
二氧化硅/瓷土颜料涂布纸的制备
2019-10-09 05:19赵恬徐彦明
今日印刷 2019年9期
赵恬 徐彦明

使用二氧化硅和瓷土作为涂布液颜料,通过改变二氧化硅和瓷土的配比制备了4组涂料进行涂布,在此基础上增大压光压力,探索颜料配比与压光压力对喷墨印刷纸张、印刷成像质量的影响。探索发现了在实验指定的4个压光压力下,压光压力越大则喷墨印刷效果越好。此外,结果表明涂料颜料二氧化硅与瓷土的配比为80︰20,压光压力为80N/mm时,纸张的平滑度较为理想,色域面积较广,印刷实地密度最大,文字清晰度最高。
随着喷墨印刷机的普及和喷墨印刷产品的广泛应用,人们对喷墨印刷纸张的纸张性能以及清晰度、呈色质量等印刷性能方面越来越重视。颜料涂布纸的实质是在原纸表面覆盖一层微孔网络状的墨水吸收层,墨水在颜料涂布纸上形成文字和图像的过程中,涂层起着关键性的作用,因此了解喷墨印刷颜料涂布纸的涂层特性能对实际生产有重要作用。而涂布压光整饰过程可以使纸张取得比较高的平滑度和均匀的油墨吸收性以获得良好的印刷效果。
二氧化硅是一种应用广泛且重要的白色颜料,比表面积大,孔隙度高,在涂层中可形成强大的吸墨和固墨网络。瓷土同样是应用极广泛的涂布纸颜料,是一种含结晶水的硅酸,片状瓷土制成的涂料流动性好,涂于纸面且经压光整饰后可以平行地排列于纸面,达到高的平滑度、光泽度和不透明度。本文选用二氧化硅/瓷土复合颜料,加以助剂配备涂布液,探索颜料配比与压光压力对喷墨印刷纸张、印刷成像质量的影响。
实验
1.材料与仪器
主要材料有二氧化硅,天津碧橙蓝生物科技有限公司;瓷土,天津康科美科技有限公司;分散剂聚丙烯酸钠,南通市化工有限责任公司;消泡剂,德国汉高公司;保水剂羧甲基纤维素(CMC),天津市福晨化学试剂厂;固色剂PDADMAC,杭州绿兴环保材料有限公司;原纸(93g/m2),亿王纸业有限公司。
主要仪器有旋转式黏度仪NDJ-4,上海精密科学仪器有限公司;涂布机CU5/200,德国Sumet-Messtechnik公司;压光机,CA5/200,德国 Sumet-Messtechnik公司;接触角测定仪AST,极科有限公司;全自动色差仪SC-100,北京康光光学仪器有限公司;电脑测控平滑度仪,四川长江造纸仪器有限责任公司;爱普生喷墨印刷机C4800,爱普生公司;分光色度计X-Rite 528,美国爱色丽色彩仪器公司;爱国者数码观测王GE-5,深圳市汉普检测仪器有限公司。
2.实验步骤
①颜料的分散
二氧化硅的分散:称量二氧化硅与水质量比为18︰82。先将一定量的分散剂溶于水中,在研磨机低速下分散,待其充分溶于水中后开始缓慢加入二氧化硅粉末,在二氧化硅完全分散于水中后,将研磨多用机的电压调节至250V继续高速分散2小时。制备出质量分数为18%的二氧化硅颜料待用。
瓷土的分散:称量瓷土与水质量比为60︰40。先将一定量的分散剂溶于水中,在研磨机低速下分散,待其充分溶于水中后开始缓慢加入瓷土,在瓷土完全分散于水中后,调节研磨机的电压为300V高速分散2小时,用过滤网过滤,制备出质量分数为60%的瓷土颜料待用。
②胶黏剂的溶解
称量PVA与水的质量比为15∶85,置于烧杯中静置半小时,然后置于电热恒温水浴锅中以90℃水浴加热,使用恒速搅拌器攪拌3小时至PVA的状态呈无色透明状时停止加热。为避免PVA自然冷却结膜,需继续搅拌使PVA冷却至室温即可使用,制备出PVA溶液质量分数为15%。
③涂料的配制
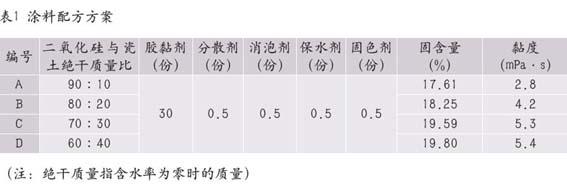
涂料配方方案见表1,按照表1所示配比混合颜料、胶黏剂及助剂制备涂料,高速搅拌混合30分钟使涂料均匀。经过滤后,配置质量分数30%的氢氧化钠溶液调节涂料pH为9~10,保存待用。
④涂布及压光
涂布机参数为计量棒压力2N,辊间压力50N,刮刀角度为18°,刮刀力10N,涂布完成以后的干燥温度为100℃,干燥时间为60s。在用重物施压2~3天后进行压光处理。压光机的参数设定为,压光速度5m/min,压光温度28℃,改变压光压力分别为50N/mm、60N/mm、70N/mm、80N/mm。
颜料涂布纸张性能测试
1.纸张平滑度测试
使用电脑测控平滑度仪,利用空气泄漏法测定纸张平滑度。
2.纸张接触角测试
接触角测定仪测定纸张接触角,捕捉液滴在纸张表面上的图像并标出角度。
3.喷墨印刷质量测试
①实地密度。用分光色度计X-Rite测量印刷样张中的黑、黄、品、青四色的100%网点色块处的颜色密度。
②色域。采用分光色度计X-Rite测量红、绿、蓝、黄、品、青六色的实地网点的X、Y值(100%网点面积率),做出色域图。
③文本清晰度。对喷墨阴文、阳文后所呈现的效果进行主观评价。
结果与讨论
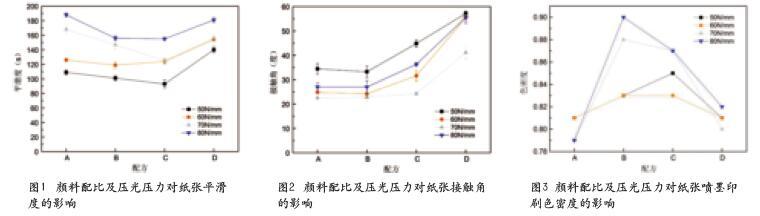
1.颜料配比及压光压力对纸张平滑度的影响
不同颜料配方和压光压力的纸张平滑度数据见图1。从图中可以看出在同一压光压力下,随着二氧化硅的减少和瓷土的增加,纸张平滑度呈现先降低后升高的趋势。这是因为二氧化硅和片状的瓷土颗粒呈不同形状,需要寻找合适配比使得颜料颗粒平整排列。同时随着压光压力的增大,涂布纸的表面间隙缩小,纸张紧度变大,平滑度明显升高。
2.颜料配比及压光压力对纸张接触角的影响
由杨氏润湿方程知,固体/气体界面能越大,即固体表面能越高,接触角越小,表面越容易被润湿。二氧化硅具有高孔隙率和比表面积,它对水分有很强的亲和力。因此在图2中,随着二氧化硅的减少和瓷土的增加,涂层表面自由能减小,纸张的接触角逐渐增大。
在压光压力为70N/mm前后,接触角呈现先降后升的趋势。这是由于压光压力的增大使纸张更为平滑,液体与纸张之间有较好的接触,接触角减小。而当压力增大到一定程度时,纸张表面较强的成膜作用又使其抗水性增强,接触角增大。
3.颜料配比及压光压力对纸张喷墨印刷质量的影响
①颜料配比及压光压力对纸张喷墨印刷色密度的影响
在网点面积率为100%阶调处,青色色密度数据如图3所示。由图可明显的看出,颜料B配方即二氧化硅与瓷土绝干质量之比为80︰20时纸张喷墨的色密度值较大,纸张接受油墨的效果较好。在压光压力方面,随压力的增加,表面孔隙率减小,紧度和平滑度增大,油墨渗透更为均匀,青色色密度值呈上升趋势。
②颜料配比及压光压力对纸张喷墨印刷色域的影响
色域图的大小可以直接反映纸张的印刷质量。色域越大,颜色范围越广,可以表现颜色的数量就越多。图4呈现了在50N/mm、60N/mm、70N/mm、80N/mm压光压力下的不同颜料配比对纸张喷墨印刷色域的影响,在不同压力下表现为二氧化硅与瓷土的配比为80︰20和60︰40时,纸张的色域图较大,纸张可呈现色彩再现范围较大。图5所示为同一颜料配比下,色域范围随压光压力的变化。由图可知,在选定的4个压光压力条件下色域范围随着压光压力的增大而变大,在压光压力为80N/mm时色域面积范围最大,4个配方均呈现同样的趋势。
③颜料配比对纸张喷墨印刷文字清晰度的影响
由以上平滑度、色密度以及色域的实验数据结果可知,用较大的压光压力做整饰时的纸张及其喷墨印刷后效果较为理想。因此在此选用80N/mm的压光压力,探讨不同颜料配比对纸张喷墨印刷文字清晰度的影响。图6从左到右依次为涂料中二氧化硅与瓷土颜料的比例分别为60︰40、70︰30、80︰20、90︰10时纸张喷墨印刷阳文和阴文的实际结果。可以看出在二氧化硅與瓷土比例为80︰20时的阴阳文本清晰度最高,油墨渗化作用最弱,效果最好。
结语
纸张的平滑度和接触角等性质对纸张喷墨印刷效果起着重要作用。在一定程度上,较小的接触角更利于纸张的印刷。随着压光压力的增大,纸张平滑度提高,则印刷过程中小网点就不易丢失,可以有效地保证图片文字的层次丰富、色彩再现良好。通过对纸张喷墨印刷后的实地密度、色域、文字清晰度等的研究得知,最优方案是涂料颜料二氧化硅与瓷土配比为80︰20,压光压力为80N/mm,所呈现的喷墨印刷效果最好。
责任编辑:李倩 liqian@cprint.cn
猜你喜欢
陶瓷(2022年6期)2022-06-23
合成树脂及塑料(2021年2期)2021-01-09
大众科学·中旬(2020年5期)2020-06-29
造纸信息(2019年7期)2019-09-10
上海包装(2019年4期)2019-08-30
——连续式钢制电锥瓷土加工线
陶瓷(2019年7期)2019-07-30
中国造纸(2012年2期)2012-11-22
造纸化学品(2012年5期)2012-09-19
陶瓷(2012年8期)2012-08-15
天津造纸(2012年2期)2012-01-06
