
涤纶短纤后处理联合机电气控制系统研究
2019-09-10 07:22杜英杰
河南科技 2019年7期
杜英杰

摘 要:本文主要介绍涤纶短纤后处理联合机的电气控制系统。该控制系统采用多单元同步调速,PLC上位机控制,通信采用ProfibusDP、Profinet网络,实现生产数据传输、信息的交换,使生产过程自动化、操作可视化、管理远程化,实现高效节能、高产优质和环保绿色的生产。
关键词:涤纶短纤后处理;多单元同步;PLC;Profinet;工控机
中图分类号:TQ342 文献标识码:A 文章编号:1003-5168(2019)07-0080-03
Abstract: This paper mainly introduced the electrical control system of polyester staple fiber post-processing combined machine. The control system adopts multi-unit synchronous speed regulation, PLC upper computer control, and ProfibusDP and Profinet network for communication to realize production data transmission and information exchange. Make its production process automation, operation visualization, remote management, to achieve high efficiency, energy saving, high yield, high quality and environmental protection green production.
Keywords: polyester staple fiber post-processing;multi-unit synchronization;PLC;Profinet;industrial computer
滌纶短纤后处理设备是将前纺形成的聚酯纤维束(原丝),经过集束、水浴、牵伸、定型、卷曲、上油、烘干、切断、打包等一系列加工处理,使之成为具有所需要强度、弹性的涤纶短纤维。其生产设备一般包括集束架、导丝机、浸浴槽、第一牵伸机、水浴牵伸槽、第二牵伸机、蒸汽加热箱、第三牵伸机、紧张热定型机、冷却喷淋、叠丝机、卷曲预热箱、卷曲机、输送铺丝机、松弛定型机、曳引张力机、切断机和打包机。
1 涤纶短纤后处理联合机电气控制系统简介
涤纶后处理生产线的传动特点为大功率、多单元、恒张力。在交流变频技术广泛应用之前,多采用直流电机+机械长边轴+多减速机,结构复杂、调速精度低等。当前的传动采用多单元变频传动,选用大整流-直流母线-多逆变器共直流母线技术,解决了生产线设备大、单元多、牵伸段间张力恒定、牵伸机间丝束倒拖等问题。传动单元主要由导丝机、第一牵伸机、第二牵伸机、紧张热定型(I,II,III)、第三牵伸机、三棍牵引机和卷曲机构成。控制主要由工控机和PLC控制。其中,工控机实现系统的人机对话功能,对生产过程进行控制和监视、完成网络组态、建立过程数据库、建立流程画面、编制各种报表、更改设计控制程序、对设备运行状态和工艺参数设置及生产运行状态的监控;PLC担负着系统的信号处理、逻辑运算、回路控制。PLC与上位机、操作员站、变频器、现场I/O站通过现场总线连接在一起,实现彼此的信息交换[1]。
2 网络通信功能实现情况
涤纶短纤后处理控制系统网络分为四层:生产管理INTNET、上位机监控PROFINET、现场控制层Profibus和设备层。涤纶短纤后处理控制系统网络架构如图1所示。
2.1 生产管理层
生产企业管理人员通过以太网将办公电脑与生产线工控机相连,可以实时地了解设备的运转状态、运行参数、工艺参数,并查阅历史数据,对产品进行预测、统计和分析,为生产优化提供数据保证。
2.2 上位机监控
上位机监控可以实现系统的人机对话功能,对生产过程、网络组态、过程数据库、流程画面、各种报表、设计控制程序、设备运行状态、工艺参数设置及生产运行状态进行整体监控。通过不同级别的密码权限完成工艺参数输入、存储和修改及温度参数的设定,实现生产过程中各设备参数监控、故障的记录,以及生产报表生成、存储及打印等功能。通过以太网与上层连接,通过总线与下层控制器连接,为工厂的智能化管理提供条件[2]。
2.3 控制层
PLC担负着系统的信号处理、逻辑运算、回路控制。PLC与上位机、操作员站、变频器、现场I/O站通过现场总线连接在一起,实现彼此的信息交换。将分散运动控制、速度控制、位置控制、过程控制、通信设备和集中操作与信息综合管理结合在一起,对生产过程中的各项工艺参数及设备故障状态实施过程监控,把各设备的参数设定、控制指令传送到各执行装置。实现生产线柔性化控制,根据不同丝束品种的需要调整工艺条件,适宜生产不同模量、不同伸长、不同强度的涤纶短纤维。同时,更符合节约能源、减少排放、降低劳动力成本和维护所需的停机时间,从而确保始终如一的品质和高效的生产率。完成浸油槽、水浴槽、蒸汽加热箱、冷却喷淋、闪蒸系统等设备的温度、流量、压力PID调节控制,对联合机的绕辊、急停、蒸汽箱开盖停喷、各电气故障等设置可靠的连锁功能。
2.4 设备层
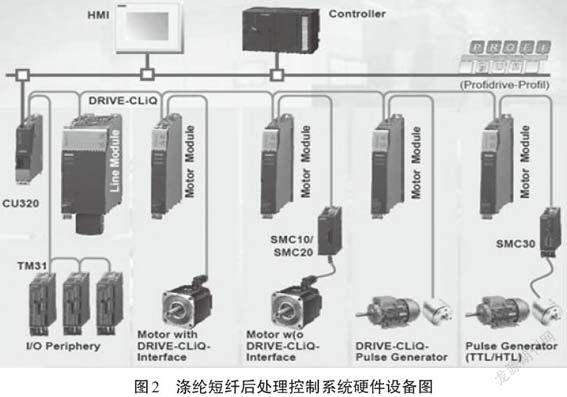
设备层担负着整个系统的信号采集、动作完成等任务。设备层(见图2)主要包含各种检测传感器、仪表、电机、执行器。设备层元件就近连接到现场I/O从站,从站与控制层主站通过Profibus DP或PROFINET总线完成电气连接,实现现场操作及检测信号就近连接,大大简化了电气至现场电缆敷设及施工,提高系统的可靠性,大幅度缩短信号传送距离,从而减小信号受干扰程度[3]。
为满足化纤行业对于可用性高、能源效率高、操作和维护简便以及投资安全保障的要求,针对涤纶短纤生产工艺特点,目前涤纶短纤设备主要应用西门子全集成自动化TIA解决方案,选用最先进的SINAMICS S120传动产品,满足涤纶生产线运行速度和稳定性等严苛的要求。选用SIMATIC家族中S7-400和STEP 7编程软件,上位机使用SIMATIC WINCC组态软件,生产过程的通讯采用Profibus或PROFINET网络传输。
3 自适应功能实现情况
涤纶短纤后处理生产传动控制系统是一个控制点多、结构非常庞大的系统,需要控制的部件包括导丝辊、牵伸机、卷曲机、铺丝皮带、输送带、张力辊和切断机等。生产过程数据控制系统是由集束、牵伸、卷曲、烘干、切断、打包、输送等连续复杂过程组成的多变量、多参数系统。由于影响传动系统的因素很多,如张力、速度、电流、电压等,因此,設置时需要考虑负载的不确定性。单元之间速度同步有很高的精度要求,否则会影响正常生产,有可能造成断丝。S120是集V/F控制、矢量控制、伺服控制为一体的多轴驱动器,适应高性能复杂多机传动,具有模块化的设计,具备传动精度高、响应速度快、生产平稳等优点。
控制系统采用基于SIMATIC S7-400 PLC的PCS 7过程控制系统,配以具有极高处理速度、强大通讯性能的CPU。S7-400作为中央控制单元,利用PROFIBUS-DP现场总线协议通信格式实现PLC与变频器的通信功能,提高系统抗干扰能力并减少接线。采用稳定可靠、带有PROFIBUS-DP接口的MP277操作屏进行现场操作,可以直接接入DP网络中,满足生产过程中对可用性高、能源效率高、操作和维护简便以及投资安全保障的要求,减少不必要的能源消耗,减少断丝的发生,减少生产停机情况,提高产能。
上位机系统采用客户机/服务器结构,其中客户机用于对现场控制设备的监视和操作,服务器可完成生产过程的数据记录与归档。操作员站、工程师站和自动化系统站与控制系统之间采用西门子PROFI NET,通信速率高,有效保证了海量数据高速传输的需求,在环形网络的某一个节点出现故障时,环形网络会在0.3s内重建通讯通道。控制系统犹如工厂中的“神经中枢”,管理着生产过程中的每一个环节。而过程中配备的每一个自动化过程仪表,担负着数据采集等工作。
自动化过程仪表遍布在生产过程中,过程仪表在变温控温、流量监测、过程控制中扮演着重要角色,利用更多的测量、自动化、控制和调节手段,集成的模块化和扩展性的执行器、传感器和控制器等所有自动化组件的无缝协同,必将成为企业的最佳选择。
4 结语
郑州纺机工程技术公司是世界上三大涤纶短纤设备制造商之一,涤纶短纤后处理联合机经过四十多年的演变,其生产能力不断提高,生产工艺要求不断更新,电气控制系统一方面随设备及工艺要求而更新,另一方面随传动技术、通讯技术、网络技术的发展在变化。随着“中国制造2025”智能制造时代的到来,我国将不断更新涤纶短纤设备控制系统,提高国产设备的技术水平和竞争力,促进化纤行业的技术进步,使我国纤维生产企业获利。
参考文献:
[1]袁孜.从工业时代进入信息时代:自动化领域的一些变革[J].成都电子机械高等专科学校学报,2006(1):33-36.
[2]李继容,鲍芳,何湘初.以太网在工业自动化领域的应用及研究[J].计算机应用研究,2002(9):126-128.
[3]陈久春.工业电气自动化领域数字技术的应用与创新[C]//中国武汉决策信息研究开发中心,决策与信息杂志社,北京大学国家发展研究院.科技研究:2015科技产业发展与建设成就研讨会论文集(下).2015.
