
钛风机振动原因分析及叶轮修复工艺
2019-09-10 07:22:44陈荣坤
河南科技 2019年5期
陈荣坤
摘 要:在日常生活中,人们可能对钛风机比较陌生,钛风机主要是在工业应用当中输送一些具有腐蚀性的气体。设备在运行过程中,如果发生大的振动,会导致很多小问题出现。本文以离心式钛风机为例,根据实际生产过程,主要分析钛风机在工作过程中产生振动的原因,并由此提出一些解决措施。
关键词:离心式钛风机;振动原因;叶轮修复
中图分类号:TH432 文献标识码:A 文章编号:1003-5168(2019)05-0037-02
Abstract: In daily life, people may be unfamiliar with titanium blower, which mainly conveys some corrosive gases in industrial applications. During the operation of equipment, if large vibration occurs, many minor problems will arise. Taking centrifugal titanium fan as an example, according to the actual production process, this paper analysed the causes of vibration of titanium fan in the working process, and put forward the solving measures accordingly.
Keywords: centrifugal titanium fan;vibration reason;impeller repair
1 风机结构
离心式钛风机结构比较复杂,主要包括电机、联轴器、传动轴等系统。其叶轮跟液力变矩器相似,由多个不同的叶片组成,这些叶片的角度是可调的,通过调节叶片的角度来调节风量。传动组主要包括弹性柱销、轴承以及轴承座等,在传动过程中,其抗震性能较好,可承受大扭矩的传递。因为离心式钛风机工作环境极其恶劣,所以一些关键零部件采用的是钛合金。比如,轴端装配采用的是钛材与聚四氟乙烯制造的部件,主要作用是将腐蚀性气体与传动组其他零部件分开,防止轴端被腐蚀。密封的地方,采用的也是这种材料,在工作过程中能够有效预防气体或者液体泄漏。离心式钛风机的叶轮非常大,传动轴也比较长,对于工作过程中的动平衡要求很高[1]。
2 振动原因
将钛风机的内部结构进行分解之后发现该风机的叶轮出现了裂缝,而且部分叶片已出现变形的问题,原因是叶轮工作过程中将机械能传递给气体介质,并转化成气体的压力能,气体在传递过程中出现了一系列的加减速变化,使叶片承受周期性变化的反作用力。长时间经过这些周期性变化的反作用力会引起叶片变形,振动能量导致叶片出现裂缝,从而导致系统失衡,在工作过程中出现振动。而叶片强烈的振动以及噪声会在整体上影响离风机的工作状态,反过来进一步加速了叶片出现裂纹,导致风机受到了严重的破坏,甚至使整个设备处于瘫痪状态[2]。
3 叶轮修复过程的控制
离心式钛风机在工作过程中的主要特点是转速较高,因为它的叶轮大,一旦出现故障需要及时进行修复。对其进行修复是一项比较重要的工艺,下面将对修复流程进行详细说明。
①逐一排查叶轮上面的焊缝,检查是否存在裂缝,以排除潜在的危险。
②分析叶轮材料,确定其材料是否为钛合金,材料确定之后,可根据材料的性质选择相对应的焊丝和焊接工艺。
③对裂缝进行焊接后,还要对断口和焊缝进行后处理,即打磨,保证焊接满足设备使用的标准。
④如果发现某些叶轮的叶片已出现断裂现象,必须对其进行焊接或者对已发现的裂纹进行修补。
⑤对叶轮进行最终平衡实验。
3.1 动平衡操作方法
动平衡操作的主要目的是寻求系统中不平衡质量在轴线方向的具体位置,确定轴线方向的具体位置之后,还要确定其在圆周方向的位置,紧接着确定不平衡质量的大小、位置,原理类似于汽车传动轴,对于不平衡的地方要进行加重或者减重处理,最终使整个转子处于平衡状态,消除其在旋转过程中的振动。在平衡台上进行动平衡,即不停地加配重进行调试,每一次加完配重之后,必须观察其振幅变化,进而确定所加的配重是否达到使用要求,即“试配法”[3]。
3.2 叶轮修复后的动平衡校核
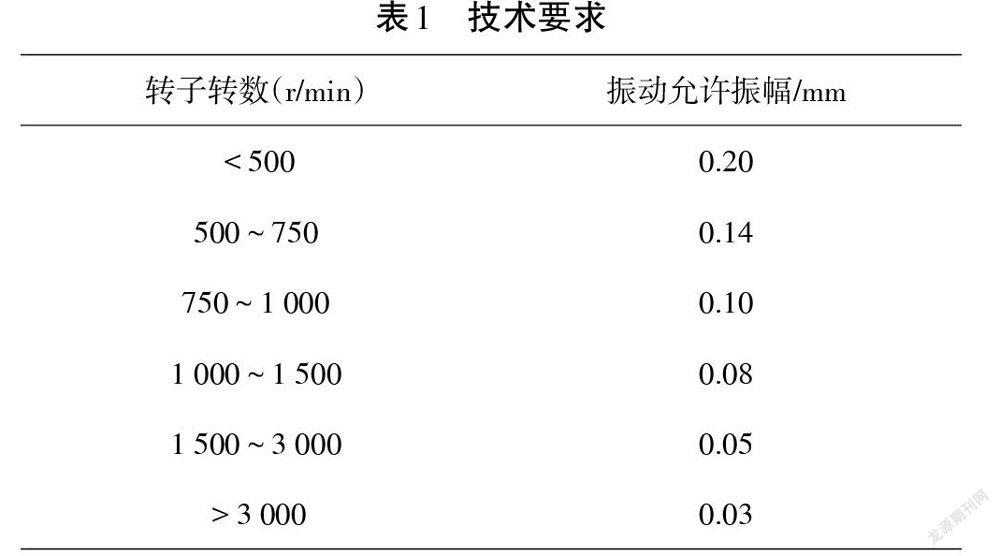
焊接修补也是一道比较重要的工艺。焊接完之后,从表面上看叶轮已完好无损。但是,考虑到部件的工作环境,因为叶片在不停旋转,对其进行焊接处理过后的叶轮质量会在一定程度上发生变化。对于变化部分的质量,绝对不能忽略,因为在旋转过程中会产生不平衡的惯性力,这些力会施加在叶轮的支撑部件上,对其造成破坏。因此,在叶轮焊接之后必须进行动平衡操作,使其精度等级达到使用要求。此外,对于高速旋转的部件来说[4],旋转轴上存在的不平衡质量在高速旋转的过程中会产生巨大的离心力,离心力和轴的转速平方成正比。进行动平衡的目的是确定叶轮的精度等级和加减配重,使机器在工作过程中产生的振动和振幅不超过标准要求的规定值,动平衡的主要技术要求如表1所示。
3.3 叶轮变形控制
对叶轮进行焊接操作之后,除了前面所述的动平衡实验,还要对其公差精度进行测量,包括形状、表面尺寸以及偏差位置是否在标准要求范围内。进行叶轮焊接时采用的是堆焊,该工艺不仅会使叶轮受热产生变形,还会产生焊接应力,从而导致焊接变形。因此,必须采取适当的工艺措施来严格控制其公差范围。堆焊时主要采取以下工艺手段。
①焊接顺序一定要准确。在每一个叶片上进行堆焊之后,需要对叶轮进行转动,在其对称位置上焊接另一个相同质量的粉块。这一操作必须反复进行直至每个叶片都完成相同的操作,以确保叶轮前后盘均匀收缩,在一定程度上能避免应力的过度集中,避免产生过大的变形。
②对焊接后的焊缝进行锤击操作。叶轮变形主要是因为堆焊工艺完成之后,在冷却过程中,焊缝会进行一定程度的收缩。因此,每一个叶片堆焊完一粉块之后,必须用小锤进行敲打,将堆焊层进行一定程度的延展,这样可补偿部分的收缩量,减少焊缝的变形。
③需采取一定的工艺手段,减少叶片在焊接过程中得到的热输入量,以减小热应力。
④钛的弹性模量是钢的一半。在钛叶轮的焊接过程中,面对的对象大多是丁字形焊缝,这种形状的焊缝不同于一般的线性焊缝,焊接过程中易出现很大的应力和变形。因此,焊接完成之后,必须将部件送到加热炉内进行加热处理,这一操作的原理是在焊缝还没有完全冷却之前,将其送到一个高温的环境中使变形程度降到最低,从而在一定程度上提高叶轮的尺寸和装配精度。
通过上述操作,对风机进行一系列检测,可发现每一处的标准都符合实际要求。
4 结论
钛风机在工作过程中产生振动的原因很多,通过利用焊接后的动平衡工艺进行处理后,可使离心风机受损的叶轮在一定程度上得到修复,确保离心风机传动轴在工作过程中不会出现质量的不平衡现象,使整个系统的机械振动得到有效控制。
参考文献:
[1]李峰,王德国,刘录,等.超高压压缩机及管线系统的振动分析与控制[J].中国机械工程,2010(6):656-659.
[2]洪伟杰.风机振动原因分析及处理[J].科技资讯,2010(6):31.
[3]张艳全,馬风龙,陶义,等.LF-80Ⅱ型轴流式风机振动超标原因分析及对策[J].科技创新导报,2010(25):55.
[4]程代康,马国新,名建华,等.天然气压缩机系统振动分析与对策[J].中国高新技术企业,2008(1):77.
