特高压输电线路1250mm2大截面导线液压施工方法
2019-10-11 04:02张春虎
科技视界 2019年22期
张春虎

【摘 要】±1100千伏特高压直流输电线路工程昌吉至古泉段采用1250mm2的大截面导线技术方案,其施工工艺非常复杂,为了保证施工质量,工程中采用了大吨位液压设备以及辅助压接平台和新压接工艺等技术措施,通过本工程,我公司积累了此类复杂工程的施工经验。
【关键词】输电线路;大截面导线;耐张管;液压
中图分类号: TM75 文献标识码: A 文章编号: 2095-2457(2019)22-0046-002
DOI:10.19694/j.cnki.issn2095-2457.2019.22.019
1 工程概况
我公司负责宁2标段,也即昌吉至古泉段±1100kV特高压直流输电工程,主要技术参数如下:线路长度为85.484千米,其中共用杆塔为159基。采用断面为1250mm2的导线具有重要的技术优势,也即将大大提高线路的输送容量;另外,为了保证施工质量,对大截面导线耐张管液压施工工艺进行了改进和优化,对施工方法进行了技術创新,使得耐张管的压接质量得到了提升。
2 导线及液压管技术参数
2.1 导线采用JL1/G2A-1250/100型钢芯铝绞线,技术参数如表1。
2.2 耐张液压管技术参数如表2、图1。
3 液压施工机具准备及要求
(1)1250mm2大截面导线液压机具采用300吨液压机,压模压力值不小于100MPa,耐张管钢模采用G36压模,铝管都采用L80压模。
(2)模具的对边距应满足S=0.866×D(D为钢管或铝管外径)。
(3)由于压接管长度大,在首次试验压接时铝管都发生了较为显著的弯曲变形,并且一部分铝管的弯曲变形已经超出了规范中优良的标准。针对这个现象,专门研发了一个专门辅助压接平台,借助于这个平台,可以有效控制液压管的弯曲变形。
4 耐张管液压施工步骤及方法
4.1 耐张钢锚穿管方式
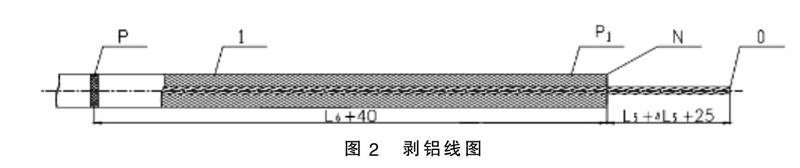
4.1.1 剥铝线
如图2:
(1)用钢尺实测钢锚压接部位长度L5、铝管长度L6。钢管伸长量△L5约为L5的18%。
(2)将钢尺自导线端头0作为参考的基准点,向内量DL5+ΔL5+25标记为N点,L5+ΔL5+45标记为P1点,L5+ΔL5+L6标记为P点,P点用卡箍或绑线将导线扎牢。
(3)安装时用耐张管铝管套入,套入方向为顺铝线绞制方向,并且向内旋转推入直到露出铝线端头为止,最后P1用点用卡箍或绑线将导线扎牢。
(4)在N处切断铝线。剥最内层铝股到1、2处停止,并对导线端头处做倒角处理,这样便于穿管操作,最后对剩余的1/2线用手掰断,以避免钢芯受损。
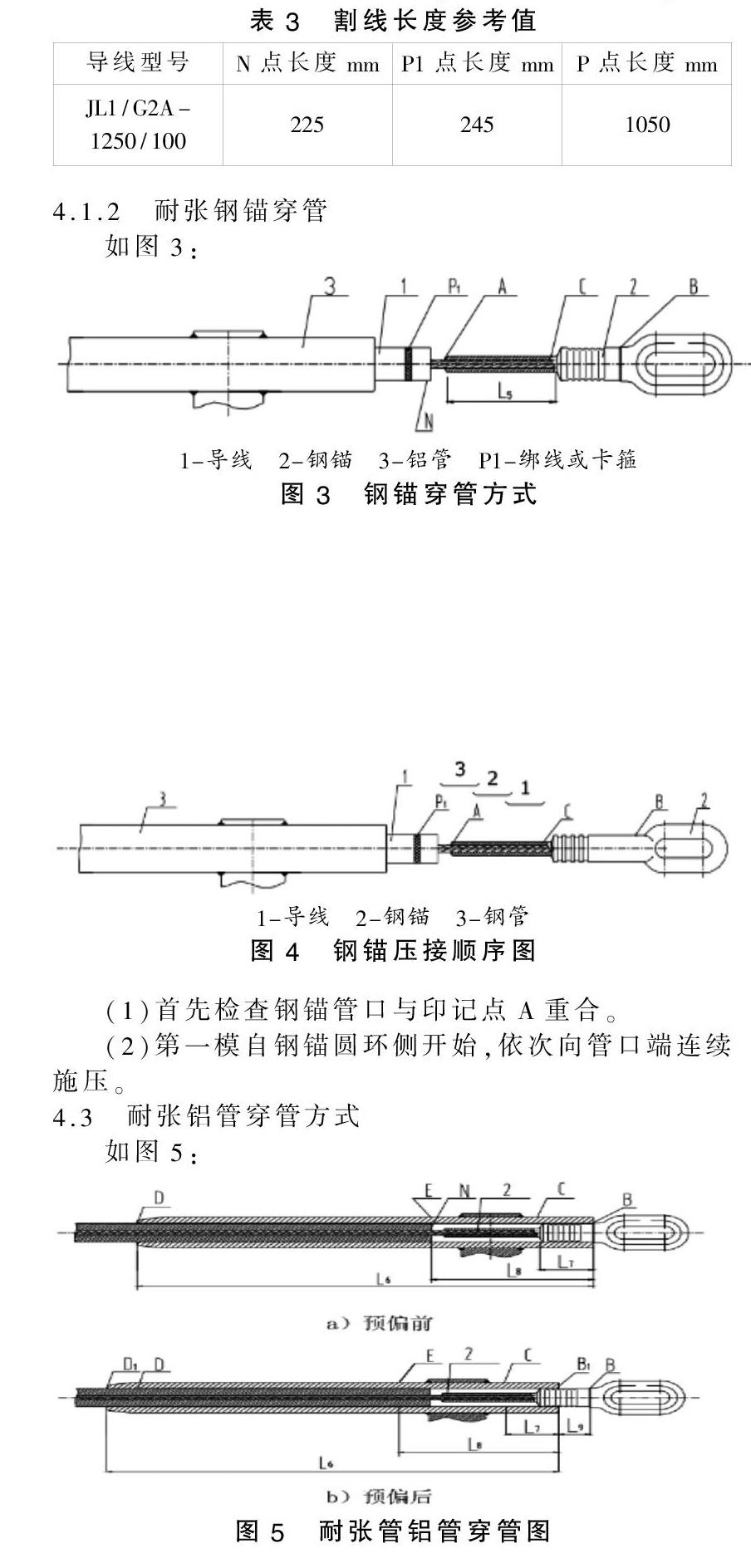
4.1.2 耐张钢锚穿管
如图3:
(1)清除钢芯表面残留物,保持原绞制状态。
(2)钢芯从端部开始向内量取OA=L5做标记,再将钢锚穿入,穿入时应顺绞线绞制方向旋转推入至管底,管口与A处重合。
4.2 耐张钢锚的压接部位及操作顺序
如图4:
(1)首先检查钢锚管口与印记点A重合。
(2)第一模自钢锚圆环侧开始,依次向管口端连续施压。
4.3 耐张铝管穿管方式
如图5:
(1)压好钢锚之后,将铝管穿入至钢锚极限位置处做一标记B。
(2)将耐张管钢锚压接末端处记为C,测量BC长度为L7,测量B至铝线端头之间的距离BN的长度L8。
(3)将铝管顺铝线绞制方向,向耐张管钢锚端旋转推入至绑线或卡箍处,松开绑线或卡箍P,继续推入直至耐张线夹铝管耐张侧管口与B重合为止,在导线侧管口导线上作标记D。
(4)画押接印记。从耐张管铝管上从钢锚侧管口向内量L7并作标记C,从钢锚侧管口向内量L7并作标记E。
(5)预偏。从D点向导线量取L9(预偏量)标记为D1,将铝管管口从D点调整到D1,在耐张管钢锚侧耐张铝管管口导线上作标记B1。
铝管穿管预偏值L9参考值为45mm。以试件压后实测值为准进行调整。
(6)耐张管钢锚环与引流板相对方位确定。
4.4 耐张铝管的压接部位及操作顺序,基于倒压方式(图6):
(1)检查铝管管口与定位印记D1、B1重合。
(2)检查铝管上不压区定位印记C、E标记完好。
(3)检查引流板与钢锚相对方位无误。
(4)第一模从铝管拔梢端管口D1处开始,连续压至同侧标记点E。
(5)隔过不压区后,用量尺核对钢锚凹槽端头与C点是否重合。若存在误差,则从新印记点起施压至端头。
5 质量及工艺要求
(1)液压时的油压力标准值为100MPa。
(2)量尺画印的定位印记,画好后应立即复查,以确保正确无误。
(3)液压管压后用精度不低于0.1mm的游标卡尺测量压后对边尺寸,对边距尺寸S的最大允许值如下铝管69mm,耐张钢管31.16mm。
(4)压后铝管不应有肉眼即可看出的扭曲及弯曲现象,弯曲度不得大于2%,有明显弯曲时应校直,校直后不应出现裂缝。飞边、毛刺及表面未超过允许的损伤,应锉平并用不粗于0#砂纸磨光。
6 试件拉力试验及结论
在架线施工前要用此措施规定的施工工艺制作检验试件,具体是将接续管与耐张线夹做成一根试件,为避免离散性,此试件数量不得少于3;另外,试件的握着力均不应小于导线设计计算拉断力的95%。若遵守此措施可以完全满足施工质量,最后借助于辅助压接平台,压接管的弯曲变形得到了有效的控制,结果表明此工法可以保证大截面导线压接施工质量。
【参考文献】
[1]《输变电工程架空导线及地线液压压接工艺规程》(DL/T5285-2013).
[2]《大截面导线压接工艺导则》(Q/GDW1571-2014).
[3]《±800kV架空送电线路施工及验收规范》(Q/GDW 1225-2014).
[4]《±800kV架空送电线路施工质量检验及评定规程》(Q/GDW 1226-2014).
猜你喜欢
重型机械(2020年2期)2020-07-24
石油化工建设(2018年2期)2018-07-11
凿岩机械气动工具(2016年2期)2016-11-11
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
石油化工建设(2015年6期)2015-12-01
凿岩机械气动工具(2014年2期)2014-03-01
河南科技(2014年14期)2014-02-27