作业,RULA 评价为C 级7 分,属不良姿势,需要进行改善。将此工序的工艺标高调整为1 100 mm,再次评价,评价结果为B 级4 分,而且可视性、可达性都满足要求[4]。此操作高度优化前后对比,如图5 所示。
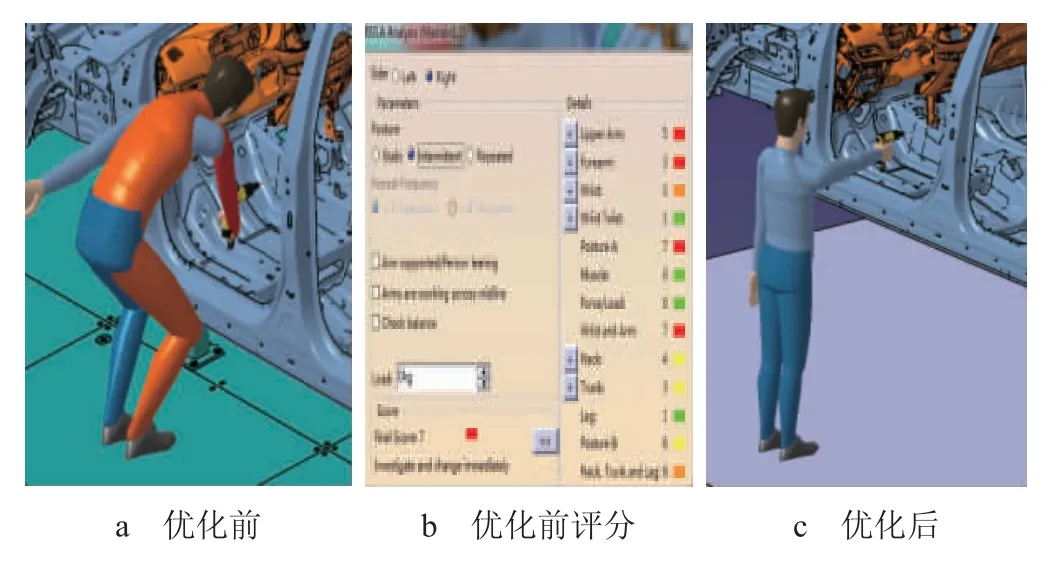
图5 某车型仪表板与车身中通道连接操作高度优化前后对比示意图
7 检测线通过性分析
随着自动驾驶辅助技术的发展,检测线除了按照国标要求(四轮定位、前照灯、侧滑、制动、车速、喇叭、排放、淋雨)和行业标准要求(ESP/ABS、EPB、EPS)进行检测标定外,还需增加高级驾驶辅助功能(ADAS)的检测和标定。某主机厂高级驾驶辅助功能检测线,如图6所示。第1 类是主动控制类,包括自适应巡航(ACC)、自动紧急制动(AEB)、车道保持系统(LKS)、自动泊车;第2 类是预警类,包括前车碰撞预警(FCW)、车道偏移(LDW)、行人碰撞预警(PCW)、疲劳预警;第3 类是其它辅助类,包括盲区监测、远近光灯辅助、夜视系统、全景泊车全景影像和抬头显示(HUD)。

图6 某主机厂高级驾驶辅助功能检测线示意图
8 结论
乘用汽车总装通过性校核涵盖面较宽,贯穿在产品开发、投产、产能提升、移产和退市整个生命周期阶段。因各主机厂生产方式、各基地情况均有所不同,且校核具有个性化的特点,所以对通过性分析的职责划分、通过性校核流程都会有所不同。但校核的目的都是相同的,即提前发现和解决产线的匹配问题。对乘用车总线通过性同步校核的分析,对于提升产品的可靠度、降低制造成本、提升生产效率、缩短产品开发周期和提升电动汽车的竞争力都有着重要意义。
猜你喜欢
南方农机(2022年20期)2022-10-20
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年11期)2022-06-20
机械科学与技术(2022年2期)2022-03-30
专用汽车(2021年7期)2021-07-23
汽车与驾驶维修(维修版)(2021年3期)2021-04-28
经营者(2020年5期)2020-05-09
汽车零部件(2020年3期)2020-03-27
汽车实用技术(2018年16期)2018-09-06
科学与财富(2017年22期)2017-09-10