
PROFIBUS总线技术在针刺机控制系统中的应用
2019-09-10 07:22:44张鹏
河南科技 2019年5期
张鹏
摘 要:本文从技术角度探讨了PROFIBUS总线技术在针刺机电气控制领域的应用前景,论述其在这个领域的发展方向,介绍了相关电气原理,指出该系统在控制中具有极大的优势。
关键词:针刺机;电气控制;设计
中图分类号:TS183 文献标识码:A 文章编号:1003-5168(2019)05-0060-04
Abstract: This paper discussed the application prospect of profi-bus technology in the field of acupuncture electromechanical control from the technical perspective, discussed its development direction in this field, introduced the electrical principle, and pointed out that the system has great advantages in the control.
Keywords: acupuncture machine;electrical control;design
众所周知,PROFIBUS总线技术是西门子公司推出的一项电气控制技术,简单来说就是通过一根PROFI-BUS总线把各个分散的现场设备(传感器和执行机构)连接到控制器或控制系统,同时支持工厂自动化和过程自动化以及驱动应用。其是不依赖于生产厂家的、开放式的现场总线,各种自动化设备均可通过同样的接口交换信息。其在国内的发展已经相对比较成熟,应用的行业也比较广泛。在非织造针刺机领域也有广阔的使用前景。
针刺机是无纺布设备中的关键设备,其性能对整条无纺布针刺机生产线的产品影响较大。因此,要求针刺机的控制系统稳定、性能可靠、使用方便和自动程度高。而一条针刺机生产线是由多台针刺机和卷绕机组成的,控制要求更为复杂。本文以恒天重工股份有限公司新推出的四版针刺机生产线为例,探讨PROFIBUS总线技术在针刺机控制系统中的应用情况。
1 机械概况
恒天重工股份有限公司是生产无纺布设备的大型国有企业,为了满足市场对针刺机的需求,于近期推出了四板针刺机生产线。其流程如下:TW81A喂入机—ZW2301双板预刺针刺机—ZW2361-370四板对刺针刺机—张力架—热轧机—卷绕机[1-4]。此流程是专门为国内高档针刺布设计的生产流程。喂入机负责把原料喂入后道工序中,而预刺机和针刺机的作用是对上道工序传送的原料进行上下针刺,使原料达到一定的处理效果后,再经过热轧机热轧,最后通过卷绕机卷绕成布后完成整个过程。各个单机之间各有一套进出布装置,分别由伺服电机控制。另外,针刺机本身包括剥面板、托棉板及机架,分别由不同的电机带动。针刺机的主传动由一台大电机来带动曲轴,从而带动针梁上的针板做上下往复运动。根据需要,还配备了一套气路和油路系统,都采用电气控制。
2 控制要求
整个系统机械部分要求用伺服和变频控制,传动精度要求高,并且能实现在线更改工艺参数功能,相配套的油路和气路要求能控制油压和气压,各个传动都要求有电气控制点。从以上设备结构来看,电气控制输入点和输出点较多,仅需要單独控制的电机就有56个,还有各个单机配置有两个气路和油路的电磁阀,还要求手动和自动控制。因此,控制动作要求比较复杂。
3 控制组成
3.1 控制构成
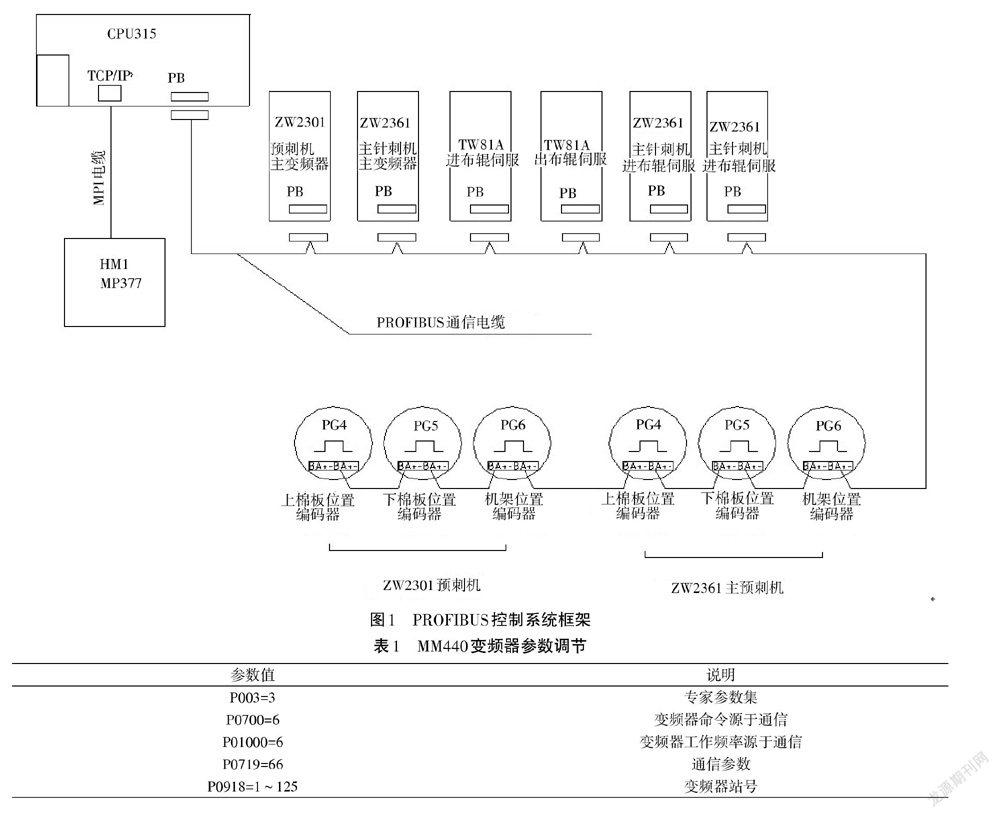
若采用传统的按钮和继电器控制,整个系统的走线相当烦琐,也增加了日后维修的工作量。为此,笔者采用现场总线PROFIBUS通信技术来解决以上控制问题。PROFI-BUS控制系统框架如图1所示。
3.2 系统硬件
工业现场总线PROFIBUS是适用于车间级监控和现场层的通信系统,具有开放性,是国际上通用的现场总线之一。PROFIBUS传送速度可在9.6kbaud~12Mbaud选择,且当总线系统启动时,所有连接到总线上的装置应该被设成相同的速度。在PROFIBUS现场总线中,PROFIBUS-DP的使用最为广泛。DP协议主要用于PLC与分布式I/O和现场设备的高速数据通信。与传统的电器线路连接相比,其优势是显而易见的,首先减少很多现场走线,而且正常生产后维修工作量降低了。
整个控制系统采用了西门子S7-300系列CPU315作为主站,IM360扩展模块作为从站,进出布辊采用S120系列伺服控制器,针刺机主电机变频器使用MM440变频器,整条线配有一台MP377触摸屏。另外,每台针刺机的剥面板、托棉板及机架电机都配有单独的旋转编码器。
在整个系统中,MP377触摸屏监控和修改各个工艺参数,显示各单元机的运行状态,并进行报警。主站CPU的MPI编程口以太网与触摸屏相连,实现了与触摸屏的MPI协议通信,而主站的DP接口通过PROFIBUS电缆和接头与MM440变频器通信板及S120伺服控制器上的DP接口组成DP从站,实现PROFIBUS-DP通信。PROFIBUS接头都有终端电阻,在网络的终端站点,需要将终端电阻设置为“ON”位置;在网络的中间站点,需要将终端电阻开关设置为“OFF”位置。每台针刺机的剥面板、托棉板以及机架电机各配有单独的旋转编码器,其编码器带有PROFIBUS接口,便于实现和CPU的PROFIBUS通信连接。MM440变频器参数调节如表1所示。
各个针刺机传动单元牵伸同步的控制,在进布和出布传动中,其牵伸比的确定必须以这些传动电机的速度同步为基准。通常有一个主令信号,同步控制的目的就是将这个信号按照牵伸比的要求分配到各个变频器中去,保证各传动单元无论在加速、恒速或者减速过程中各牵伸单元之间的速度的比值是一个恒定值,即各单元的速度保持同步的比例性。
在软件编译中,S7-300CPU采用STEPS7-V5.4软件,触摸屏采用WCCFlexible软件,伺服控制器采用STARER控制软件。由于采用ROFIBUS通信控制,这三种软件能实现数据的高速通信,极大方便了软件编程。其中,各单元电机的控制方式可以通过软件编程在触摸屏上。
3.3 控制使用
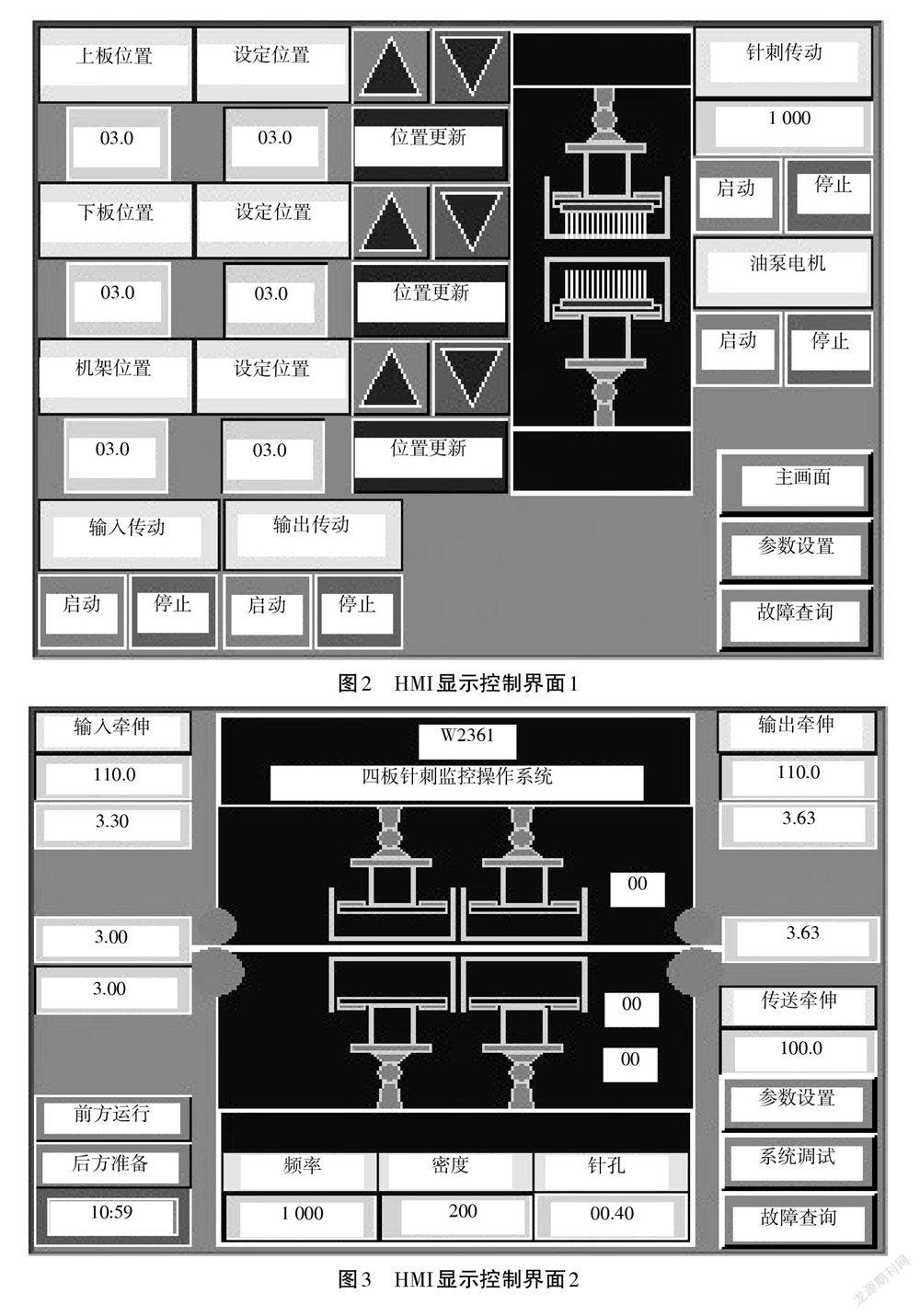
通过设置在触摸屏的按钮,可以很方便地对各个单机进行调试和开停。由于采用了PROFIBUS通信控制,CPU可以通过通信指令从变频器和伺服控制器以及机上电器元件读取大量参数,包括各单元电机的速度。各种工艺参数经过采集和处理再传送给触摸屏,从而为现场操作人员进行设备工艺调试提供很大帮助。同时,借助PROFIBUS通信及强大的WCC编程软件,可以把大量的设备运转信息显示在触摸屏上,方便管理人员进行在线监控。此外,还能提供故障信息画面和历史数据查找功能,一旦出现系统故障,屏上画面会显示故障原因,并提供帮助分析故障原因功能,提供了一个十分友好的画面,增强了系统的可操作性。HMI显示控制界面如图2和图3所示。
从图2中可以看到,各个针板之间的格距要求可以通过面板设定来完成。这主要得益于各个针板的每个传动装置都配备了具有通信功能的编码器,可以把每块针板活动的距离精确及时地反映给CPU,再通过逻辑运算计算出各个针板之间的距离,不需要像以前那样通过机械人员测量各锯片来得出各个针板的距离,而且可以在不停运设备的情况下完成距离调整,这对实现生产设备工艺调整是十分方便的,极大提高了生产效率。
从图3中可以看到,各个传动之间线速度要求可以通过面板设定来完成。这主要是因为每个传动装置都配备了带有能同PROFIBUS总线进行通信的变频器和伺服控制器,可以把每个传动的数据通过PROFIBUS总线及时反映给CPU,再通过逻辑运算计算出传动线速度比,并能在不停运设备的情况下完成速度调整,实现在线调整功能。
3.4 无纺针刺布工艺的使用
如若在生产过程中调整工艺参数,即可通过人机界面进行在线调节,在线更改生产流程,不需要复杂的手段,使得生产工艺更改方便快捷,极大减少了勞动量。
各种工艺数据都可以储存到CPU的数据库中,便于工艺人员调取相关参数。通过对这些存储工艺参数进行总结、计算及分析,可以帮助工艺人员得出一套适合产品的工艺参数,从而有效解决工艺问题。
3.5 生产的管理
通过这套PROFIBUS生产系统,车间操作员工作站可以与车间办公管理网连接,将车间生产数据送到车间管理层。而车间管理层作为子网,再通过路由器连接到厂区骨干网,将车间数据集成到工厂高层,从而提高工厂信息化管理水平。
4 结语
通过使用S7-300PLC的MPI通信,S7-300PLC的PROFIBUS网和SIEMENS变频器和伺服控制器及编码器进行通信,通过网络传送数据,布线简单,节省了安装费用,也减少了电器硬件现场维护工作量,从而降低了系统设计、制造和维护成本,提高了系统的控制精度和运行的可靠性。该控制系统投入生产后得到了用户的一致好评。
参考文献:
[1]尹耀康.对针刺机针刺机构中关键零件的优化设计[J].现代工业经济和信息化,2018(6):28-29,31.
[2]邓斌,马明宇,王江.针刺手法量化机器手的设计与分析[J].传感器与微系统,2018(9):57-59.
[3]BinningJ,王世娜.水刺非织造布的节能生产[J].国际纺织导报,2018(2):38,40,42.
[4]赵博.热风粘合非织造布性能的测试与分析[J].浙江纺织服装职业技术学院学报,2018(3):6-14.
猜你喜欢
现代装饰(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
艺术启蒙(2018年7期)2018-08-23 09:14:18
通信电源技术(2018年5期)2018-08-23 01:16:18
电子制作(2018年2期)2018-04-18 07:13:37
海峡姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
电子制作(2017年19期)2017-02-02 07:08:54
山东工业技术(2016年15期)2016-12-01 05:31:49
机电信息(2014年20期)2014-02-27 15:53:20
