空分装置夏季空分气量不足的影响及改造措施
2019-09-10 07:22杨飞
中国化工贸易·上旬刊 2019年3期
杨飞

摘要:为了保证各装置满负荷运行的用气需求,使整套系统产生最大的经济效益,我们对空分装置进行了一系列的改造。
关键词:空分系统;空气量;措施;效益
1 装置概况
河南煤业化工集团中原大化公司空分装置采用杭州制氧股份有限公司设计制造的KDON-52000/61100型空分装置 。设计氧气产量52000Nm3/h(纯度99.6%),氮气产量61100 Nm3/h(含氧量10ppm),氩气产量1600 Nm3/h(含氧量1ppm含氮量2ppm)。该空分装置采用离心式空气压缩、常温分子筛净化、增压透平膨胀机、填料型上塔、全精馏无氢制氩、液氧(氮)泵增压的内压缩工艺技术。系统控制采用先进的DCS微机控制技术。
配套的空压机组由沈阳鼓风机厂设计制造,单套的膨胀机组和两台液氧泵、两台液氮泵、两台液氩泵及一台事故液氮泵均由法国CRYOSTAR原装进口。冷箱外围设备、管线由中国五环科技股份有限公司设计,由中石化四公司负责现场安装。
整套空分装置包裹下列各系统:01:空气预冷系统(KLT27);02:分子筛纯化系统(KJT27);03:增压透平膨胀机组(PZYZ192);04:高低压板式换热器系统,05:精馏系统;06:氩系统;07:液氧贮槽系统(ZO1321A);08:液氮贮槽系统(ZN133);09:液氩贮槽系统(ZA122R)等。
2 存在的问题及原因分析
本套装置按照原始的设计要求所产的氧气和氮气能够满足气化和甲醇的满负荷运行,但是随着后系统产业链的不断延伸(乙二醇装置投用),使用气总量快速上涨,大大超出了系统的承载能力,因空气量不足间接的引发了数起事故,严重制约了装置的长满优运行。
2.1 空气量不足导致氧纯度下降的事故
2017年5月10日,当天空气温度高、湿度大,从空压机高压缸抽取的仪表风和工厂风外送量较大,最高达到18000Nm3/h,远超设计值的5000 Nm3/h,致使高压气压力仅有5.56MPa,远低于设计的6.96MPa,主冷液位逐渐开始不好维持,19时18分氩系统出现氮塞现象,操作人员紧急干预但氩系统氮塞现象并未好转,且氧纯度开始急剧下降,气化炉工况出现大幅波动,后系统被迫降负荷,一天后氧气纯度恢复正常,气化炉氧负荷提升至100%,系统全面恢复正常。
2.2 空气量不足导致系统降负荷
2017年8月3日,当天外界气温较高,13时20分操作人员发现主冷液位持续缓慢下降,就立即对系统进行优化,并且缓慢将粗氩Ⅱ塔底部液位打至主冷以减缓主冷下降的速度,19时50分纯化系统充压后,主冷液位最低降至2100mm,为避免液氧液位过低造成联锁停车,气化降负荷至96%,同时减少外送的工厂风和高压氮气的量,系统于次日才恢复正常。
2.3 事故的原因分析
夏季,空气密度低、湿度大,额定转速下空压机打气量不足,致使低压、中压、高压空气压力与设计值相差较大;中压空气压力下降使膨胀机的制冷量下降,总制冷量不足会造成主冷液氧液位的下降;高压空气压力下降使节流制冷的效果下降,下塔气液混合物中气体较多,进上塔液空量减少,从而导致上塔气化率较大,氧不容易洗涤下来,在氧抽取量不变的情况下,势必会影响到主冷液氧液位;精馏塔工况的异常容易使氩系统出现氮塞,甚至是氩系统整体的被迫停运,上塔中的氩无法提取,直接导致氧气纯度的下降;根据物料平衡的原则,加工空气量不足,必然造成氧气、氮气产品的减少,肯定无法满足后系统的满负荷运行。
上述两起事故充分暴露了加工空气量不足对空分系统稳定运行的严重影响。
3 主要改造
为了保证各分厂满负荷运行的用气需求,使整套系统产生最大的经济效益,我们对空分装置进行了一系列的改造。
3.1 倒灌液氧
倒灌液氧是一种常用的能迅速提升主冷凝蒸发器液氧液位的方法。在装置开车阶段,为了缩短开车时间往往采用这种手段。但是,在正常生产中如果直接采用这种方法,很容易造成液氧液位的大幅波动,进而影响到主塔的精馏工况,造成产品纯度的下降。
因此,采用了新的方案来进行操作。将粗氩Ⅱ塔底部排液导淋割开,与氧储槽泵的出口相连,使氧储槽与粗氩Ⅱ塔相通,启动氧储槽泵后,首先将液氧打至粗氩Ⅱ塔底部储存起来,这样可以时刻保证粗氩Ⅱ塔底部有较高的液位。一旦主冷液氧液位出现下降时,就可以通过操作氩泵转速及出口阀位来控制回主冷凝蒸发器的液体量,既保证了液氧液位的稳定又不会造成主塔精馏工况的异常。
采用这种方法,避免了只有在主冷液氧液位较低时才能倒灌液氧的弊端,提升了系統的抗风险能力。同时,从氩系统进入到主冷的液氧,参与了系统的精馏,使氧氮产品的纯度都有了提高。
3.2 改造工厂风管线
全厂所用的工厂风和仪表风都来自于空压机高压缸,原设计是在空压机高压缸一段出口抽取5000Nm3/h气体作为全厂的仪表风和工厂风,但是随着后系统用气量的不断增加,最高时抽取量达到18000Nm3/h,造成高压气压力下降较多。为了保证高压气的节流效果,只能通过提高机组转速来解决。而提高转速又容易造成低压气超压,必须通过关小机组进口导叶来降低低压气压力,这样做使整个机组的能耗迅速增加。
所以要根据仪表风和工厂风的特点来进行改造,两者的区别在于仪表风的总用量变化不大,关键要求是气源压力稳定。而工厂风平时多用于吹扫、置换装置,用量较大且不稳定,对压力的要求不高。
因此,依旧在空压机高压缸一段出口抽取仪表风,工厂风则从其它地方抽取。在分子筛出口管线上带压开两个DN200的孔,其中一根管线由闸阀控制直接与工厂风管线相连,另一根管线由调节阀控制与工厂风管线相连,将分子筛后净化过的低压气作为工厂风。这样做不仅使高压气的压力得到了很大提升,而且工厂风的大量使用,也解决了机组提转速时低压气容易超压的问题。
3.3 新加一台空压机
一系列的改造虽然解决了后系统满负荷用气的需求,但是在夏季空分装置由于受制于总气量及冷量的不足,不能够生产液氮、液氩等副产品。而夏季几个月中副产品的价格往往处于全年的高位,利润空间巨大,为了创造更多的经济效益,添加了一台小型空压机。
新加空压机出口与空冷塔进口管线相连,使这部分气体经过空气预冷系统,一方面可以进一步降低这部分空气的温度,减少气体的含水量,另一方面,还可以除去机械杂质及能溶于水中的NO2、SO2等对分子筛有毒害作用的物质,同时,这部分气体经过空冷塔后再进入分子筛系统,也减少了对分子筛的冲击。
改造需要注意的问题:充分评估增加的气量对空冷系统和分子筛系统的影响,特别注意分子筛出口二氧化碳分析的变化情况,不要超过分子筛的承载能力;启动新加空压机向系统进气时一定要缓慢,密切关注空冷塔压差的变化,避免进气速度过快夹带水分,造成分子筛带水;新加空压机向系统进气时,要密切监护低压气压力,避免超压;新加空压机出口管线要设置止回阀,避免机组停運时,空冷塔内气体倒流至机组;新加空压机运行过程中一旦发生停车,要及时调整系统工况,查明原因,尽快启动。
4 改造后的效果
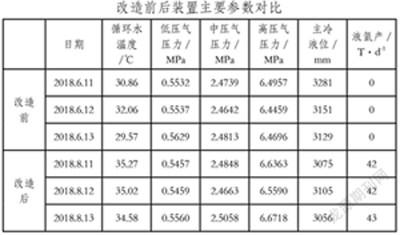
经过改造,本套空分装置在外界气温较高时也能正常运行,再也没有出现因主冷液氧液面过低而使后系统减负荷的现象,困扰空分气量不足的问题得到了彻底地解决,使整套装置的抗风险能力得到了明显的提升。
从表中可以发现,改造前,在循环水温度30℃时,高压气的压力基本上在6.5 MPa,经过工厂风和新加空压机的改造后,空压机高压缸一段出口的抽取量降到了3000Nm3/h,即使循环水温度上升到35℃,高压气压力还能维持在6.6MPa,使高压空气的节流制冷效果大大提升,最为明显的是,在保证主冷液氧液位较高的情况下,投用了精氩系统,日产液氩30吨以上。
5 效益分析
本次改造共投入费用花费30万元/年(租赁的),管线配置和电缆线及其他费用大约20万元。改造后空分每天多产液氩在30吨左右,按照夏季液氩平均价格为1500元/吨,每天收入为4.5万元,除去新加空压机每天耗电花费的1万元,净利润为3.5万元,按照每年夏季运行四个月计算,直接增加收益约为540万元。同时,改造工厂风后,产氧量相同的情况下能使空压机的转速降低20转,每小时节约蒸汽2吨,按照每吨高压蒸汽180元计算,估计节约103.6万元。
6 总结
倒灌液氧虽然能满足后系统满负荷运行,核算后能够产生一定的经济效益,但是根据近几年夏季低温液体的行情判断,价格往往会有较大上涨,致使倒灌液氧成本较高,降低了装置整体的盈利能力,因此,仅将倒灌液氧作为一个应急方法。
对比倒灌液氧和新加空压机,倒灌液氧虽然效果显著,但不具有连续性,空压机虽然一次性投入相对较大,但配合改造后的工厂风管线使用,经济效益可观。
总之,改造后彻底解决了系统空气量不足的问题,不仅使整套装置运行更加稳定,又生产出了大量副产品,还可以避免后系统降负荷,增加了企业的经济效益,同时也为其它单位空分装置的改造提供了参考。
猜你喜欢
语数外学习·高中版下旬(2022年4期)2022-07-11
科海故事博览·上旬刊(2022年5期)2022-05-17
科学与财富(2021年36期)2021-05-10
中国药学药品知识仓库(2021年18期)2021-02-28
语数外学习·高中版上旬(2020年10期)2020-09-10
语数外学习·高中版上旬(2020年10期)2020-09-10
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
智富时代(2018年2期)2018-05-02
智富时代(2018年2期)2018-05-02