
聚酰亚胺纤维/溶解浆混合制备锂电池隔膜的研究
2019-09-10 07:22:44范圣楠赵传山张春辉
中国造纸 2019年5期
范圣楠 赵传山 张春辉








摘 要:為制备一种耐高温、强度大的锂电池隔膜,本研究以聚酰亚胺(PI)短切纤维和溶解浆为基材,采用湿法造纸技术制备PI/溶解浆隔膜,并对隔膜的物理性能进行了测定。结果表明,单独使用PI纤维制备的隔膜的抗张指数、孔隙率、孔径、吸液率分别为16.7 N·m/g、2.8%、82.7 μm、440%;PI纤维和溶解浆混抄,溶解浆用量为25%时,制备的PI/溶解浆隔膜的抗张指数、孔隙率、孔径、吸液率分别为17.0 N·m/g、4.3%、21.2 μm、594%,性能指标均高于前者。与PI纤维隔膜相比,添加溶解浆后的PI纤维表面有松散的絮状物,纤维之间不存在明显的间隙,溶解浆的存在使得纤维交织成多孔结构。传统的聚烯烃(PP)隔膜在加热至200℃时已经完全熔融收缩,而PI隔膜和PI/溶解浆隔膜加热至200℃时,尺寸未发生任何变化,因此PI隔膜和PI/溶解浆隔膜的热尺寸稳定性远优于传统的PP隔膜。
关键词:聚酰亚胺纤维;溶解浆;复合隔膜;吸液性
中图分类号:TS761.2
文献标识码:A
DOI:10.11980/j.issn.0254-508X.2019.05.001
Preparation of Lithium Battery Separator with Mixed Polyimide Fiber/Dissolving Pulp
FAN Shengnan1 ZHAO Chuanshan2 ZHANG Chunhui1,*
(1. State Key Lab of Pulp and Paper Engineering, South China University of Technology, Guangzhou, Guangdong Province, 510640;
2. State Key Lab of Biobased Materials and Green Papermaking, Qilu University of Technology
(Shandong Academy of Sciences), Jinan, Shandong Province, 250353)
(*Email: chunhui@scut.edu.cn)
Abstract:Traditional lithium ion battery separator are polyolefinbased membranes which have low heat resistance. Battery explosion often occurs due to the exothermic reactions during chargedischarge processes. In order to improve the safety level of lithium ion batteries, it is of necessity to prepare separators with high heat resistance and high mechanical strength. In this paper, novel lithium ion battery separators were prepared via a wetlaid papermaking technology from polyimide (PI) fibers and dissolving wood pulp. Results showed that the tensile index, porosity, pore size and electrolyte absorption of polyimide separators were 16.7 N·m/g, 2.8%, 82.7 μm and 440%, respectively, while those of the separators prepared from mixing PI fibers and dissolving pulp (dissdving pulp dosage of 25%) were 17.0 N·m/g, 4.3%, 21.2 μm, 594%, respectively, which were better than those of the former. Dissolving pulp filled the gap between the polyimide fibers and reduced the pore size without affecting the porosity. Dissolving pulp also significantly improved the electrolyte absorption of separators due to its inherent porous and hydrophilic property. The polyolefin(PP) separator was completely meltshrinked at 200℃ but the size of the PI separator and PI/dissolving pulp composite separator did not change.Therefore, the thermal dimensional stability of the PI separator and PI/dissolving pulp composite separator was much better than that of the conventional polyolefin separator.
Key words:polyimide fiber; dissolving pulp; composite separator; electrolyte absorption
随着电子信息和新能源产业的发展,对锂电池的安全性能等提出了更高的要求。在锂电池过充或使用不当时,电池内外的温度会急速上升,使得锂电池隔膜收缩或熔断,引起电池燃烧或爆炸[1-5]。这是因为隔膜是锂电池的重要组成部分,主要起着隔绝正、负极防止其接触而导致电池内部短路,同时允许电解质离子顺利通过的作用[6],而当电池内部温度过高时,隔膜会通过闭孔来阻止电流的传导[7-9]。因此,隔膜的热稳定性是影响锂电池安全性能的决定性因素。锂电池隔膜应具有高温下保持原有的尺寸和机械强度的特性,而传统的聚烯烃(PP)隔膜无法满足锂电池对于隔膜的要求[10-11]。
聚酰亚胺(PI)是一种高性能有机高分子材料,具有优良的热稳定性、化学稳定性和机械性能,符合锂电池对于隔膜的要求,且其良好的耐高温性能弥补了传统PP隔膜热稳定性差的缺点。但PI纤维表面没有活性基团,化学性质比较稳定[12-13],使得锂电池PI隔膜的制备面临巨大的技术挑战。一方面PI纤维在打浆和疏解的过程中很难发生纤维的分丝帚化[5];另一方面纤维在成形过程中也不会产生氢键结合,导致成形质量差、强度低,无法充分发挥PI纤维的性能优势[14]。因此,选择合适的黏结纤维来提高纤维间结合力,是开发高性能PI纤维的关键[15-18]。植物纤维可以分丝帚化从而使纤维表面暴露出更多的羟基,使得纤维间结合力增强,溶解浆中含有90%以上的α纤维素[19-22]。因此,本研究以聚酰亚胺(PI)短切纤维和溶解浆为基材,采用湿法造纸制备锂电池隔膜,并对隔膜的物理性能进行了测定。
1 实 验
1.1 实验原料
溶解浆,安徽省某公司;聚酰亚胺(PI)短切纤维(以下简称PI纤维,K1606),长度6 mm,纤维细度1.67 dtex,长春某公司;分散剂六偏磷酸钠。
1.2 实验仪器
RKSA凯塞纸页成型器,奥地利Laboratory Equipment公司;DGG-101-1真空干燥箱,杭州精密儀器有限公司;PSMA-10超滤膜孔径分析仪,南京高谦功能材料科技有限公司;ETD-2000扫描电子显微镜,北京意力博通技术发展有限公司;BKFL2荧光显微镜,重庆奥特光学仪器有限公司;TGA Q50TGA热重分析仪,美国TA仪器公司;ZL-100A拉伸强度测试仪,大连纸张试验仪器厂。
1.3 打浆
将PI纤维在Valley打浆机中进行打浆预处理,打浆时间1~5 h,取样观察纤维形态。溶解浆在PFI磨浆机中进行打浆,制备打浆度分别为20°SR、30°SR、60°SR、90°SR的浆料,放进密封袋中备用。
1.4 锂电池隔膜的制备
将打浆后的PI纤维和溶解浆采用湿法造纸技术制备定量为45 g/m2的PI/溶解浆隔膜,制备中加入分散剂以防PI纤维在水中絮聚,其中,溶解浆的用量分别为0、5%、10%、15%、20%、25%(以绝干浆料计)。溶解浆用量为0时,所制隔膜为PI隔膜。
1.5 性能测试
1.5.1 形貌分析
使用荧光显微镜观察打浆对PI纤维和溶解浆纤维形态的影响;使用扫描电子显微镜分析锂电池隔膜的形貌;使用孔径分析仪分析隔膜的微孔结构。
1.5.2 强度性能
使用拉伸强度测试仪测试隔膜的强度性能。
1.5.3 耐热性能
使用热重分析仪得到PI纤维热解的热重分析曲线,设置升温速率为10℃/min,温度范围在0~1000℃。将隔膜裁剪成一元硬币大小平铺在不锈钢板表面,置于预先升至100℃、150℃和200℃的干燥箱中进行热处理,一定时间后通过比较其面积收缩情况分析其耐热性。
1.5.4 隔膜吸液率计算
在待测隔膜上截取面积为(120×120) mm2试样,称其初始质量记为W1,将试样浸润在锂电池电解液溶液中,环境温度为室温,浸润时间60 min。将浸润后的试样置于两层滤纸之间,用质量为240 g的钢辊在滤纸上滚动至试样表面的浸润液被吸附完全,称量其质量记为W2。由公式(1)计算隔膜吸液率。
吸液率=W2-W1W1×100%(1)
式中,W1为隔膜浸泡电解液前的质量,g;W2为隔膜浸泡电解液后的质量,g。
2 结果与讨论
2.1 打浆对纤维形态的影响
纤维形态主要指纤维的长度、宽度、粗度等,纤维形态对锂电池隔膜的性能产生极大的影响。图1为不同打浆时间下PI纤维的显微镜图。从图1可以看出,打浆对PI纤维更多地表现为压溃和切断作用。打浆初期PI纤维束分散成单根纤维,随着打浆时间的增加,PI纤维发生扭曲,长度不断减小。PI纤维没有植物纤维的多层细胞壁结构,导致其经过深度打浆后也没有出现类似植物纤维的分丝帚化现象。
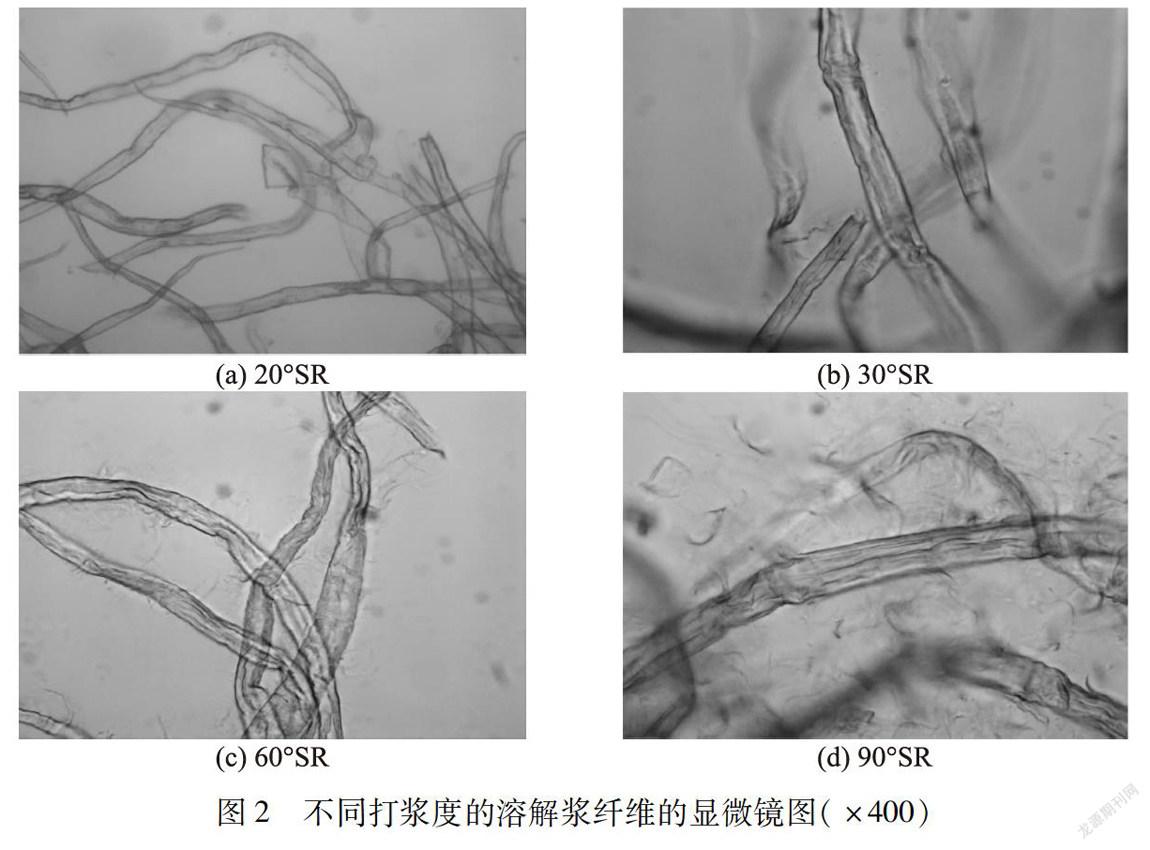
打浆度可以综合反映打浆处理后纤维被切断、润胀、分丝帚化和细纤维化的程度。图2为不同打浆度溶解浆纤维的显微镜图。从图2可以看出,随着打浆度的提高,溶解浆纤维分丝帚化增多,且纤维细胞壁的破坏越来越严重。在打浆度为20°SR时,细胞壁较为完整,纤维表面光滑;当打浆度达到30°SR时,纤维尖端和表面出现分丝帚化;打浆度进一步提高到60°SR,纤维表面的分丝帚化现象加剧,细纤维化程度提高,细胞壁受到破坏。在打浆度为90°SR时,溶解浆纤维被切断,两端被压溃,并分丝帚化,形成原纤化结构,部分原纤连接在主干纤维上,部分原纤从主干纤维上剥离,但剥离的原纤长度较短。综上,选用打浆度90°SR的溶解浆配抄锂电池隔膜。
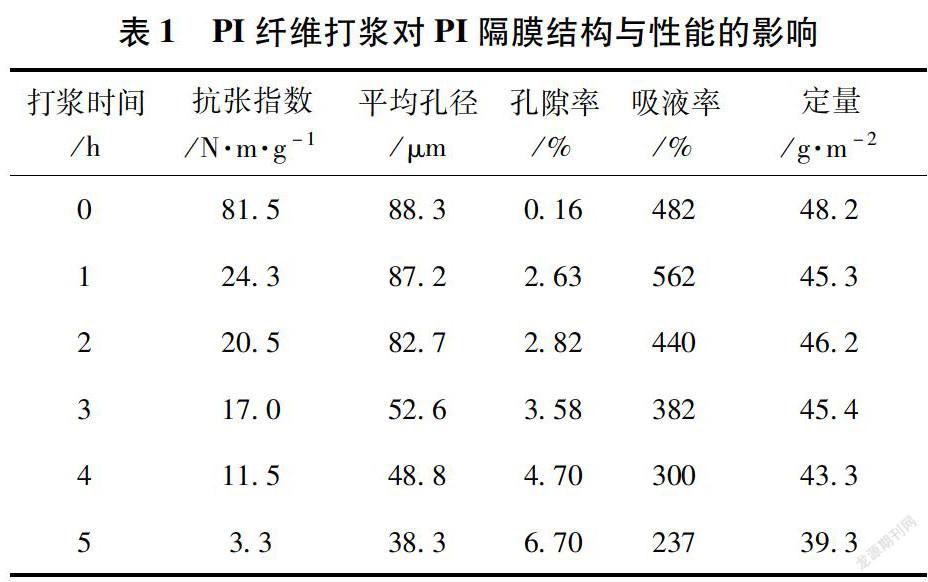
2.2 PI纤维打浆对PI隔膜的结构与性能影响
表1为PI纤维打浆对PI隔膜结构和性能的影响,图3为PI纤维打浆对PI隔膜孔径分布的影响。从表1和图3中可以看出,PI纤维的打浆时间是影响PI隔膜结构和性能的重要因素,因此应适当控制打浆时间。用Vally打浆机对PI纤维打浆时,纤维不断被切断,单根纤维的长度不断减少;
抄成隔膜时,纤维之间的连接更加紧密,纤维之间交织的空隙变小形成致密孔结构,导致平均孔径不断减小,孔隙率不断增大。随着打浆时间的增加,PI纤维长度不断减小,导致纤维在成形时部分流失,而且PI纤维孔径太小会导致盲孔的增加,盲孔的存在会降低隔膜的吸液性和保液性。从图3还可以看出,PI隔膜的孔径分布都较窄,说明隔膜的孔径尺寸较集中,符合锂电池对隔膜的要求。但随着打浆时间的增加,PI隔膜的抗张强度在不断下降。综上可知,为了保证PI隔膜的强度性能和孔径要求,选用打浆时间为2 h的PI纤维制备锂电池隔膜。
2.3 溶解浆用量对PI/溶解浆隔膜结构与性能的影响
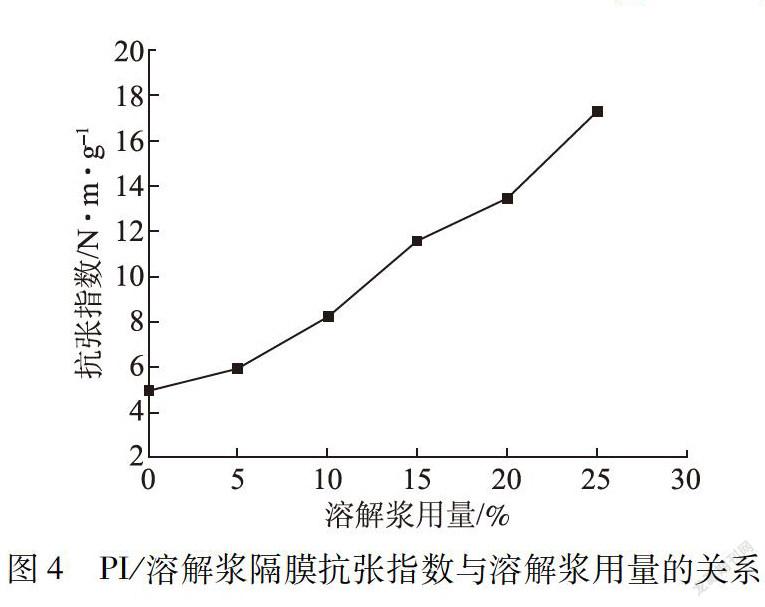
随着电池使用时间的延长,容易在电极表面产生锂枝晶,极易穿刺隔膜而发生短路。因此,隔膜必须具有较好的机械强度以保证锂电池的安全性。图4为溶解浆用量对PI/溶解浆隔膜抗张指数的影响。由图4可以看出,随着溶解浆用量的增加,PI/溶解浆隔膜的抗张指数有明显提高。在溶解浆用量为25%时,抗张指数达到17.0N·m/g。隔膜的抗张强度主要与纤维间的结合力有关,PI纤维表面没有活性基团,而溶解浆经过打浆后暴露出大量的羟基,提高了纤维间的结合力,从而提高其抗张强度。
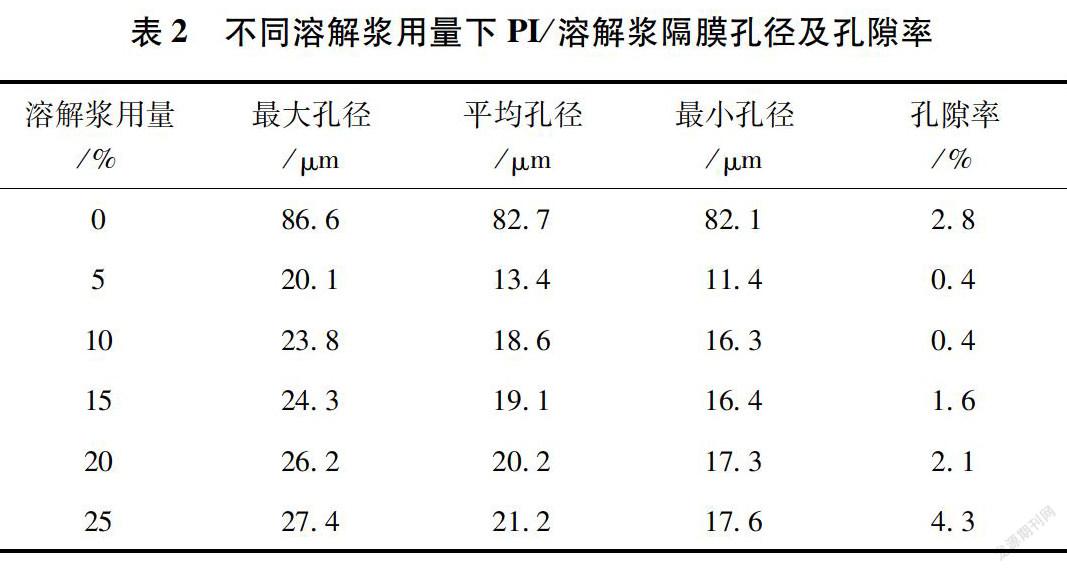
锂电池隔膜的孔径须小于电极活性材料和导电添加剂粒子的尺寸。均匀的孔隙分布是隔膜所需的理想孔隙结构,如果孔径分布范围宽,则会导致电流分布不均匀,从而造成锂电池的循环寿命变短。为保证锂电池具有较高的离子导电率,要求隔膜具有较高的孔隙率,使得电解液离子更易通过隔膜,从而有利于锂电池的电化学性能。图5为溶解浆用量对PI/溶解浆隔膜孔径分布的影响。表2为不同溶解浆用量下PI/溶解浆隔膜孔径及孔隙率。从图5和表2中可以看出,隔膜的孔径随着溶解浆用量的增加先大幅度降低然后有较小的增加,且隔膜的孔径分布变窄。这是因为溶解浆的长度比PI纤维短得多,部分溶解浆填补在PI纤维之间,形成更加紧密的结构,单位面积中纤维交织得多,使其孔径减小,孔隙率增加。
由于锂电池隔膜的吸液率影响其电阻,隔膜必须具有良好的亲液性能,在电解液中必须快速且完全浸湿,有利于锂电池的快速充放电和延长电池的使用寿命。锂电池隔膜的亲液性与隔膜的孔径、孔隙率以及表面结构有密切关系。图6为溶解浆用量对PI/溶解浆隔膜吸液率的影响。从图6中可以看出,隔膜吸液率随着溶解浆用量的增加而增加,当溶解浆用量为25%(以绝干浆计)时,隔膜的吸液率达到594%。这是因为溶解浆纤维含有大量羟基,并且具有亲水性,加之隔膜致密的孔结构可以吸收大量的电解液。
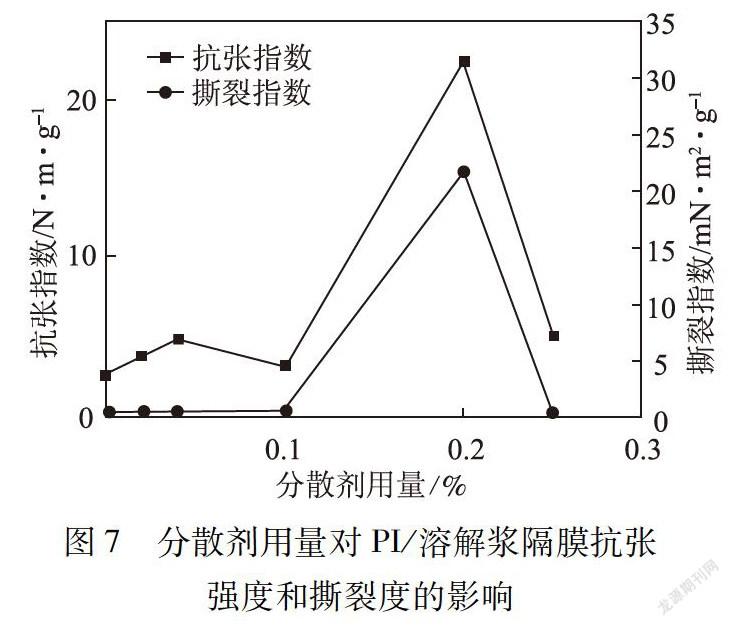
2.4 分散剂用量对PI/溶解浆隔膜抗张强度和撕裂度的影响
图7为分散剂用量对PI/溶解浆隔膜抗張强度和撕裂度的影响,其中溶解浆用量为25%。从图7可以看出,随着分散剂六偏磷酸钠用量的增加,隔膜的抗张指数、撕裂指数呈现先增大后减小的趋势。因此,六偏磷酸钠用量有一个最优值,当分散剂用量为0.2% 时,隔膜的抗张指数、撕裂指数达到最高值分别为22.5N·m/g、21.5 mN·m2/g。这是因为六偏磷酸钠在疏解纤维时可以吸附在PI纤维的表面形成一层滑而不黏的水合膜,使其具有良好的悬浮性而不致过快沉降,减少了纤维的絮聚。当分散剂用量过少时,浆料的黏度太低,不能使纤维在水中的运动得到限制,即使纤维分散也很容易再次絮聚,最终导致隔膜匀度和强度很差。当分散剂用量过多时,浆料的黏度太高,会延长滤水时间,当滤水时间大于纤维悬浮的时间时,纤维会重新絮聚。
2.5 PI/溶解浆隔膜的形貌分析
图8为PI隔膜和PI/溶解浆隔膜的形貌。由图8可以看出,在低倍扫描倍数下,PI隔膜的纤维错乱无序地相互交杂在一起,相互之间存在明显缝隙;而在高倍扫描倍数下,PI纤维表面比较光滑,没有杂质。添加溶解浆后,隔膜表面变得粗糙,有松散的絮状物分布在表面,在高倍扫描倍数下可以明显看出其表面不再光滑,粗糙不平,且其外表面分散着絮状物。这说明溶解浆纤维覆盖在PI纤维表面或者填补到PI纤维之间,纤维纵横交错形成了一种致密的三维网状结构。因溶解浆纤维直径较小且分布均匀,使得PI/溶解浆隔膜具有适宜的孔径和孔隙率,有利于隔膜吸收电解液并防止其流失。
2.6 锂电池隔膜的热稳定性分析
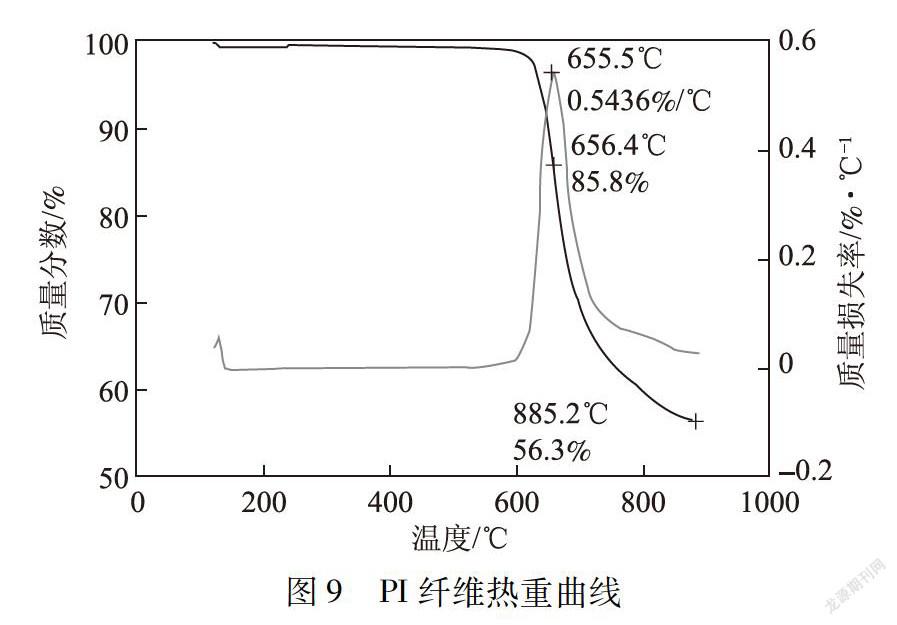
图9为PI纤维热重曲线。从图9中可以看出,PI纤维的热分解温度大约在600~800℃之间。PI纤维在600℃时开始热分解,质量损失明显增加,在800℃左右结束。到656.4℃时,PI纤维质量损失为14.2%,到885.2℃时,质量损失为43.7%。PI纤维的热分解起始温度较高,且只有一个热分解阶段,热性能较好,为改善隔膜的热收缩性提供了理论依据。
锂电池隔膜在高温下须具备良好的尺寸稳定性,才能始终保证正负极活性物质的隔离。传统的PP隔膜虽然具有较好的力学性能和化学稳定性,但其使用温度范围太小,易发生热收缩。图10为不同温度下热处理前后隔膜的外观形貌。从图10可以看出,当温度上升为150℃时,PP隔膜已经在收缩方向收缩20%。当温度为200℃时,PP隔膜已经严重收缩,而PI隔膜和PI/溶解浆隔膜依然没有变化。因此,PI纤维的耐高温性能可以提高锂电池的使用温度区间和高温安全性能。
3 结 论
本研究分析了打浆对聚酰亚胺(PI)短切纤维形态参数及PI隔膜物理性能影响;研究了溶解浆和分散剂的用量对PI/溶解浆隔膜的结构和物理性能的影响。
3.1 经过打浆处理的PI纤维在打浆时间为2 h时,所制PI隔膜具有良好的综合性能,其抗张指数、孔隙率、孔径、吸液率分别为16.7 N·m/g、2.82%、82.7 μm、440%。
3.2 在溶解浆用量为25%(以绝干浆料计)时,PI/溶解浆隔膜的综合性能最好,此时隔膜的抗张指数、孔隙率、孔径、吸液率分别17.0 N·m/g、4.3%、21.2 μm、594%。
3.3 当分散剂六偏磷酸钠用量为0.2%,溶解浆用量为25%(以绝干浆料计)时,PI/溶解浆隔膜的抗张指数、撕裂指数达到最高值,分别为22.5 N·m/g、21.5 mN·m2/g。
3.4 PI纤维具有耐高温性能,使得PI/溶解浆隔膜在高温下具有保持原有的尺寸和机械性能的特性。
参 考 文 献
[1] Liu H H, Liu B W. Production Technology Status and Research Progress of Lithium Battery Separators[J]. Insulation, 2014, 47(6): 1.
刘会会, 柳邦威. 锂电池隔膜生产技术现状与研究进展[J]. 绝缘材料, 2014, 47(6): 1.
[2] Liu C N. Foreign lithium battery diaphragm industry dynamics[J]. Chinese Journal of Power Sources, 2013, 37(6): 919.
刘春娜. 国外锂电池隔膜产业动态[J]. 电源技术, 2013, 37(6): 919.
[3] Xu Q. Preparation and properties of cellulose based lithium battery diaphragm[D]. Qingdao: Qingdao University, 2014.
徐 泉. 纤维素基锂电池隔膜的制备与性能研究[D]. 青岛: 青岛大学, 2014.
[4] Zhao J C, Yang G C, Liu X J, et al. General Description of Research on Separator for Lithium Ion Battery[J]. Materials Review, 2012, 26(s2): 187.
赵锦成, 杨固长, 刘效疆, 等. 锂离子电池隔膜的研究概述[J]. 材料导报, 2012, 26(s2): 187.
[5] Zhang M Y, Niu H Q, Han En L, et al. Research and Application of Polyimide Fibers with High Strength and High Modulus[J]. Insulating Materials, 2016, 49(8): 12.
张梦颖, 牛鴻庆, 韩恩林, 等. 高强高模聚酰亚胺纤维及其应用研究[J]. 绝缘材料, 2016, 49(8): 12.
[6] Huang X. Separator technologies for lithiumion batteries[J]. Journal of Solid State Electro Chemistry, 2011, 15(4): 649.
[7] Sun M L, Tang H L, Pan M. A Review on the Separators of Power Liion Batteries[J]. Materials Review, 2011, 25(9): 44.
孙美玲, 唐浩林, 潘 牧. 动力锂离子电池隔膜的研究进展[J]. 材料导报, 2011, 25(9): 44.
[8] Huang Y Q, Guan D An. Recent Development of the Separator for Lithium Ion Battery[J]. Marine Electric & Electronic Technology, 2011, 31(1): 26.
黄友桥, 管道安. 锂离子电池隔膜材料的研究进展[J]. 船电技术, 2011, 31(1): 26.
[9] Chen Y H, Tang Z Y, Lu X H, et al. Research of Explosion Mechanism of LithiumIon Battery[J]. Progress In Chemistry, 2006, 18(6): 140.
陈玉红, 唐致远, 卢星河, 等. 锂离子电池爆炸机理研究[J]. 化学进展, 2006, 18(6): 140.
[10] Hu X. Study on the structure and properties of polyolefin fiber battery diaphragm paper[D]. Jinan: Qilu University of Technology, 2016.
胡 星. 聚烯烃纤维电池隔膜纸结构及成纸性能的研究[D]. 济南: 齐鲁工业大学, 2016.
[11] UCHIDA I, ISHIKAWA H, MOHAMEDI M, et al. ACimpedance measurements during thermal runaway process in several lithium/polymer batteries[J]. Journal of Power Sources, 2003, 119(6): 821.
[12] Chen Y T, Zhang Q H. Progress in the Preparation and Application of Polyimide Fiber[J]. Polymer Bulletin, 2013(10): 71.
陈英韬, 张清华. 聚酰亚胺纤维的制备与应用研究进展[J]. 高分子通报, 2013(10): 71.
[13] LIU F, GUO H, YONG Z, et al. Enhanced Resistance to the Atomic Oxygen Exposure of POSS/Polyimide Composite Fibers with Surface Enrichment through Wet Spinning[J]. European Polymer Journal, 2018, 105: 115.
[14] LUONG N D, ULLA, KORHONEN, et al. Enhanced mechanical and electrical properties of polyimide film by graphene sheets via in situ polymerization[J]. Polymer, 2011, 52(23): 5237.
[15] Wang Y, Wang S, Wang Ai P. Preparation and properties of polyimide lithium diaphragm[J]. Plastics Industry, 2018(1): 138.
王 岳, 王 爽, 王愛萍. 聚酰亚胺基锂电隔膜的制备及性能[J]. 塑料工业, 2018(1): 138.
[16] Chen Z P, Huang S X, Zhu H B, et al. Advances in the research of polyimide in the field of lithium battery diaphragm[J]. Insulation, 2018(4): 1.
陈志平, 黄孙息, 朱恒斌, 等. 聚酰亚胺在锂电池隔膜领域的研究进展[J]. 绝缘材料, 2018(4): 1.
[17] LV J, WANG Z J, LIU Y. Effects of Bacterial Cellulose and Coniferous Wood Pulp on Paper Properties[J]. China Pulp & Paper, 2012, 31(1): 19.
吕 瑾, 王志杰, 刘 叶. 细菌纤维素与针叶木浆配抄对纸张性质的影响[J]. 中国造纸, 2012, 31(1): 19.
[18] LIU Y S, CHEN C X, LI J G, et al. The Quality Requirements of Dissolved Pulp and Its Production Technology[J]. China Pulp & Paper, 2016, 35(2): 56.
刘一山, 陈春霞, 李建国, 等. 溶解浆的质量要求及其生产技术[J]. 中国造纸, 2016, 35(2): 56.
[19] Chi T Y, He L, Chen Z M, et al. The application of cellulose in lithium ion battery diaphragm[J]. Battery Industry, 2014(4): 206.
迟婷玉, 贺 磊, 陈宗明, 等. 纤维素在锂离子电池隔膜中的应用[J]. 电池工业, 2014(4): 206.
[20] Deng J Z. The Market and Process Technology of Dissolved Pulp[J]. China Pulp & Paper, 2012, 31(4): 58.
邓继泽. 溶解浆的市场及工艺技术[J]. 中国造纸, 2012, 31(4): 58.
[21] TIAN C, HUANG Y, YANG X B, et al. Research Progress on the Reaction Properties of Dissolved Pulp[J]. China Pulp & Paper, 2015, 34(1): 61.
田 超, 黄 雁, 杨小博, 等. 溶解浆的反应性能及相关研究进展[J]. 中国造纸, 2015, 34(1): 61.
[22] ZHAO L, YUAN Z, KAPU N S, et al. Increasing efficiency of enzymatic hemicellulose removal from bamboo for production of highgrade dissolving pulp[J]. Bioresource Technology, 2017, 223: 40.CPP
