
剑杆织机三相轴、摇摆座小配工艺装备设计
2019-09-10 07:22:44颜良风
河南科技 2019年5期
颜良风


摘 要:本文介绍了剑杆织机三相轴、摇摆座小配定位工装的设计。为满足剑杆织机引纬机构三相轴和摇摆座的合配精度,需要采用专用工装来保证,通过对三相轴和摇摆座零件结构及装配工艺进行分析,设计了三相轴、摇摆座小配定位工装。在装配过程中,使用了小配定位工装后,满足了装配精度要求。而增加了旋转辅助装置的定位工装,则降低了装配工人的劳动强度,提高了装配效率。
关键词:三相轴;摇摆座;定位工装
中图分类号:TS105 文献标识码:A 文章编号:1003-5168(2019)05-0057-03
Abstract: This paper introduced the design of positioning fixture for three-phase axle and swing seat of rapier loom. In order to meet the matching accuracy of three-phase axis and swing seat of weft insertion mechanism of rapier loom, special tooling was needed to ensure the matching accuracy. Through the analysis of the structure and assembly technology of three-phase axis and swing seat parts, the positioning tooling of three-phase axis and swing seat was designed. In the process of assembling, after using small positioning tooling, the requirement of assembling accuracy was satisfied. Adding positioning tooling of rotating auxiliary device reduced the labor intensity of assembly workers and improved assembly efficiency.
Keywords: three-phase shaft;rockingseat;positioning tooling
劍杆织机运动机构包含五大运动,引纬、打纬、开口、送经、卷取,而引纬运动在织造过程中占据重要地位。引纬运动是通过空间四连杆机构实现的。空间四连杆机构结构复杂,对关键零件的加工精度和装配精度要求较高,以保证高速运转状态下,送纬剑头与接纬剑头顺利交接纬纱。三相轴和摇摆座属于引纬机构,三相轴和摇摆座的小配,需要专用工装来保证装配精度,同时提高装配工作效率。
1 三相轴、摇摆座合配精度及装配工艺分析
剑杆织机在高速状态下运行,引纬运动对引纬机构零件的尺寸精度、形位精度要求比较高,才能保证引纬机构的合配精度要求,同时也要采用一定的装配工艺来保证。
1.1 零件结构分析
根据装配结构及定位需求,简单介绍一下主要零件的零件结构。
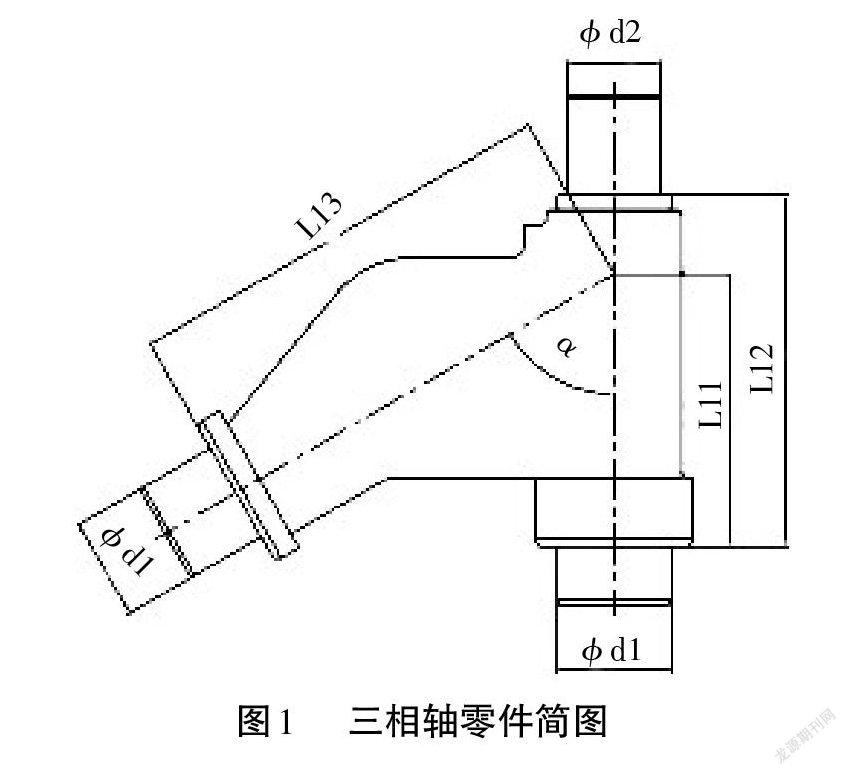
三相轴零件简图如图1所示,本次装配所用到的相关尺寸为轴[ϕ]d1、[ϕ]d2、[ϕ]d3以及长度尺寸L11、L12、L13。
1.2 装配工艺性分析
2 三相轴、摇摆座定位工装的初步设计
2.1 定位工装的结构概述
三相轴、摇摆座定位工装由定位座结合件、大定位轴、小定位轴和压块组成。定位座结合件、大定位轴、小定位轴定位的是摇摆座ΦD1与ΦD2孔,定位座结合件、压块定位、锁紧三相轴的Φd3轴,此工装定位的三相轴与摇摆座相对位置为理论设计位置[2]。
2.2 定位方法
2.2.1 摇摆座的定位。结合图1,摇摆座的固定可通过孔ΦD1与ΦD2定位在定位座结合件的上平面,限制水平面两个方向的移动和法向的旋转。为了便于装卸,并保证装配定位精度,摇摆座孔ΦD1孔与大定位轴、ΦD2孔与小定位轴的间隙,既要保证顺利装入与取出,又不能因间隙过大而丧失精度定位功能,两定位轴两个方向的距离尺寸L41、L42、L43公差是摇摆座孔两个方向距离公差的一半[3]。
2.2.2 三相轴的定位。结合图1,三相轴的Φd1和Φd2轴、轴肩与相应的轴承内孔、轴承面合配定位,轴承外圈与轴承面与摇摆座ΦD3,三相轴承座孔配合定位,从而定位两轴头。三相轴Φd3外圆通过定位座结合件、压块定位、锁紧轴与轴肩,最终保证三相轴Φd1、Φd2轴公共轴线和Φd3轴线的交点与摇摆座2-ΦD1孔公共轴线和ΦD3、ΦD4孔公共轴线的交点重合。
2.3 定位工装的使用方法和调整垫片的选择
按照装配工艺对零件进行小配,使用定位工装对三相轴和摇摆座定位,测得三相轴和摇摆座的理论位置尺寸,然后测量最小尺寸,定位理论尺寸和最小尺寸之差就是所需调整垫的尺寸,在装配时选择相对应的调整垫。工装的使用方法如下。
①三相轴、摇摆座小配组件放入定位工装。结合图1,测量图1的L1尺寸,并记录。
②结合图1,松开锁紧哈夫圈上的螺钉,将三相轴沿X方向推到底,测量图1的L2尺寸,并记录。
③结合图1,计算所需调整垫厚度,也就是图1的L尺寸,L=L1-L2。
④松开三相轴承座紧固螺钉,取出三相轴,按L厚度选取相应组合的调整垫放入三相轴Φd2的轴肩。
⑤将三相轴装入,紧固三相轴承座的螺钉。
2.4 工装验证
对于采用定位工装小配的三相轴、摇摆座,为验证定位合配精度,笔者采用了三坐标测量仪进行检验,达到了装配精度要求≤SΦ0.06mm。在后续的工作中,笔者持续关注三相轴和摇摆座这部分小配合配件使用定位工装的合配情况,发现其满足装配精度要求,提高了装配效率。
3 三相轴、摇摆座定位工装的改进
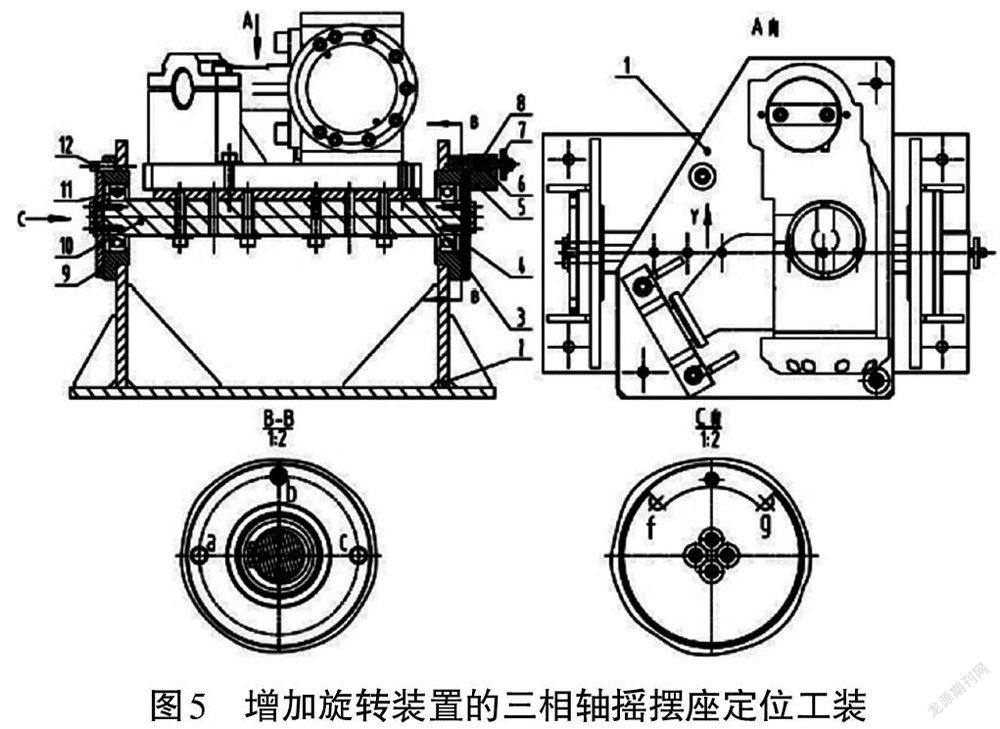
三相轴、摇摆座等零件小配后,重量约65kg,装配人员操作时,移动三相轴、装拆螺钉、测量尺寸很不方便。为了满足织机批量生产的需求,降低劳动强度,提高效率,特设计了旋转辅助装置,如图5所示。
3.1 旋转辅助装置的设计要点
3.1.1 原定位工装和三相轴、摇摆座小配组件一起在改进工装旋转装置上旋转。从原定位工装和三相轴、摇摆座小配组件可以看出,所有零件的结构都较为复杂,要使其在旋转轴两侧重量均匀,需要找出三相轴、摇摆座小配组件放在定位工装上时在旋转装置的旋转轴线上的重心线。从结构上进行分析难度较大,笔者采用三维设计软件,找出所需重心线,使用螺钉将原定位工装紧固在旋转轴上。
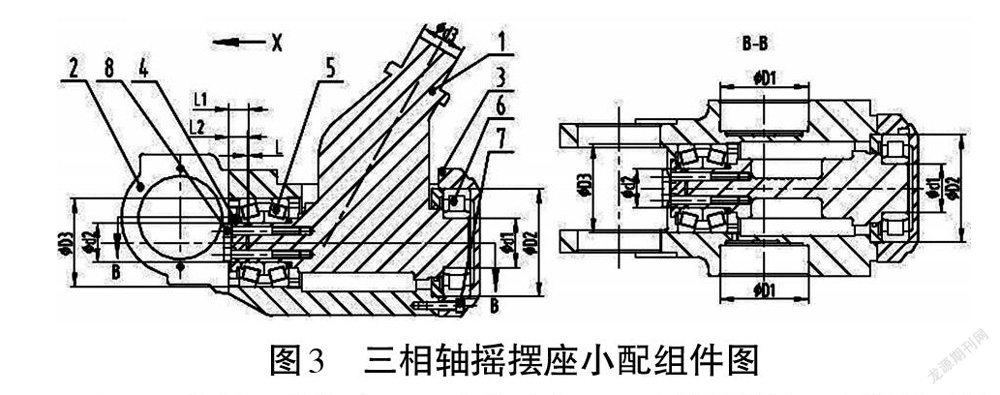
3.1.2 对原定位工装旋转所需角度的定位。为了操作方便,原定位工装在旋转装置上旋转操作时,需要定位到某个角度,从图3的B-B剖视图可以看出有a、b、c三个定位位置,采用弹簧加销轴定位的方式,在使用时操作方便。
3.1.3 原定位工装的限位。考虑到操作过程中原定位工装和小配组件旋转时由于重力作用会从旋转装置上掉落,造成人身伤害和零件损坏,在旋转定位盘的对侧设计一限位结构,如图3的C向视图,有f、g两个限位点,保证安全使用。
3.2 旋转辅助装置工装的使用方法
①定位盘调整到b位置,三相轴、摇摆座小配组件放入定位工装。
②定位盘调整到c位置,结合图3,测量图3的L1尺寸,并记录。
③結合图1,松开锁紧哈夫的螺钉,将三相轴沿X方向推到底,测量图3的L2尺寸,并记录。
④结合图1,计算所需调整垫厚度,也就是图3中L的尺寸,L=L1-L2。
⑤调整定位盘,将旋转轴定位到a位置,松开三相轴承座紧固螺钉,取出三相轴,按L厚度选取相应组合的调整垫放入三相轴Φd2的轴肩。
⑥将三相轴装入,紧固三相轴承座的螺钉,调整定位盘,将旋转轴定位到b位置,用电葫芦吊下小配组件,放到小配存放区。
4 结语
三相轴、摇摆座定位工装的使用,解决了三相轴、摇摆座装配的定位装配问题,保证了合配精度要求。而增加了旋转辅助装置的定位工装,则降低了装配工人的劳动强度,提高了装配效率,为批量化生产提供了有力保障。
参考文献:
[1]濮良贵,纪名刚.机械设计[M].北京:高等教育出版社,1997.
[2]成大先.机械设计手册[M].北京:化学工业出版社,1999.
[3]徐嘉元,曾家驹.机械制造工艺学[M].北京:机械工业出版社,1997.
