螺旋蒸梗温度对梗丝质量的影响
2019-09-10 22:13王玉建
科学导报·学术 2019年44期

摘要:梗处理线增加了螺旋蒸梗、压梗等工艺流程后,在实际生产中该工序要求“热压冷切”、“厚压薄切”,因此,在生产通用梗丝时维持35—40℃的螺旋蒸梗出口温度,可能对成品梗丝品质产生不利影响。为此实施了提高螺旋蒸梗出口温度试验。
关键词:蒸梗温度;梗丝质量;跑梗率;填充值
1 试验目的
以《卷烟工艺规范》中烟梗增温工序质量要求(温度≥60℃)为目标,同时兼顾梗丝生产实际,以阶梯式试验方式,验证螺旋蒸梗温度提高程度。
2 试验范围
梗丝生产流程中的螺旋蒸梗、压梗、切梗丝、梗丝加香后等工序。
3 试验工具
外径千分尺;BPG-9240A型精密鼓风干燥箱;PL203型电子天平(感量0.001g);PB5001-L型电子天平(感量0.01g);JAR236900-0401-0024型红外测温仪;GDS410型梗丝填充值测定仪;YQ-2型烟丝振动分选筛。
4 试验结果
5 结果分析
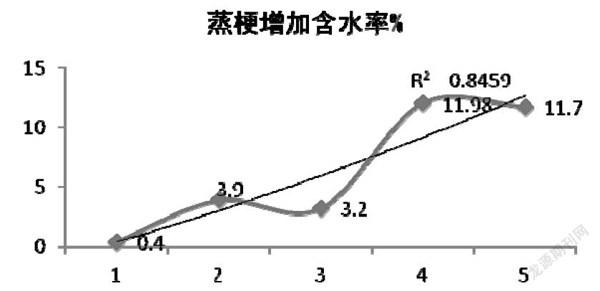
5.1 蒸梗含水率增加
随着蒸梗温度提高,蒸汽压力随之加大,出口含水率明显增加。
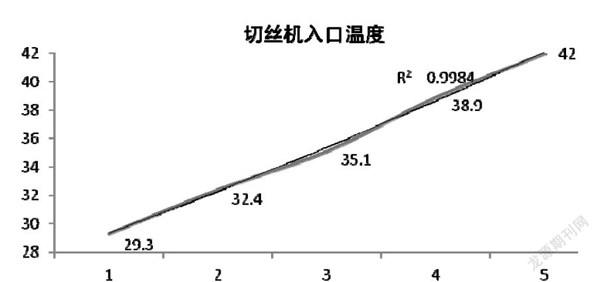
5.2 切梗丝前温度
随着蒸梗温度提高,切梗丝前烟梗温度明显升高。
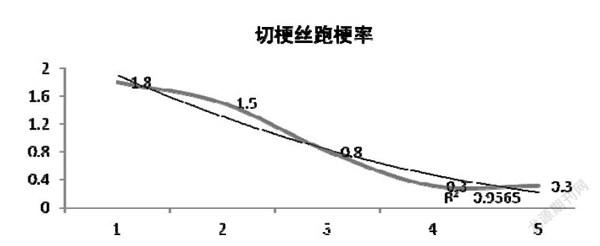
5.3 切梗丝跑梗率
随着蒸梗温度提高,切梗丝后跑梗率明显下降。
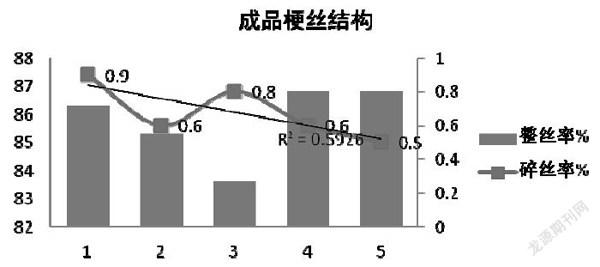
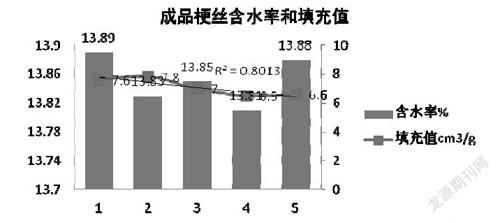
5.4 成品梗丝结构及含水率、填充值
随着蒸梗温度提高,成品梗丝结构和含水率并无明显变化,填充值略有降低。
6 结论
在生产梗丝时,通过螺旋蒸梗后温度35—60℃阶梯式试验后,结果表明:1螺旋蒸梗温度可以达到《卷烟工艺规范》要求的≥60℃;2经压梗、降温等流程后,切梗丝前温度下降到42℃,满足了《卷烟工艺规范》要求的不高于45℃;3当达到蒸梗出口60℃时,烟梗工序未出现物料拥塞、压辊打滑等现象;4成品梗丝结构、填充值达到标准,含水率控制在标准中值,说明虽然蒸梗温度提高使烟梗含水率增加,但梗丝膨胀干燥系统仍可以将成品梗丝含水率控制在标准范围内;5随着蒸梗温度提高,切梗丝后跑梗率由1.8%下降到0.3%,梗絲填充值也略有下降。
作者简介:
王玉建(1974.6)、男、汉族、河南省南阳市、河南中烟工业有限责任公司南阳卷烟厂、工程师、研究方向:工业技术、
(作者单位:河南中烟工业有限责任公司南阳卷烟厂)