江西省赣东某低品位钼矿工艺矿物学与选矿试验研究
2019-09-26 06:25吴师金刘庭忠黄六老陈昊庆
世界有色金属 2019年15期
吴师金,刘庭忠*,黄六老,陈昊庆
(江西省地质调查研究院,江西 南昌 330030)
钼具有强导电性和强导热性、膨胀系数小的特殊性能,是冶金、电气、化工、航空和航天等制造业不可缺少的原料。钼在颜料、燃料、涂料、陶瓷、玻璃、农业肥料等方面也有广泛的用途。通过对江西赣东某低品位钼矿开展选矿试验,为矿山经济评价和合理开发利用奠定基础。
1 矿石性质
1.1 矿石成分分析
该矿石中含钼0.0795%,是选矿回收的主要对象,其他伴生有益元素均未达到综合利用工业指标。矿石中的钼主要以硫化矿物形式存在。原矿多元素分析结果见表1。

表1 原矿多元素分析结果(%)
1.2 矿石矿物成分及主要矿物特征分析
该矿石中主要金属矿物为辉钼矿,其次为少量的黄铁矿,还有微量的磁黄铁矿、辉铋矿、方铅矿等;非金属矿物有长石、石英、白云母、黑云母、绿泥石、萤石、锡石、磷灰石等。辉钼矿为该矿中主要有用矿物,其嵌布粒度属中细不等粒嵌布,板片长2.5mm~5.5mm,宽(厚)0.025mm~0.25mm结晶粗大者常常呈他形晶板片状或弯曲板片状分布于石英脉中或花岗岩中。厚仅约0.005mm~0.015mm结晶细小者则多以鳞片状、星散浸染状出现在黑云母片岩内(图1~图4)。
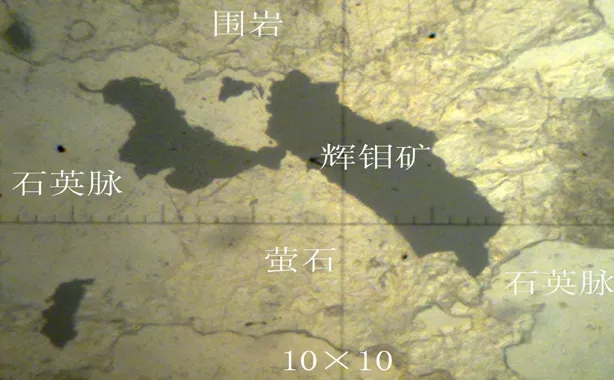
图1 石英脉中呈板片状、弯曲片状的辉钼矿及萤石
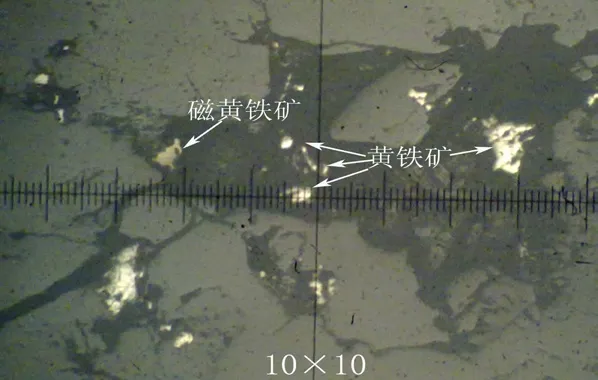
图2 呈星散浸然状产出的黄铁矿及少量磁黄铁矿

图3 石英脉中的辉钼矿,围岩为黑云母片岩

图4 黑云母片岩中的板片状及星散浸染状辉钼矿
2 选矿试验
2.1 试验方案的选择与确定
辉钼矿具有良好的天然可浮性,具有较好的富矿比。国内外基本上是采用浮选从矿石中回收辉钼矿[1,2],针对该矿的矿石性质特点,确定采用浮选法回收矿石中的钼。
试验主要设备:磨矿采用XMQ-200×90锥形球磨机,粗精矿再磨采用XFD-70型三辊四筒捧磨机,粗选采用XFD-63型3升单槽浮选机,精选采用XFD-63型0.5升单槽浮选机和挂槽式浮选机。
2.2 粗选条件试验
拟定图5所示浮选流程开展条件试验。

图5 条件试验流程
2.2.1 磨矿细度试验
磨矿细度是影响选矿指标和选矿成本的重要因素之一。为此,在固定捕收剂煤油及起泡剂二号油用量的条件下进行粗选磨矿细度试验。
试验结果显示,随着磨矿细度的增加,所获得的粗精矿的产率逐渐增加,粗精矿中钼的品位逐渐下降,粗精矿中钼的回收率变化不大。从经济成本和钼品位考虑,选择-200目含量为50.43%的磨矿细度较为合适。
2.2.2 煤油用量试验
矿石的自然类型为片岩型石墨矿,主要含矿岩石类型是含石墨斜长角闪片岩,其次为含石墨大理岩。区内石墨片径均大于0.001mm,矿石的工业类型为晶质石墨矿。
为了考查捕收剂煤油用量对选别指标的影响,在固定磨矿细度为-200目含量50.43%的条件下,进行煤油用量试验。
试验结果显示,随着煤油用量的增加,所获得的粗精矿产率逐渐增加,粗精矿中钼品位变化不大,粗精矿中钼的回收率有较大提高,当煤油用量达40+20g/t时,继续增加煤油用量,粗精矿中钼的回收率基本维持在92%左右,故选择煤油用量为40+20g/t较为合适。
2.2.3 二号油用量试验
为了考查起泡剂二号油用量对选别指标的影响,在固定磨矿细度为-200目含量50.43%、煤油用量为40g/t的条件下,进行二号油用量试验。
试验结果显示,随着二号油用量的增加,所获得的粗精矿产率逐渐增加,粗精矿中钼品位逐渐降低,粗精矿中钼的回收率有较大提高,当二号油用量达48+24g/t时,继续增加二号油用量,粗精矿中钼的回收率基本维持在92%左右,但由于二号油用量48+24g/t时上浮泡沫较为稀疏,造成刮泡困难,故选择二号油用量72+36g/t较为合适。
2.3 粗精矿精选试验
根据镜下观察,粗精矿产品中除含辉钼矿外,还含较多的脉石矿物及少量的黄铁矿、雌黄铁矿等。为排除脉石矿物和少量的硫化矿物,以获得更高品质的钼精矿产品有必要进一步开展精选试验[3,4]。
2.3.1 粗精矿直接精选试验
2.3.2 粗精矿再磨精选试验
为获取品质更好的钼精矿,我们对粗精矿进行了再磨精选试验,获得产率为0.105%,钼品位为51.98%,钼回收率为70.87%的钼精矿。选别效果较为理想。
粗精矿直接精选和再磨精选试验结果表明,粗精矿经过再磨后精选所获得的钼精矿无论是钼品位还是钼的回收率均要优于粗精矿直接精选所获得的钼精矿。
2.4 开路流程试验
在粗选条件试验及粗精矿精选试验的基础上,进一步开展“一粗一扫再磨三精选”的开路流程试验,试验结果见表2。

表2 开路流程试验结果
从表2试验结果可看出,原矿通过开路试验获得的钼精矿产率为0.118%,其中钼品位为52.41%,钼精矿中钼的回收率为80.05%,选别指标较好。
3 结果与探讨
(1)该矿原矿中钼含量较低,辉钼矿属中细不等粒嵌布,解离性尚好,通过“一粗一扫三精”的浮选工艺可以获得较好的选别指标,钼的富集比高达659倍。
(2)该矿中有部分辉钼矿及少量的黄铁矿和雌黄铁矿呈星散浸染状分布于黑云母片岩中,在选别过程中难以回收及除杂,直接影响钼精矿品质的进一步提高。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
矿产保护与利用(2021年4期)2021-10-26
矿冶工程(2020年6期)2021-01-30
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
商品与质量(2020年23期)2020-11-26
中国金属通报(2020年5期)2020-06-02
矿产保护与利用(2020年6期)2020-03-04
百科知识(2017年21期)2017-12-05
北京航空航天大学学报(2016年5期)2016-11-16
载人航天(2016年5期)2016-10-19