基于接线盒连接线与金属件压接工艺的研究
2019-09-10 02:55李欢
科学导报·科学工程与电力 2019年8期
李欢


【摘 要】通过对接线盒的线缆压接部位加锡,分析连接线与金属件的压接工艺对接线盒体电阻的影响,结果对压接工艺较差的接线盒,经加锡后其体电阻有明显下降。
【关键词】体电阻;压接工艺;加锡
0引言
金属件和线缆是接线盒组成的主体,也是最主要的通流路径。在各种环境下运行时,稳定的电阻就是保障接线盒正常工作的前提条件。目前接线盒连接线与金属件的压接工艺在行业内有两种,其一是压接;其二是压接后加锡。
本文通过在不同的压接工艺条件下测试接线盒体电阻以及在不同的阻值下测试其压接拉力,试分析体电阻与压接工艺的相关性。
1样本量选取
分别选取体电阻异常的接线盒与体电阻正常的接线盒作为样本量。
对选取的样本做体电阻重复性对比测试,发现部分异常品的体电阻测试数据不稳定,而正常品数值则基本一致,对比数据详见表1。
原因分析:接线盒的体电阻由三部分组成,线电阻、接触电阻和金属件,其中线电阻占主要部分,占比约99%。通过表1对比数据得出,造成接线盒阻值偏大且不稳定的原因可能是压接质量和线缆异常导致。由于压接不到位导致线缆松动,会造成接触电阻偏大和不稳定;而线缆中的铜丝数量不够、铜丝的直径偏小或铜丝断裂均会导致线阻偏大和不稳定。
1.1线缆分析
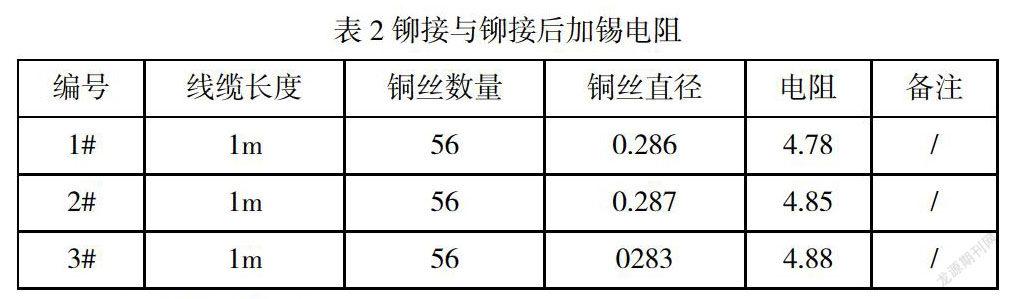
TUV要求4㎜的线缆标准是线阻≤50.9mΩ/m,铜导体规格是56根(线径0.285±0.006㎜)或52根(0.300±0.006㎜)。通过表2得出,线缆参数满足标准要求。
1.2 压接工艺分析
随机抽取表1中电阻值异常和正常的样品各三个,分别对压接部位进行加锡,然后测试其体电阻,发现阻值异常的样品加锡后,阻值出现断崖式的下降,并均稳定在12.7 mΩ左右,而正常样品加锡后电阻则无明显变化,测试结果详见表3。
线缆与金属件铆接的是否到位直接影响到接触电阻的大小,从表3可以看出,加锡后电阻出现直线下降,说明线缆与金属件间存在缝隙。
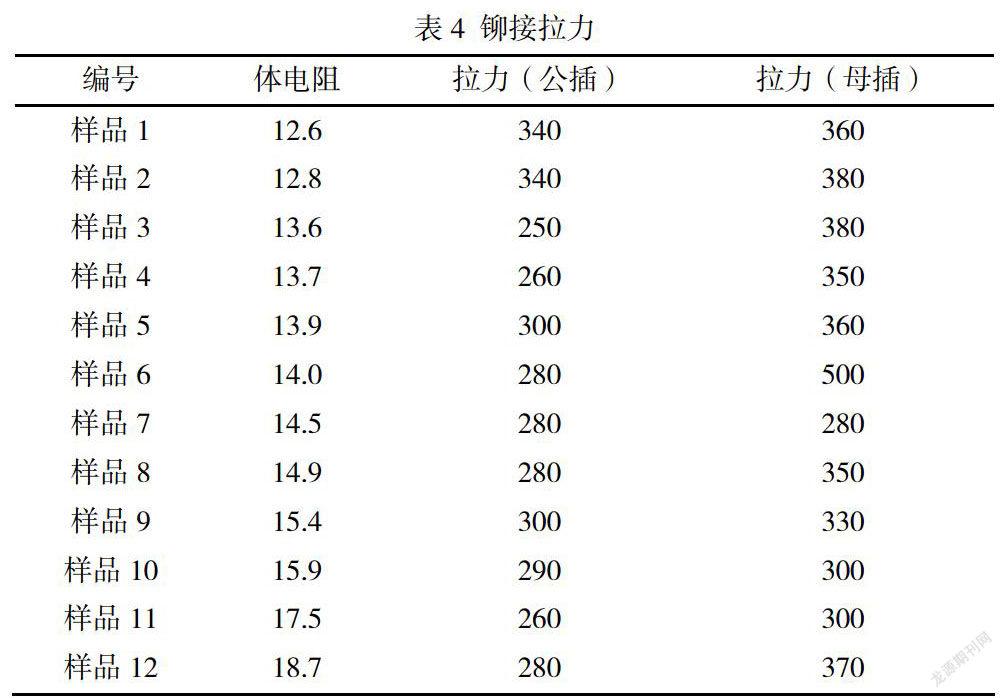
表4是选取未加锡的样本对其压接拉力进行测试,综合表3测试数据所得,随着电阻的增大,其铆接拉力在降低,其铆接拉力均小于310N,说明压接质量存在问题。
2 结论
综上所述,可以得出:
2.1接线盒的电阻大小和压接质量有关,与压接工艺(压接或压接后加錫)无直接性的关系。
2.2压接后加锡可以降低压接不到位的风险,起到双重保障的作用。
参考文献:
[1]李金翼.基于太阳能光伏组件用接线盒的设计与研究 [D].苏州大学.2017年
[2]张文斌,宁由兵.一种太阳光伏组件接线盒的缆线连接结构[J].太阳能,2011年
(作者单位:国家电投集团西安太阳能电力有限公司)