
基于Modbus RUT通信和RFID的自动化仓储应用
2019-09-10 07:22刘东海许剑新谢俊杰
河南科技 2019年31期
刘东海 许剑新 谢俊杰


摘 要:目前,RFID技术已经成为智能制造和产品全生命周期管理的基础技术。随着智能制造工程的逐步实施,RFID技术将在制造业领域得到更为广泛的应用,而应用了RFID技术的仓储让生产制造更加自动化、智能化。本文以某数控加工系统为例,阐述基于Modbus RTU通信和RFID的立体仓储的具体应用。
关键词:RFID;Modbus RTU;自动化仓储
中图分类号:TP23 文献标识码:A 文章编号:1003-5168(2019)31-0020-03
Analysis of the Application of Automatic Warehousing Based
on Modbus RUT Communication and RFID
LIU Donghai XU Jianxin XIE Junjie
(Guangxi Vocational and Technical College,Nanning Guangxi 530226)
Abstract: At present, RFID technology has become the basic technology of intelligent manufacturing and product life cycle management. With the gradual implementation of Intelligent Manufacturing Engineering, RFID technology will be more widely used in the field of manufacturing industry. The storage of RFID technology makes the manufacturing more automatic and intelligent. This paper took a numerical control machining system as an example to illustrate the application of stereo storage based on Modbus RTU communication and RFID.
Keywords: RFID;Modbus RTU;automated warehousing
目前,RFID技术已经成为智能制造和产品全生命周期管理的基础技术。随着智能制造工程的逐步实施,RFID技术将在制造业领域得到更为广泛的应用[1]。本文以某数控加工系统中基于Modbus RTU通信和RFID技术的自动化仓储的具体应用为例,阐述如何配置Modbus RTU通信和编程才能实现自动化仓储的应用。
1 系统构成
自动化仓儲系统中包括数控车床、数控铣床、工业机器人(带有附加轴)、1个仓库、1套MES系统、1台主控S7-1200 PLC、1个MCGS触摸屏。在六轴工业机器人手臂末端安装有一个RFID读写器。仓库共有5层,每层有6个仓位“一”字排开,共30个仓位。每个仓位面向工业机器人的一面安装有RFID射频芯片,方便安装在工业机器人末端的读写器来读写仓位仓储信息,以记录工件的编号、材质、形状、状态、加工时间等相关信息。在PLC控制下,工业机器人可以完成仓库工件的盘点、取放等工作,能执行MES系统发出的指令,准确取出仓库中待加工的料到机床安装或从机床上取下加工好的工件放回指定仓位,同时通过读写变更记录信息。要完成这一系列复杂的工作,需要弄清楚所使用的RFID产品的通信方式、各项参数的功能、Modbus RTU通信原理及其参数设置,这样才能正确地使用带有RFID的仓库,实现自动化仓储,完成各项加工生产任务。
2 系统组态
在使用RFID前,必须仔细阅读厂家给出的说明书,清楚相关参数规定和功能,然后正确配置RFID读写器和上位机(PLC)后才能正常使用。本例中采用的RFID的通信方式兼容RS232/RS485,笔者选用Modbus RTU协议通信。通信端口配置波特率为115 200kbps(可使用功能码更改),数据位8,停止位1,校验位N(无)。RFID读写器支持Modbus RTU通信的三种功能码为03、06、16(0X10),分别代表读多个保持寄存器、写单个保持寄存器、写多个保持寄存器。
使用Modbus RTU协议通信,需要在博图的硬件目录中依次点开“通信模块”“点到点”目录,在这里选择CM 1241(RS422/RS485)模块,组态一个串行通信口,将其组态到设备中来放在S7-1200的左边槽中。参照上述RFID厂家相关参数设置CM 1241(RS422/RS485)的端口组态。在“端口组态”中将端口操作模式设置为“半双工(RS485).2线制”模式,初始接收状态设置为“无”,波特率设置为“115.2kbps”,无奇偶校验,8位数据,1停止位,20 000ms等待时间,查看“硬件标识符”中系统自动分配的符号271,这个271标识符在接下来的Modbus RTU通信指令设置中使用。
3 参数配置及编程
在本例中,S7-1200 PLC做通信主站,安装在工业机器人机器臂末端的读写器作为通信的从站。主机(PLC)使用Modbus RTU协议与RFID读写器通信时,通过访问其特定的寄存器,从而实现特定的功能。组态好串口通信模块后就可以对这部分进行编程。在博图软件右边通信指令窗口的通信处理目录下找到“Modbus(RTU)”,在这里有3个通信命令“Modbus_Comm_Load、Modbus_Master、Modbus_Slave”。
3.1 Modbus_Comm_Load指令配置应用
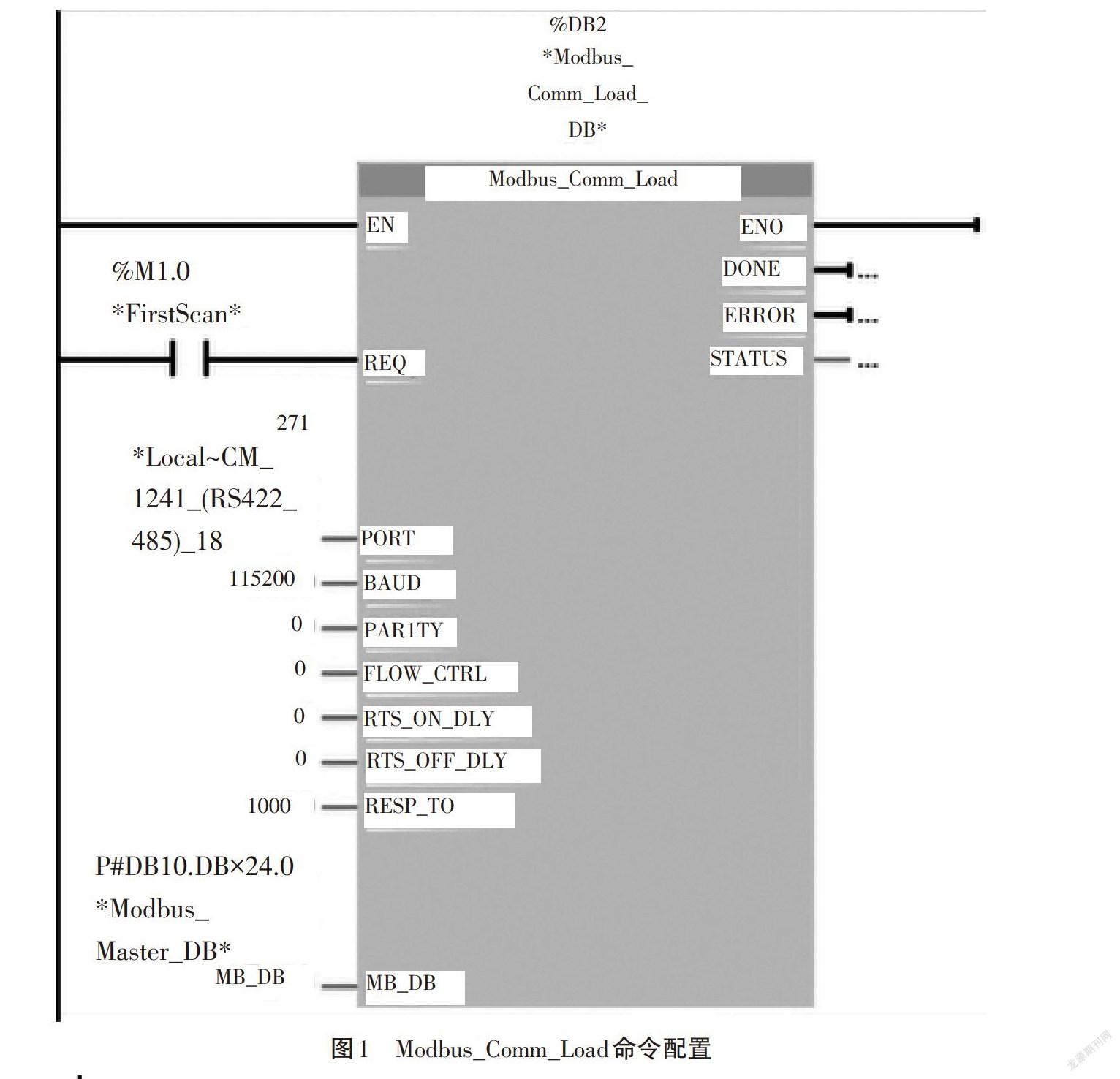
在程序中添加一个FB功能块“RFIDCOM”,然后在“RFIDCOM”中添加指令“Modbus_Comm_Load”,作为通信接口使用。Modbus_Comm_Load命令配置如图1所示。
Modbus_Comm_Load命令各项参数含义可以在博图帮助系统中搜“Modbus_Comm_Load”找到,可以看到各项参数详细的中文注解。本例中“PROT”可在组态完后在设备配置S7-1200的“硬ID”(Hardware ID)属性中找到CM端口值。端口的符号名称在PLC变量表的“系统常量”(System Constants)选项卡中指定。本例为“271 Local~CM_1241_(RS422_485)_1”,“BAUD”指通信波特率,根据前述可知,应设置为115.2K。PARITY设置为0,表示无奇偶校验。“FLOW_CTRL”设置为0(默认),表示无流控制。“RTS_ON_DLY”设置为0,即从“RTS激活”直到发送帧的第一个字符之前无延迟。“RTS_OFF_DLY”是关断延迟选择为0“RESP_TO”,响应超时设置为1 000ms。“MB_DB”是对Modbus_Master指令的背景数据块的引用。
3.2 Modbus_Master指令寫数据应用
在RFIDCOM功能块中,添加主站Modbus_Master指令,编程如图2所示。
其中,“MB_ADDR”是指Modbus RTU站地址。因为本例中RFID厂家默认独写器的地址为2,故此设置为2。若需要更改此地址,可以通过06功能码对站地址进行更改。“MODE”为读写模式设置,当MODE为1时是写多个寄存器操作,为0时是读多个寄存器操作。“DATA_ADDR”表示从站中的起始地址:指定在Modbus从站(RFID读写器)中访问的数据的起始地址,本例为400001(不同的RFID厂商地址有所不同)。“DATA_LEN”指定写入或读取的数据长度,本例为8个IN(字)型数据。“DATA_PTR”为数据指针:指向要进行数据写入或数据读取的标记或数据块地址,本例为DB22背景数据块的地址。在本例中,笔者使用DB22数据块来存放立体仓库仓位相关信息的数据。例如,将立体仓库的某个仓位上放置了某种工件或更换了不同的某种工件,那么调用相关工业机器人子程序控制机器人末端运动到对应仓位附近,进入RFID读写器可读写RFID射频芯片的空间范围时,工业机器人将运动到点位反馈信息给PLC主站,通知PLC可以进行读写,此时主站PLC发送相关数据给读写器,再通过读写器将数据写入仓位的RFID射频芯片中,完成芯片记录信息的更新。
3.2 Modbus_Master指令读取应用
在本例中,除了主站给从站写数据,还需要从从站读取数据。例如,盘点各仓位中具体的存放状态。在RFIDCOM功能块中再添加一个Modbus_Master指令用于主站PLC从RFID从站读取数据,编程如图3所示。
图3中“MODE”为0,表示读取数据。其他各项数据配置的含义与图2中类似。只是“DATA_PTR”处配置的地址位于DB22背景数据块数据写入区的8个字后面的8个字区域,这里缓存从RFID射频芯片处读取来的8个字的数据信息。实际应用时,与写入数据过程类似,需要系统性地设计主站PLC、工业机器人、RFID读写器协同配合才能完成数据信息的读取。
4 结语
随着目前国家大力推行智能制造,作为物联网感知节点的RFID技术在制造行业获得了广泛应用[2]。应用RFID技术的自动化仓储使仓储信息的采集和记录变得更加方便和智能。自动化仓储的应用在制造行业中具有相似性,因此,本例中的应用可以推广至注塑生产、电子产品制造等其他需要自动化仓储的制造领域。
参考文献:
[1]“射频识别(RFID)技术在智能制造中的应用研讨会”在京召开[J].信息网络安全,2015(12):101.
[2]蒋天齐,洪涛,余忠华,等.PCB集成化RFID在电能表智能制造中的研究应用[J].计算机测量与控制,2017(2):234-237.
