
葛洲坝电站哈电机组定子改造定位筋挂装和下齿压板调整
2019-09-16 07:08易万爽张懿雄宫海鹏
水电与抽水蓄能 2019年4期
易万爽,张懿雄,宫海鹏,冉 旭
(中国长江电力股份有限公司,湖北省宜昌市 443002)
0 引言
自1981年葛洲坝首台机组并网发电至今,葛洲坝电站机组已运行30余年。为了更充分利用水资源、提高发电量,同时为了确保运行多年的设备安全稳定运行,决定对葛洲坝机组分批逐年进行机组的改造增容工作。改造后的机组结构以及机组定子机座部分结构分别如图1、图2所示。在进行葛洲坝电站发电机改造过程中,发电机定子部分改造工作主要是在保留并加强原有定子机座的基础上对定子铁心部分和定子线棒部分进行完全更新改造。其中,定子铁心部分的更新主要包括定子铁心硅钢片以及通风槽片的更换,定子铁心定位筋、铁心拉紧螺杆及其固定夹、定子铁心上下齿压板的更新。本文主要介绍、总结了定子铁心更新中定位筋的挂装工艺方法[1,3]和下齿压板调整等相关的关键工序。

图1 水轮发电机整体结构Figure 1 Overall structure of hydro generator
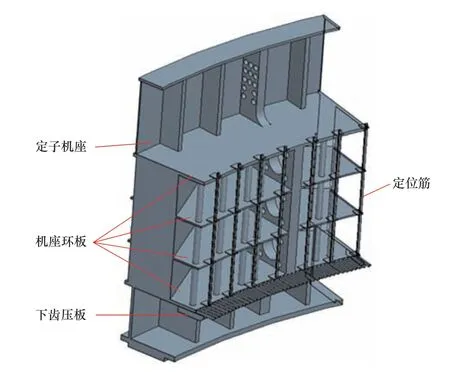
图2 发电机定子机座结构Figure 2 Structure of generator stator frame
1 基准筋挂装
定位筋作为固定铁心硅钢片的重要部件,将铁心硅钢片和定子机座环板连接起来。葛洲坝电站哈电发电机定子机座环板有4层,每根定位筋分别通过4块焊接在各层环板上的托块而被固定在定子机座上。
定位筋挂装不合格将影响铁心硅钢片的叠装质量[2]甚至造成硅钢片叠装失败,从而导致定子改造工作的中断。因此,在定位筋挂装过程[4]中,控制指标都是在0.01~0.10mm之间,这对定位筋的测量和调整工作提出了相当高的要求。
在基准筋挂装前应做好以下相应的准备工作:
(1)调好定子测圆架中心柱的中心与垂直度,测圆架的旋转水平值满足要求,并将测圆架底座固定牢靠,以防中心柱位置发生偏移,影响测量和调整结果。
(2)定子机座环板打磨清扫完毕,定子机座环板平面度已符合要求。
(3)已对所有到货定位筋的直线度、平面度进行逐一检查、校核。
选择一根直线度、平面度较好的定位筋作为基准定位筋,并利用托块C形夹、定位筋C形夹以及托块顶柱、小钢楔等工具将其固定在定子机座上。利用内径千分尺测量基准筋的半径直至满足要求;通过架设百分表的方法测量基准筋的扭斜直至满足安装要求;通过搭设铅垂钢琴线的方法测量定位筋的径向和周向垂直度直至满足安装要求[5]。基准定位筋挂装示意图如图3所示。
具体调整方法总结如下:
(1)将基准筋固定在机座环板上。
(2)利用内径千分尺,测量定位筋第二环、第三环处的绝对半径。
(3)根据实际测得的数据,按照半径的标准,在定位筋第二环、第三环处利用测圆架监测调整量,用小锤轻轻敲击第二环、第三环定位筋的托块,将第二环、第三环环的半径调到满足要求的范围内。
(4)用测圆架上架设的百分表在机座第二环、第三环处测量定位筋的半径和扭斜值,两边的扭斜值不应超过规定范围。
(5)在定位筋的半径方向和左右一侧的圆周方向分别挂一根钢琴线,分别测量第二环、第三环定位筋的径向垂直度和周向垂直度。两环处径向垂直度的偏差应该和百分表读数或者测量的绝对半径的偏差一致;根据周向垂直度来调整托块。
(6)测完垂直度之后,通过径向敲击托块来调整径向垂直度。在定位筋周向第二、三层环板上架设两块百分表来检测周向调整的量。根据需要调整的方向沿圆周(切线)方向敲击托块(调整第三环托块时,旋紧定位筋在第二环处的托块与环板之间的顶柱)观察两块百分表的读数,直到定位筋的周向垂直度满足要求[7]。
(7)调好周向垂直度之后,继续复测径向垂直度、绝对半径以及扭斜值,直到所有的这些都满足要求为止,并对托块进行初次点焊固定。

图3 基准定位筋及其挂装示意图Figure 3 Schematic diagram of datum keybars mounting
2 大等分筋的挂装调整
在基准筋调整合格验收之后,将定子在圆周方向均匀等分,并将大等分定位筋挂装在定子机座环板上。利用定子测圆架将大等分定位筋的半径和扭斜值调整至合格区间内。从已调整好的基准筋开始,分别向两边依次测量第二环和第三环大等分定位筋之间的弦距值,计算得到第二环和第三环弦距的平均值。
重复从基准定位筋开始向两边逐个测量,并调整大等分定位筋之间弦距到平均弦距附近,调整弦距时每根大等分筋要兼顾定子测圆架架百分表测得的半径和扭斜都符合要求。其中,弦距的调整通过周向锤击定位筋托块来实现,半径扭斜的调整通过径向敲击托块来实现。调整时,定子机座环板的第二、三环处的托块顶柱要顶紧,以防止调整时定位筋偏离调整方向。
在从基准定位筋分别向两侧调整到相遇的最后一根大等分定位筋时,通过最后一根大等分筋的调整,要实现该根筋左右两侧的两个弦距相等且弦距数值等于之前所有大等分筋之间的弦距值。否则需要重新从基准筋开始,逐个大等分筋调整弦距,直至调到最后一根大等分筋时左右两侧的弦距相等,且与其他大等分之间弦距相等。
依次重复以上工作,直至所有大等分定位筋的半径、扭斜和弦距同时满足挂装规范要求为止。各项数据调整合格后进行点焊,冷却后重复测量确认数据仍在要求范围内。托块点焊顺序以及点焊方位会对定位筋的扭斜和弦距产生一定影响,因此可以通过焊工点焊工艺来适当调整那些定位筋数据靠近临界要求的大等分筋。
大等分定位筋挂装示意图如图4所示。
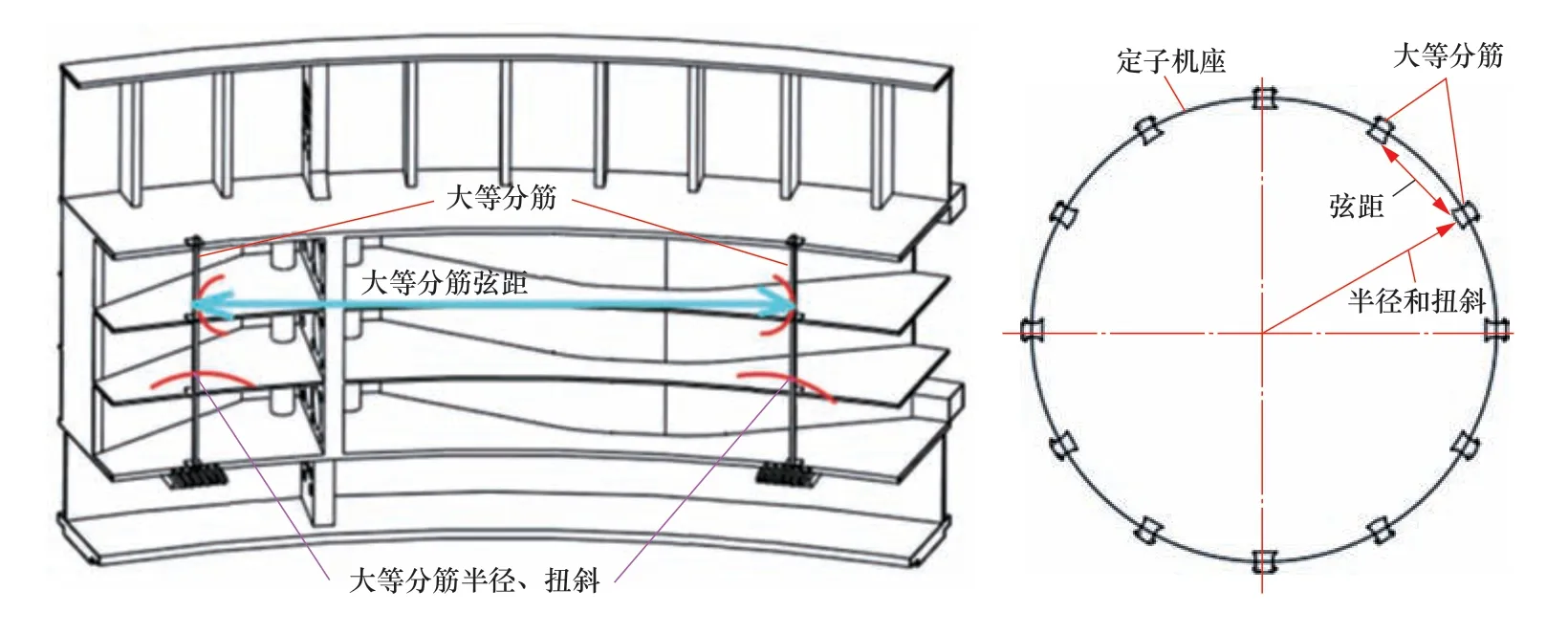
图4 大等分定位筋及其挂装示意图Figure 4 Schematic diagram of greater equivalent keybars mounting
3 小等分筋的挂装调整
在大等分定位筋调整合格验收之后,开始挂装定子机座上的所有定位筋。
反复测量定位筋在定子机座4层环板位置处的半径和扭斜,对每根定位筋的半径、扭斜及相邻弦距进行测量调整,调整方法和大等分筋一致。小等分定位筋的弦距还可以利用弦距样板卡住相邻的两根定位筋来判断弦距是否合格。用标准弦距样板检查相邻定位筋时,弦距样板刚好通过,且样板水平放置时候,面对定位筋前后拉动弦距样板,样板和定位筋之间的间隙非常小,样板晃动量很小即可视为弦距已满足要求。在弦距满足要求时,当弦距样板一端固定而上下拉动样板另一端时,样板活动区域限位区间小。
每一道焊接完成之后都要测量每根筋在每一环的半径和扭斜值,判断是否超标。对于超标的定位筋,通过筋背后的小钢楔调整,钢楔无法调整的,就必须把焊缝磨掉,重新调整焊接。
小等分定位筋挂装示意图如图5所示。

图5 小等分定位筋挂装示意图Figure 5 Schematic diagram of lesser equivalent keybars mounting
4 下齿压板安装调整方法
发电机定子下齿压板的结构相对较简单,主要由压板本体和焊接在其上的6个压指组成。6个压指的内圆侧在同一直径上,左右两边的4根压指的外圆侧直径大于中间两根压指外圆侧直径。这是因为,中间两根压指的外侧正是定位筋的安装位置。在压板本体上从内侧向外侧方向分别有两个拉紧螺杆穿心孔、两个挂装螺栓孔和两个调整顶丝孔[8]。
挂装下齿压板之前,应先检查齿压板压指之间中心偏差满足要求、齿压板所有压指保持在一个平面上。利用刀口尺对每块齿压板的压指进行水平度的检查,要求同一半径内相邻压指高差不超过0.5mm,否则应对压指进行打磨调整。
挂装定子铁心下齿压板之前,机坑内定子旧铁心硅钢片已拆除、定子机座环板已打磨平整,并且定子定位筋已开始挂装。
依据新定子铁心中心高程,计算出下齿压板安装高程,用挂装螺栓将下齿压板挂在定子机座下环板上。用顶丝和调整螺栓调整下齿压板,单块下齿压板的平面度以及两相邻下齿压板高度差均满足要求。各齿压板压指同断面内圆比外圆高,即齿压板的压指须有一定的上翘量。下齿压板整圆波浪度不超过规范要求,下齿压板顶丝必须完全顶实在机座环板上。
定子铁心下齿压板的具体调整方法如下:
(1)首先将基准筋对应的下齿压板利用水准仪测量左右两端内圆压指高程,两端外圆压指高程,并做好记录。
(2)根据4个测量点,计算齿压板的上抬量,判断压指高程和上翘量偏离标准要求的大小,并利用齿压板顶丝和挂装螺栓进行联合调整,使得齿压板的平面度、压指高程和上翘量同时满足要求。
(3)在定子测圆架上依据齿压板压指的4个监测点架设4块百分表(如图8所示)。将4块百分表在基准筋下方已调好的齿压板4个压指监测点上分别调零(压指上的监测点分布如图9所示)。

图6 下齿压板装配图Figure 6 Assembly diagram of lower finger plate
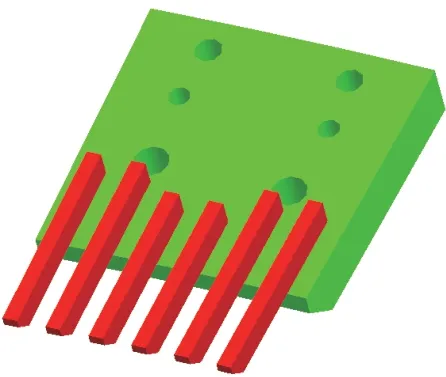
图7 下齿压板结构Figure 7 Structure of lower finger plate

图8 压指监测点架设百分表Figure 8 Dial indicator for monitoring points
(4)沿着一个方向(如顺时针方向)转动测圆架,将4块百分表指针分别指到下一块齿压板相同位置的4个监测点上。读取百分表的度数,根据度数判断该块齿压板相对于基准齿压板的高程和上翘量偏差。根据偏差,将顶丝和挂装螺栓进行联合调整,将这块齿压板调整合格。
(5)重复以上第(4)步的方法,将剩下所有下齿压板的平面度、高程以及压指上翘量均调整合格。
(6)用定子铁心冲片检查下齿压板的压指,压指与齿压片中心偏差需满足要求。
(7)检查压指到定子测圆架中心柱的半径尺寸,满足图纸要求。
5 下齿压板调整分析
下齿压板实际在调整过程中比较复杂,调整过程中调整结果难以预知。由图10可以看到,仅通过调整挂装螺栓或者仅通过调整顶丝均可以达到同时调整齿压板压指内圆和外圆高程和压指上翘量的目的。
为了方便分析齿压板的调整规律,将齿压板结构予以简化,将三维齿压板结构简化成二维杆式结构。如图11所示,图中A点和M点分别是顶丝和挂装螺栓与下齿压板的联结点,B点和D点分别是齿压板压指在定子中心的外圆和内圆处的监测点。这里将上述的监测点1和监测点3合并简化为B点,将监测点2和监测点4合并简化为D点。通过分析可知,仅通过调整挂装螺栓调整时可以近似认为齿压板以顶丝和齿压板的联结点A为支点进行上抬或下落;类似地,仅通过调整顶丝时可以近似认为齿压板以挂装螺栓和齿压板的联结点M为支点进行上抬或下落。

图9 压指监测点分布示意Figure 9 Distribution of press finger monitoring points
图中黑色粗实线表示齿压板在调整前的状态,红色实线表示仅调整挂装螺栓时齿压板的状态,蓝色实线表示仅通过顶丝调整后齿压板的状态。假设分别利用齿压板调整顶丝或挂装螺栓做等量的小幅度调整,即AN=HM。
当仅用顶丝调整时,调整前后分别如图中黑色和蓝色实线所示。由相似三角形可知:
GD/FB=MD/MB=1+BD/MB
式中,BD为齿压板压指部分的径向长度,MB为压指外圆点至螺栓孔之间的径向距离。
当仅用螺栓调整时,调整前后分别如图中黑色和红色实线所示。此时有:
ED/CB=AD/AB=1+BD/AB
式中,AB为压指外圆点至顶丝孔之间的径向距离。
显然MB<AB,所以BD/MB>BD/AB,也就是GD/FB>ED/CB,因此有:
(GD-FB)/FB>(ED-CB)/CB
式中,GD-FB为仅调整顶丝引起的压指上翘量,ED-CB为仅调整挂装螺栓引起的压指上翘量。设调整后齿压板与水平倾角为α,由于BD·tanα=(GD-FB)=(EDCB),因此上翘量相等,故FB<CB,且GD<ED。
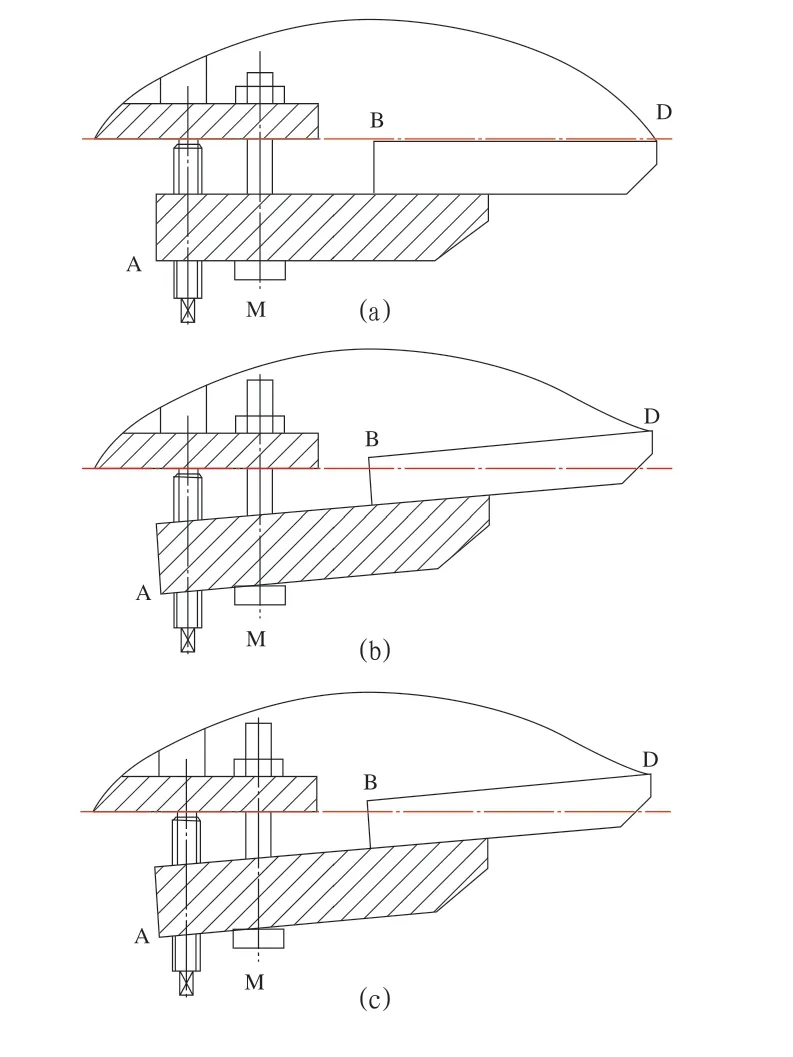
图10 下齿压板顶丝调与挂装螺栓调整示意图(a)调整前;(b)仅用螺栓调整后;(c)仅用顶丝调整后;Figure 10 Schematic diagram of adjusting the jackscrew of lower finger plate and the bolt

图11 下齿压板调整分析示意图Figure 11 Schematic diagram of adjustment analysis of lower finger plate
由此可知:不论是利用顶丝或者挂装螺栓调整下齿压板,均可以使齿压板内外圆压指的高程发生改变(如调整顶丝时,压指外圆测点从B点移动到F点)。并且从图中可以看到,通过两种方法调整的结果都是压指内圆高程变化量大于压指外圆侧的高程变化,也即两种调整方法都可以调整齿压板压指的上翘量。
再由以上分析得到,GD/FB>ED/CB,也就是说,当顶丝或者挂装螺栓分别做等量调整时,引起的齿压板的压指上翘量是相同的,但是引起的齿压板压指内外圆点的高程变化是不一致的。其中,用调整螺栓的方式引起的齿压板压指整体的高程变化大于用调顶丝的方式。
因此,通过以上分析,可以较快分析出在实际下齿压板的调整过程中的调整方法。比如,通过测量发现某块下齿压板的整体高程偏低,但是压指上翘量过大,由此可以分析出齿压板的调整方法为:拧紧挂装螺栓将齿压板整体高程上移,但同时需要较大幅度地松开齿压板的顶丝。得出这样的调整思路是由于螺栓和顶丝均可以改变高程和上翘量,而调整目的应该是提升高程且下调上翘量,因此挂装螺栓与顶丝的调整方向应该相反,即一个拉紧另一个得放松。又由于调整螺栓对高程变化更大,因此螺杆的调整方向应该和调整目的一致。如果采取松螺杆且顶紧顶丝的调整方式,那么为了使齿压板整体高程上调,则顶丝顶紧的程度要远远大于螺栓旋松的程度,但是这样会导致齿压板压指的上翘量变得更大,显然这种调整方式是不正确的。因此得到正确的顶丝和螺栓的联合调整方式。
6 结论和建议
(1)基准筋作为其他所有定位筋的调整基准,其自身的调整显得至关重要。其自身的半径、扭斜和垂直度均是通过内径千分尺直接测量来辅助调整的。由于半径、扭斜和垂直度相互影响、同步发生变化,因此基准筋在调整过程中需要反复调整和测量。
(2)大等分定位筋的调整是以基准筋为参照基准的,其半径和扭斜是利用定子测圆架上架设百分表的方法,从同高度的基准筋将百分表调零后来进行调整的。而大等分的垂直度则是从基准筋开始逐筋测量,并调整不同高度位置的弦距值来控制的,由于基准筋的垂直度已合格,当大等分筋之间的弦距相等时,则被调定位筋的垂直度自然就满足要求了。
(3)小等分筋的半径和扭斜则是以左右两端的大等分定位筋为参照基准,通过定子测圆架上架设百分表的方法,从同高度的大等分筋将百分表调零后来进行调整。而小等分的垂直度则是从两端大等分筋开始逐筋测量,并调整不同高度位置的弦距值来控制,当小等分筋之间的弦距相等时,则垂直度即为合格。
(4)下齿压板的调整需要通过联合调整齿压板顶丝和挂装螺栓才能实现。调整顶丝和挂装螺栓均能影响齿压板高程和压指上翘量。使用螺栓主调齿压板整体高程、顶丝主调压指上翘量的方式,可以较快地完成对齿压板平面度、高程及压指上翘量的调整。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
中国特种设备安全(2022年1期)2022-04-26
防爆电机(2021年3期)2021-07-21
上海大中型电机(2021年2期)2021-07-21
防爆电机(2021年2期)2021-06-09
水力发电(2021年2期)2021-05-14
防爆电机(2021年1期)2021-03-29
黑龙江科学(2020年4期)2020-04-08
中国设备工程(2020年23期)2020-01-19
凿岩机械气动工具(2016年3期)2016-03-01
