探究纤维增强复合材料的性能及机械加工技术
2019-10-12 10:40雷伟斌
粘接 2019年8期
关键词:复合材料
雷伟斌


摘要:近些年来,我们国家社会经济和科技获得了突飞猛进的发展,越来越多的复合材料持续涌现,其中纤维增强复合材料的出现具有非常重要的现实意义,这种材料的力学性能与其它同类型材料相比有很多优势,例如:强度一重量比值高,比模率大,耐腐蚀性能优异等等,同时可以进行长时间的有效使用,因此目前这种材料已经被广泛用在各行各业中了。但是,在实践中使用时,一旦一些特殊属性发生问题,相应的就会极大的降低这种材料的性能。因此,我们对这种材料的机械加工技术开展了一定的分析,同时对其发展环境和详细工艺进行了一定的阐述。
关键词:纤维增强;复合材料;机械加工技术
中图分类号:TQ050.4+3;TQ320.67+1
文献标识码:A
文章编号:1001-5922(2019)08-0069-04
现阶段,复合材料获得了很大的发展与应用,不管是这种材料的力学性能,还是在实际中的应用上,都相比单一的材料具有优势。特别是最近一段时间以来受到人们很大青睐的纤维增强复合材料,这种材料的加工技术非常复杂,一般的加工技术很难达到纤维增强复合材料的机械加工要求[1]。我们仍然需要努力,虽然目前我们国家已经在一些新型的加工技术方面获得了突破,但是在实践中具体应用上还有很多问题需要解决,这也很大程度的影响了这种材料的质量。对于这种情况我国的机械加工企业也正在采取措施。
1 纤维增强复合材料的性能
通常在复合材料的大家族里面,纤维增强复合材料的综合能力最具有优势,所以这种复合材料在各个领域当中也普遍的进行应用,但是其在进行具体的机械加工时,对于加工设备、技术还有环境等有着更苛刻的要求,这种复合材料的性能优势很大程度上表现在这几个方面:首先,相对比一般的材料来观察,纤维增强复合材料的性能比模量更大;比强度作为这种复合材料非常重要的性能之一,一般越小越能减少一些不必须的加工程序,这种性能其也比一般材料要小;但就算这种纤维增强复合材料拥有那么多的优势,其依然有很多的不足与弊端,其中非常明显的一点就是在实施切削加工时,就会导致刀具磨损严重,很容易对刀具造成破坏,并且也很容易造成预产应力的形成,这种现象的发生不仅不利于复合材料的质量提高,同时也会给机械加工企业增加更多的成本投入[2]。
2 纤维增强复合材料的加工特性
2.1 易形成分层破坏现象
一般情况下出现的分层现象是纤维增强复合材料在进行机械加工时经常见到的情形,其中很大的一部分原因就是因为脱胶,由于纤维增强复合材料辅层之间通常需要使用特定的胶进行结合,但是问题就在于胶的性能一旦失效或者减弱,就会马上导致脱胶的情况发生。也有可能是在实施加工时参数没有严格按照要求设置,存在误差,也会影响纤维增强复合材料的结构变化。通过仔细细致的观察,不难发现,这种现象的发生不利于复合材料的整体性能提高,会对复合材料的性能造成很大程度上的破坏,所以在机械加工中要尽量防止材料分层,不然的话在之后的实际应用过程中很容易引发安全风险的发生。
2.2 刀具磨损严重
刀具与加工和成本紧密关联,复合材料加工技术中主要使用的就是切削技术,我们可以想一下刀具在复合材料之间要进行大量的摩擦,所以温度会在极短的时间里面迅速上升,在这种技术的机械加工过程中,其会形成高温,并且这种高温一般都集聚在刀尖位置,在机械技工过程中这种情况肯定要一直持续的,这就必然会对刀具造成不小的损毁;另外还有一点需要注意,在机械切削过程中要尽可能避免碎屑和刀具接触,因为会造成刀具更快的擦伤、刃口迟钝的情况发生。而这种情况也说明了要想保证纤维增强复合材料的加工质量与速度就要频繁的检查刀具磨损情况并进行更坏,在一定程度上会给机械加工企业带来额外的成本投入[3]。
2.3 产生残余应力
纤维增强复合材料对机械技工技术要求非常高,目前的技术水平在加工过程中会产生残余应力,从而会导致粗糙度等加工工艺达不到标准要求,而造成这种现象发生的绝大多数原因就是温度太高,材料在加工时一定要注意各个材料层之间的强度,并且还要避免产生分层、撕裂等情况,这样的情况在钻孔时表现的最为明显,同时也是影响机械加工质量的重要原因。
3 复合材料的加工切削温度
我们从近些年来可以查到的资料来观察,切削温度的相关研究仅仅只是在钻削上进行,1985年有人在钻头里面加入人工热电偶,测量到了钻头切削刃部分的温度,但是这种测量方法极不科学,以及存在很大的局限性,也有其他例如测量到孔出口处温度的实验,但是结果也不是很让人信服,所以测试数据获得很不容易。直到樊锐通过红外热像仪完整观察到钻削过程中的温度场。如图1所示。
我们在图1温度场的分布情况能够观察到,在钻削过程里面,钻头尖部的温度一直最高,我们知道在钻头最顶部不是光滑的,而是具有很多横截面,复合材料的加工就是靠这些横截面完成的,横截面是由横刃与纵刃组成的,其中温度最高的部分就是在横刃上,在钻削过程中,钻尖部分用于钻削,按照一般逻辑,这个位置应该温度最高,钻尖横刃部分是负前角,一般没有切削功能,并且这个部分的轴向力最大,这就造成钻尖横刃这个位置在加工过程里面基本上在与工件进行摩擦,温度高低可想而知;从另一个角度来看,钻尖部分的横刃与工件的切削速度更快,与工件的摩擦就更剧烈,所以温度也就明显更高[4]。通过对比,处于剧烈摩擦位置的横刃部分温度比钻头其他任何位置的温度都要高。这一情况与1985年的试验比较接近。我们通过进一步试验能够得到的结论是:钻削温度和钻速是指数关系;钻削温度和进给量是负指数关系;复合材料钻削温度的变化规律与金属钻削情况类似,但是温度对复合材料加工质量的影响比金属材料严重得多,在试验中温度超过250℃,树脂材料变焦,金属则基本没有影响。
4 加工表面完整性研究
通常情况下要想获得对加工表面相对比较完整的研究,就要运用电子显微镜对纖维复合材料表面的加工工艺开展详细的分析与研究,例如表面粗糙度等,能够得出结论。
1)纤维增强复合材料加工表面在电子显微镜下进行观察可以明显看到是由纤维断口表面与树脂覆盖表面两部分组成,在低转速下纤维增强复合材料加工表面以树脂覆盖表面占绝大部分;高钻速下纤维复合材料的加工表面以纤维断口表面为主[5]。
2)从纤维增强复合材料加工孔的深度进行观察,在加工表面的入口与出口部分,以纤维断口表面占大部分;而在纤维增强复合材料加工孔的中间位置,以树脂覆盖表面为主
3)在纤维增强复合材料特殊加工单向孔表面的圆周方向上,机械加工工艺存在更大的难度,例如粗糙度会根据这一方向上的位置的不同而不同,[6]。
4) 一般情況下纤维增强复合材料断口,可根据其加工表面周向位置的不同,可分为弯曲断口、平滑断口、波纹断口等类型,虽然断口各不相同,但是它们都是垂直于自身轴线。[7]如图2所示。
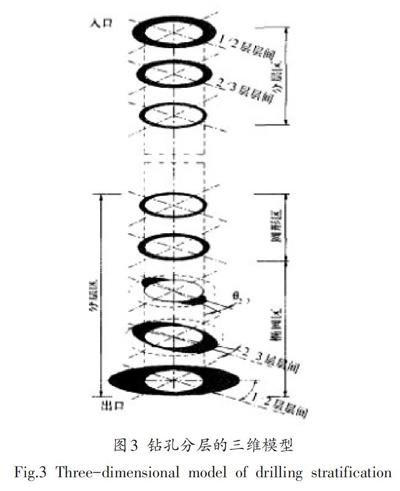
使用声学显微镜还有氯化金渗透法对纤维增强复合材料加工表面完整性研究是对电子显微镜进行研究的有效补充,我们用这两样东西对纤维增强复合材机械加工过程中出现的分层现象展开了三维测量,通过认真仔细分析得到了相对比较详细明了的分层方向与大小随孔深变化的分布模型。通过对分层研究得出的结论为[8]:纤维复合材料加工孔表面人孑L与出孔侧都有比较明显的分层,但是人口侧的分层形貌呈圆形,而出口测表面上的分层状态是椭圆形,要注意的是出口侧比入口侧的分层现象更加明显[6]。如图3所示。
5 提高加工质量的措施
先进复合材料的研发历史相对来说比较年轻,但是进步十分明显,虽然机械加工技术等方面的理论研究还不是很完善,但是非常多的对实践应用的研究已经走到了前面,同时获得了不错的成效[9]。
首先更高速的切削对复合材料的加工质量提升非常大。我们从金属切削原理能够比较清晰的了解到,进给量越小则切削力越小,加工表面的质量也就能相应的提高。这种加工技术同样适用于复合材料的切削[7]。有人在高速钻削技术领域开展了相效的研究,并且针对性研制的数控高速钻削试验台能够达到24000r/min的转速钻进行切,进给速度为24-1440mm/mm之间,测试结果说明了,高速钻削对复合材料孔加工的质量有非常显著的提升,同时其也是复合材料高质量加工的一个研究方向。其次先进刀具的发展也是提升复合材料加工质量的重要措施。在实践应用里面,刀具很不耐用,以及浪费,只有发展新型刀具才能提高使用时间与生产效率[10]。
6 结语
现阶段对纤维增强复合材料的机械加工技术的开发还处在刚刚开始的阶段,同时这也是一个新的研究领域,还存在不少的问题需要进一步研究,随着复合材料在实际中不断的普遍使用以及各种机械技工技术的持续改进,纤维增强复合材料的加工技术也会迎来大规模的进步。
参考文献
[l]王昌赢,文亮,明伟伟,等.碳纤维增强复合材料铣削加工技术研究进展[J].航空制造技术,2015,(14):76-80.
[2]李志强,樊锐,陈五一,等.纤维增强复合材料的机械加工技术[J].航空制造技术,2003,(12):34-37.
[3]李小波,孙树凯.芳纶纤维增强复合材料的机械加工实例研究[J].化工设计通讯,2019,45(6):47,62.
[4]于长有,纤维增强复合材料的机械加工技术研究[J].科技与创新,2015,(24):149,151.
[5]解美婷,纤维增强复合材料的机械加工技术研究[J].黑龙江科技信息,2016,(30):65.
[6]陈燕,葛恩德,傅玉灿,等.碳纤维增强树脂基复合材料制孔技术研究现状与展望[J].复合材料学报,2015,32(2):301-316.
[7]单晨伟,吕晓波.碳纤维增强复合材料铣削和钻孔技术研究进展[J].航空制造技术,2016,(15):32-41.
[8]刘刚,张恒,王亚飞,等,碳纤维增强复合材料螺旋铣孔切削力及加工质量研究[J].复合材料学报,2014,31(5):1292-1299.
[9]史振宇,崔鹏,李鑫,等.基于纤维增强复合材料的超声振动辅助加工技术综述[J].表面技术,2019,48(1):305-319.
[10]胡宝刚,杨志翔,杨哲.复合材料后加工技术的研究现状及发展趋势[J]宇航材料工艺,2000,30(5):24-27,31.
猜你喜欢
佛山陶瓷(2022年1期)2022-02-19
科学与财富(2021年33期)2021-05-10
科学与财富(2020年4期)2020-05-06
航空模型(2016年10期)2017-05-09
航空知识(2017年2期)2017-03-17
哈尔滨理工大学学报(2016年2期)2016-09-12
纺织导报(2015年8期)2015-12-31
国外科技新书评介(2015年5期)2015-07-29
城市建设理论研究(2012年22期)2012-09-06
西安交通大学学报(2009年12期)2009-02-08