680m3超大型浮选机工业试验的流程考查分析
2019-09-24 09:42:04王诚华
铜业工程 2019年4期
王诚华
(江西铜业集团有限公司 德兴铜矿,江西 德兴 334224)
1 引言
由于新型药剂的发展比设备的发展慢很多,因此,选厂把重点放在发展应用新型和大型设备上,比如浮选柱、大型浮选机等[1]。大型浮选设备具有安装台数少、占地面积小、易于自动控制、基建投资费用少、单位槽容积安装功率小、综合经济效益高等突出优点。近20年来,国内外大型浮选装备得到了迅猛发展和工业应用,极大的提高了资源利用率,取得了很好的效果[2-4]。
某铜矿属特大型低品位斑岩型铜矿,建矿生产以来,该矿一直是推广应用大型浮选新设备和新技术的践行者。KYF-130m3大型浮选机在选厂的应用大大提高了矿山的经济效益,但随着矿石开采的不断深入,入选矿石变得难磨,铜品位降低,选厂整体回收率呈下降趋势。生产实践表明约15%左右的铜以粗粒级贫连生体损失在一段尾矿中。北京矿冶科技集团有限公司40m3非常规粒级CGF浮选机在该铜矿尾矿厂回收二期一段粗颗粒尾矿,经过六年多的工程实践,取得较好的效果,也积累了丰富的经验,但处理量占一段尾矿总量的1/4左右,受限于处理能力,无法满足全部尾矿的处理需求,亟需开发超大处理能力的尾矿浮选装备技术。北京矿冶科技集团有限公司680m3超大型浮选机技术的成熟,对尾矿资源的大规模回收提供了契机。因此,通过前期技术论证分析,并对选厂一段现有流程进行技术改造,采用680m3浮选机进行了短流程尾矿再选回收铜的工业试验。稳定带矿试验前,对680m3选机进行了设备参数优化,并对浮选药剂条件进行了优化。条件优化后进行了为一期一个月的带矿工业试验,试验期间设备运行稳定可靠,试验指标达到了预期效果。流程考查可用于了解生产过程的详情,是发现问题揭露矛盾的一种手段,以便对考查的对象进行分析和评价[5-6],因此试验期间,为了详细了解浮选效果,特对一段粗扫选作业进行了流程考查,并重点分析了增加680m3浮选机后的试验效果。
2 流程改造
选厂一段浮选作业生产流程为一粗三扫流程,680m3浮选机尾矿再回收提升铜回收指标试验前,对生产流程进行了改造,在原一段浮选流程扫选最后一台130m3浮选机后增加一台680m3浮选机,680m3浮选机浮选粗精矿再磨后返回粗选作业,改造后试验流程如图1所示。
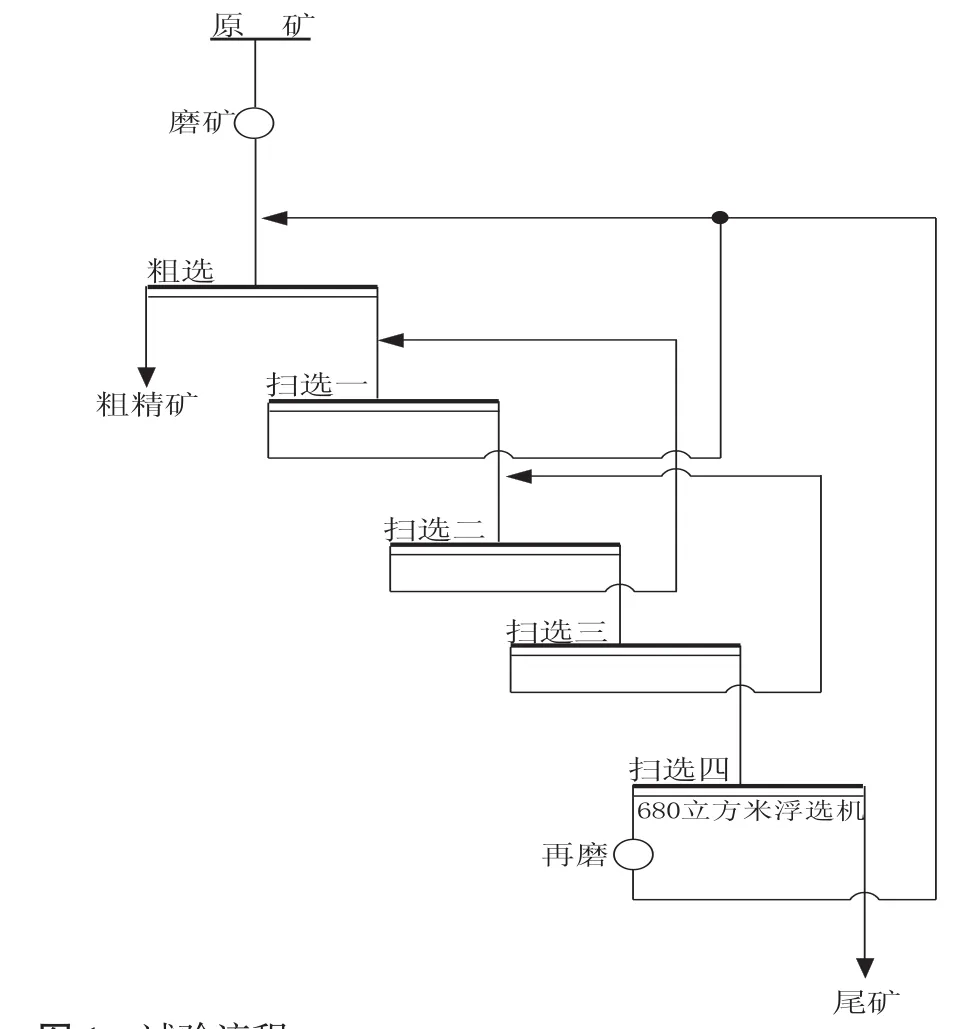
图1 试验流程
3 考查结果分析
浮选流程考查期间矿量处理正常,处理量为693.48t/h。流程考查期间流程较为稳定,符合流程考查要求。
3.1 考查指标
考查指标结果与当班指标结果见表1,数质量流程图见图2。
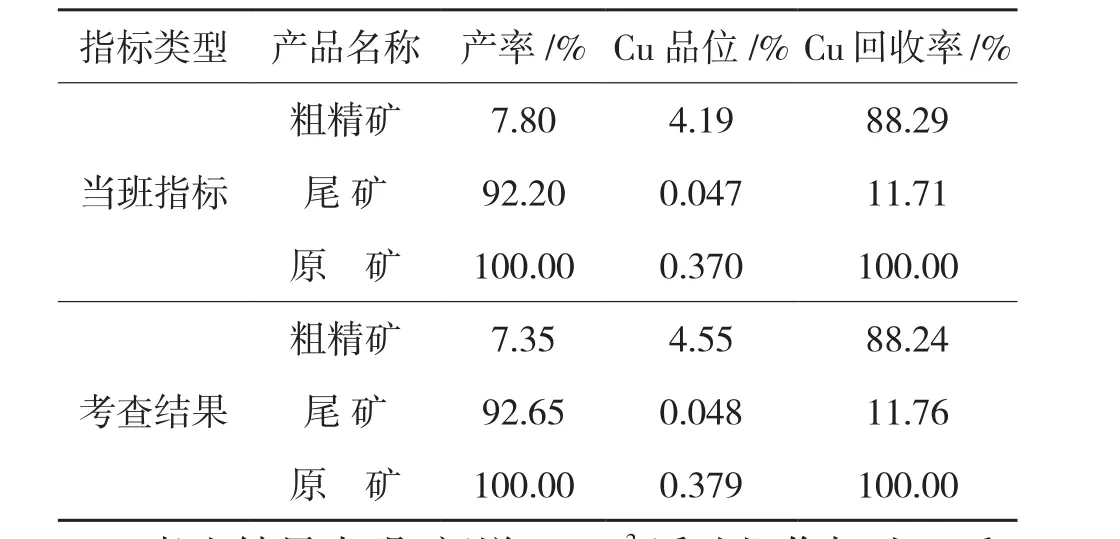
表1 考查结果
考查结果表明,新增680m3浮选机作扫选四后,其粗精矿返回粗选作业后生产流程稳定,指标波动小,一段浮选流程考查期间铜回收率为88.24%,粗精矿铜品位为4.55%,与流程考查期间当班指标一致。生产稳定以及指标波动小是本次工业试验期间获得良好指标的重要基础。
数质量结果表明:扫选三作业回收效果较差,铜回收率仅0.82%,而增加680m3浮选机作扫选四作业后,铜回收效果较为明显,680m3浮选机的铜回收率达1.65%;680m3浮选机的铜矿物富集效果明显,铜品位富集9.17倍,泡沫铜品位为0.495%,高于原矿铜品位0.379%,说明初定的680m3浮选机泡沫再磨后返回粗选作业较为合理。
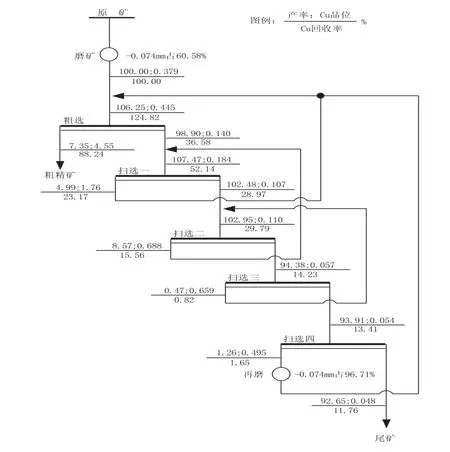
图2 流程考查数质量流程
3.2 浮选时间估算
根据考查数据,对各作业的实际浮选时间进行了估算,结果见表2。

表2 各作业浮选时间估算结果
粗、扫选作业的实际估算的浮选时间分别为5.99min、8.90min、6.11min、6.84min 和 17.97min。其中680m3浮选机的浮选时间(17.97min)与RTD测试结果(17.81min)基本一致,680m3浮选机浮选时间估算值(17.97min)为预估算值(20min)的89.85%,表明680m3浮选机设计合理,无明显短路死区现象,浮选时间达到设计预期要求。
3.3 考查产品筛析
流程考查结果表明,增加680m3浮选机作扫选四作业后,铜的回收效果较为显著,为了查明一段浮选中原矿中不同粒级铜的走向以及680m3浮选机(简称680)对铜的粒级回收情况,分别对浮选原矿、粗精矿、680给矿(即扫选三尾矿)、680精矿、680再磨精矿进行了粒级筛析,筛析结果见表3至表7。
浮选原矿筛析结果表明,浮选原矿磨矿细度正常,-0.074mm占60.58%;原矿中铜主要分布在-0.038mm粒级,铜金属分布率占59.65%;+0.125mm粒级铜分布率占10.32%,该粒级的铜矿物解离度较低,浮选时易于从气泡上脱落最终损失于尾矿中,粗精矿筛析结果也证明了这一观点,粗精矿产品中主要以细粒级铜为主,粗粒级铜的占有率较原矿降低。
680给矿筛析结果表明,680给矿中粗粒级的铜占有率较原矿明显升高,其中+0.125mm粒级铜金属占有率为42.22%,说明粗扫选作业130m3浮选机对粗粒级铜回收效果相对较差,在该浮选过程中粗粒级的连生体易于损失,扫选三作业铜回收率仅为0.82%也证明了这一点。而680精矿筛析结果表明,680m3浮选机对粗粒级的铜回收效果好,回收的铜主要以粗粒级为主,弥补了130m3浮选机的不足,其中+0.125mm粒级中的铜占680精矿的62.29%。680再磨精矿筛析结果表明,680精矿再磨后细度改善,细粒级中的铜占有率明显增加,其中-0.038mm粒级中的铜占有率由再磨前的15.24%增加至70.36%,而+0.125mm粒级中铜的占有率由再磨前的62.29%降至2.95%,再磨后铜矿物解离度的提高解决了680精矿直接返回粗选作业后因130m3浮选机对粗粒级回收效果差而重新损失的难题。
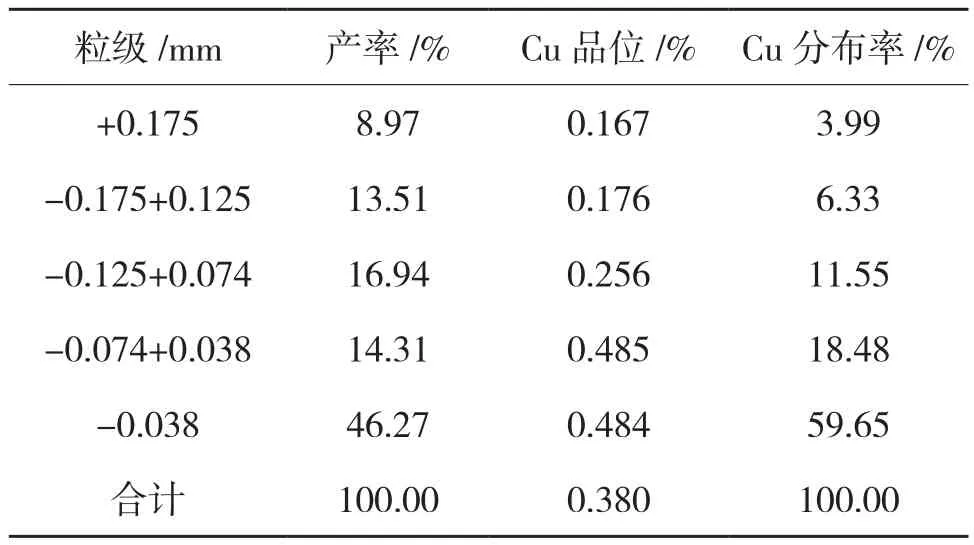
表3 浮选原矿筛析结果
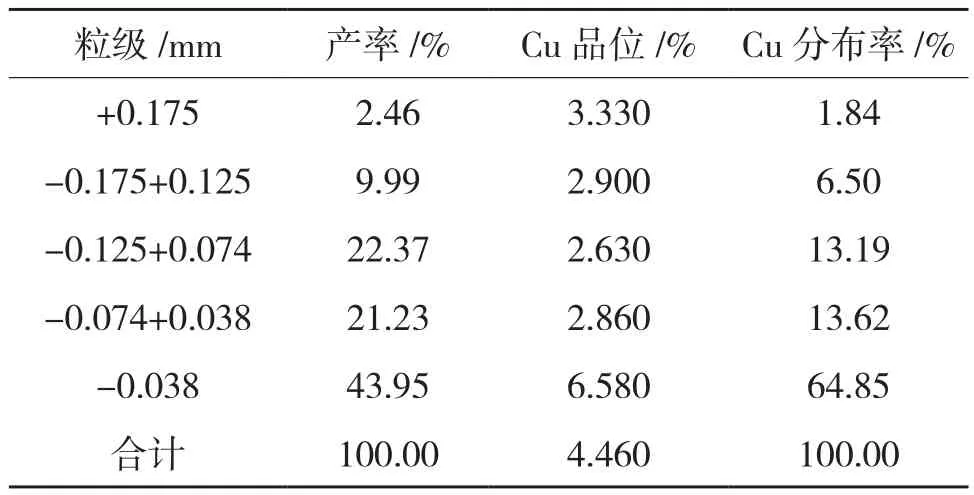
表4 粗精矿筛析结果

表5 680给矿筛析结果

表6 680精矿筛析结果
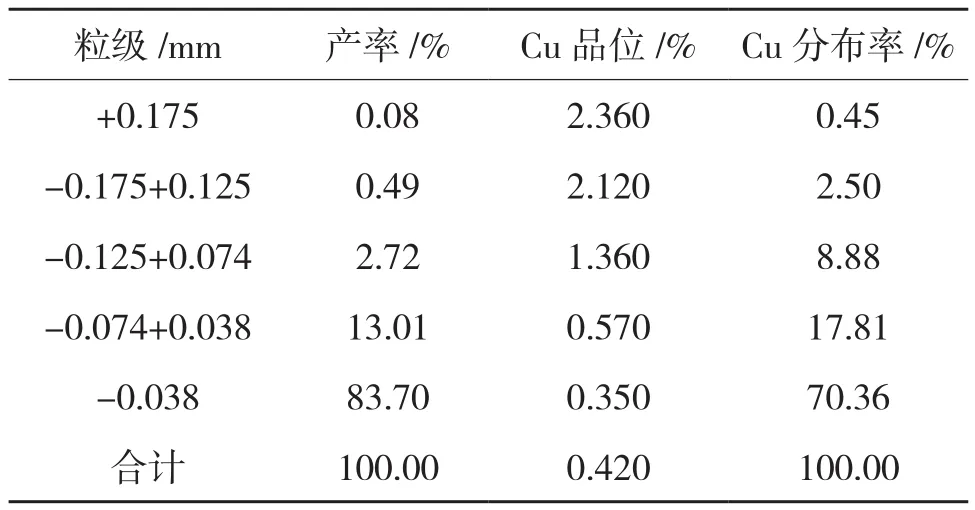
表7 680再磨精矿筛析结果
4 结论
(1)在原生产流程后新增680m3浮选机后,生产流程稳定,指标波动小,一段浮选流程考查期间获得了铜回收率为88.24%的良好指标。
(2)680m3浮选机的铜矿物富集效果明显,铜品位富集9.17倍,泡沫铜品位为0.495%,高于原矿铜品位0.379%,680m3浮选机泡沫再磨后返回粗选作业方案合理。
(3)680m3浮选机设计合理,无明显短路死区现象。浮选时间为17.97min,为预估算值的89.85%,达到设计预期要求。
(4)680m3浮选机对粗粒级回收效果明显。680精矿筛析结果,+0.125mm粒 级铜占有率为62.29%,而130m3浮选机尾矿+0.125mm粒级铜金属占有率为42.22%,说明680m3浮选机弥补了1303浮选机对粗粒级的铜回收的不足。
猜你喜欢
自动化与仪表(2023年9期)2023-09-25 08:40:42
矿山安全信息(2022年15期)2023-01-15 22:57:19
矿冶工程(2022年6期)2023-01-12 02:15:10
矿山安全信息(2022年23期)2022-11-24 20:40:35
选煤技术(2022年1期)2022-04-19 11:15:00
陶瓷科学与艺术(2021年8期)2021-10-15 06:53:58
科学技术创新(2021年22期)2021-08-16 11:17:48
装备制造技术(2021年4期)2021-08-05 07:39:18
钻井液与完井液(2019年4期)2019-10-10 01:56:56
世界有色金属(2018年12期)2018-01-30 05:12:25