
煤化工联锁保护程序设计的分析与探讨
2019-09-10 02:23:04宋振超胡中杰
仪器仪表用户 2019年10期
宋振超,胡中杰
(唐山中润煤化工有限公司,河北 唐山 063611)
0 引言
在生产过程中安全问题一直是企业运行关注的焦点,而在煤化工生产中诸如汽轮机、压缩机、煤气鼓风机、塔釜等重要设备及装置,对过程自动化控制提出了高要求,但归纳起来主要有3 个方面,即安全性、稳定性和经济性。在整个生产过程中,要确保人身和设备的安全,降低非计划的故障率,提高生产效率,这对现代化企业的自动化、仪表,尤其是联锁保护程序提出了最高的也是最基本的要求。当控制系统或某些工艺设备发生故障,造成工艺指标异常,有可能超越安全许可范围的情况时,需要设置一套安全联锁保护系统,立即动作,将该关的阀门立即关闭,该打开的阀门立即打开,从而避免事故的发生。
但在正常生产过程中,如果突然出现仪表“干扰信号”或者仪表断线、短路、控制系统模块通道损坏等故障时,生产并不希望联锁停车。诸如此类情况,如何对联锁保护程序优化设计,提高自动控制系统的安全性、可用性,本文将针对煤化工生产中部分联锁保护系统进行研究和探讨,提出新的联锁设计思路和方案,保证生产和设备、人身的安全。
1 工艺联锁概述
工艺联锁是指为保证生产装置(单元)安全稳定运行而设置的保护措施,当某项指标(如压力、流量、液位、温度等)超出安全操作范围时,能够保护装置设备不超温、不超压,使得生产装置与操作人员处于安全状态,避免事故扩大化。
根据对安全生产的重要程度将工艺联锁分为A、B 两级,实行分级管理。工艺联锁分主要工艺联锁回路(即A级)和一般工艺联锁回路(即B 级)。
A 级工艺联锁:直接引发某一个工艺系统或某一台关键设备联锁动作,并造成该生产单元紧急停车的联锁;直接引发一个生产单元联锁紧急停车并造成该生产装置非计划停工的联锁。主要分为:
1)涉及全装置或大范围停车的工艺联锁。
2)重要工艺系统的工艺联锁。
3)关系到人身和产品质量的工艺联锁。
4)涉及装置仪表气源、电源主干线的工艺联锁回路。
B 级工艺联锁:除A 级以外的工艺联锁均为B 级。仅引起一个系统或一台设备联锁动作,不会造成单元或装置停车,能够迅速恢复系统正常运行。
2 联锁程序设计问题分析
在煤化工安全生产中,涉及诸如运煤皮带联锁、焦炉四车联锁、塔釜安全联锁、煤气鼓风机联锁、大型旋转设备联锁等。其一,塔釜安全联锁,一般主要参数为温度、压力、液位;其二,煤气鼓风机联锁、大型旋转设备联锁,一般主要参数为润滑油压、轴瓦温度、电机定子温度、振动、位移、润滑油油温等。联锁程序设计的是否完备,保护动作是否准确可靠,直接关系到运行的安全和稳定。
2.1 虚假信号和干扰信号问题
对于温度、压力、流量、液位等仪表信号,采用标准4mA ~20mA 电流信号传输。由于电磁环境、仪表接地等影响,在系统中偶尔会出现“虚假信号”或“干扰信号”。如果出现时间较长,强度足够大,达到联锁停车值,会造成设备或塔釜装置的误停车事故。
2.2 仪表断信号和短路信号问题
因使用寿命,安装位置不当,环境振动较大,运输过程等因素,造成仪表断信号和短路信号的问题在生产过程中很常见。通过安装前检验,定期停车校验,定期更换等手段,能够降低一定的安全风险,但是不能完全确保不出现突发的故障问题。
2.3 中间环节故障问题
所谓中间环节,是指控制系统的信号处理模块(包括AI,DI 等),温度变送模块,信号转换模块。这些中间环节故障时,有可能造成对某一个仪表测量点的影响,也有可能影响一组测量点。最终控制系统采集到的信号有可能直接触发联锁程序,造成停车的安全事故。
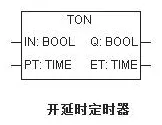
图1 和利时HOLLiAS MACS V6.5.3开延时定时器Fig.1 HollySys HOLLiAS MACS V6.5.3 Open delay timer
2.4 联锁测量仪表设计问题
不管是塔釜、还是煤气鼓风机、汽轮机等大型旋转设备,涉及到运行安全的仪表测点诸如:轴瓦温度、定子温度、润滑油压力、轴位移、轴振动、塔釜压力、液位等,绝大部分联锁的仪表测量点采用单点测量,即一个仪表测点不管是正常或异常,只要达到联锁值,联锁程序立即触发动作,执行相应保护。
3 联锁程序设计优化分析
上述联锁程序中存在的4 个问题:在煤化工日常生产过程中重复出现的机率很大,任何一个问题的出现,对生产、装置、设备的安全、稳定运行都会造成极大的威胁。通过分析存在的问题,进而优化、完善原有设计,采用预防性设计,提出联锁程序设计新思路,降低非计划停车事故,提高生产的连续性、稳定性、可靠性。
3.1 联锁程序设计的软件方面
考虑到现场工作环境恶劣,变送器等仪表送入AI 模块的电流值存在波动和尖峰干扰等情况,通过AI 模块采集得到的数值不能直接为CPU 所用,必须经过滤波处理,滤掉各种波动和干扰等信号。滤波的方式一般分为软件滤波的方法,如延时,取平均值等[1];硬件滤波的方法,如在输入侧并联电容。对于取平均值滤波的方法,以牺牲采集速度为代价,如果数据过多,用户更改的范围太大,有可能导致程序执行时间超过CPU 的最大允许扫描时间,导致CPU 停机。在考虑设计滤波程序时,为消除偶然出现的脉冲性干扰的抑制,信号经过一个延时定时器模块,在设计的延时时间段内,屏蔽干扰、异常信号,即不触发联锁保护动作。如图1 和利时HOLLiAS MACS V6.5.3 开延时定时器,图2 定时器引脚说明。
定时器功能描述,当IN 从FALSE 变为TRUE 时,触发TON 开始计时PT 秒,定时时间到Q 输出TRUE。如果定时时间未到IN 从TRUE 变为FALSE,则定时器复位[2]。

图2 定时器引脚说明Fig.2 Timer pin description
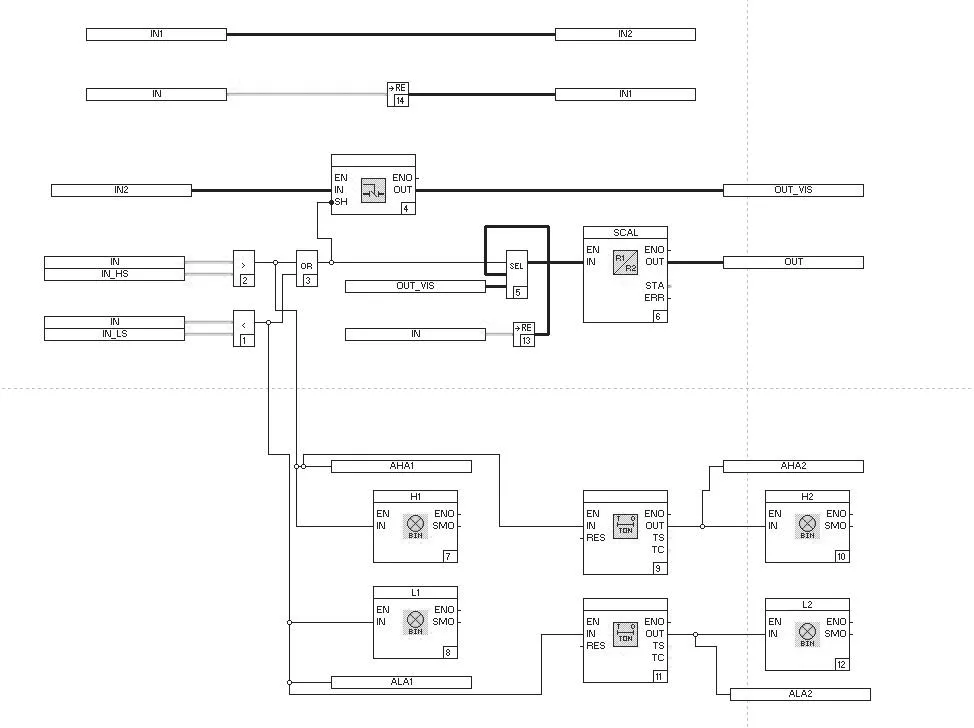
图3 输入信号质量判断程序Fig.3 Input signal quality judgment procedure
在联锁保护程序中,设计输入信号质量判断程序。所谓质量判断程序,是指识别控制系统模块中模拟量通道信号故障,即仪表出现损坏的信号,信号线路故障,模块某一通道故障等问题。比如ABB 公司的AC800F 系统中,AI通道信号为0 ~28480,对应4mA ~20mA 信号。将当前周期信号值与前一周期信号值作比较,在系统的两个运算周期内,数值超过范围值,即认为是“坏”信号,系统保持上一周期数值显示,同时发出报警,但不作联锁触发。具体设计思路如图3 输入信号质量判断程序所示。
以上是根据控制要求,自己定义功能块,实现输入信号质量判断。和利时HOLLiAS MACS V6.5.3系统中,自带“速率限制”功能块,即限制输入的单步增、减变化量在设定值范围内,可用于需要避免突变的控制场合。功能块如图4 所示。
速率限制(RATLIM)功能块将当前输入信号IN 和上周期的OUT 值进行比较,根据两者差值与RATPOS、RATNEG 的关系决定本运算周期OUT 值应在上一个运算周期的基础上改变多少。这样可以实现对输入IN 的变化率进行限制,使得每个运算周期功能块输出OUT 的改变值在某个设定的范围内[3]。算法和动作过程如图5 所示。
通过以上延时滤波和输入信号质量判断对联锁保护程序的优化,能解决虚假信号和干扰信号问题,仪表断信号和短路信号问题,以及模块通道等中间环节故障的问题。通过软件优化的方式,虽然增加了前期程序设计的工作量,但几乎没有增加工程成本的投入,在后期控制系统升级、优化改造时可参考采用。

图4 速率限制功能块Fig.4 Rate limiting function block
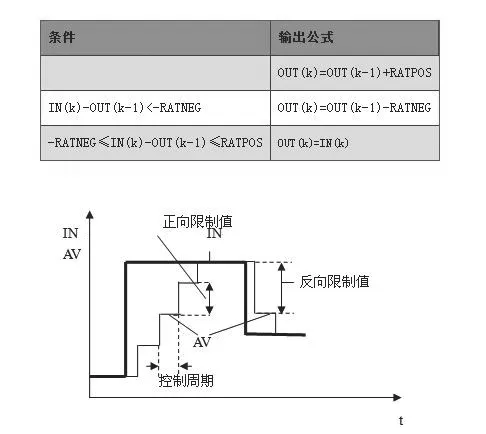
图5 速率限制算法和动作过程Fig.5 Rate limiting algorithm and action process
3.2 联锁程序的硬件方面
在不考虑工程成本投入时,所有涉及联锁保护的仪表测点,可采用双点测量或多点测量的方式。在程序设计方面,一选一逻辑表决方法的安全性和可用性差。当系统要求高安全性时,宜采用二选一的方式,其逻辑表决方法的安全性最好,但是其可用性差,即采用两个现场传感器,联锁信号取其一;当系统要求高可用性时,宜采用二选二的方式,其逻辑表决方法的安全性最差,但其可用性最好,采用两个现场传感器,联锁信号同时取两个;当系统的安全性和可用性均需要保障时,宜采用三选二的方式,其逻辑表决方法的安全性和可用性相比之下较好,采用3 个现场传感器,联锁信号取任意两个。当某一个仪表出现故障时,控制系统只是输出报警,并不作联锁触发动作,只有当同一测点,两个测量值同时达到联锁值时,触发联锁保护动作。但是要注意的是,仪表的输入信号要接到不同的模块中,降低模块故障造成的影响。这样设计,避免了由于仪表、模块、中间环节故障的问题,提高了联锁保护可靠性和安全性。
4 结束语
综上,煤化工生产中的危险工艺、塔釜装置、大型旋转设备的生产操作过程中,有很多潜在危险因素,在具体操作和实际应用中,结合工艺生产和安全要求,合理选择安全联锁保护的形式,合理选用安全联锁设备和设计安全联锁保护程序,可以在一定程度上降低安全事故发生的概率。通过以上对自动控制系统仪表联锁设计和程序设计的分析和探讨,为不断提高现代化企业自动控制水平,加强工艺过程的安全控制力度,为煤化工企业安全自动联锁控制提供一个解决思路。
猜你喜欢
建筑与预算(2023年2期)2023-03-10 13:13:36
建筑与预算(2022年5期)2022-06-09 00:55:10
建筑与预算(2022年2期)2022-03-08 08:40:56
计算机教育(2020年5期)2020-07-24 08:52:56
电子制作(2019年9期)2019-05-30 09:42:04
山东工业技术(2016年15期)2016-12-01 05:31:45
空间控制技术与应用(2015年3期)2015-06-05 14:30:31
遥测遥控(2015年2期)2015-04-23 08:15:18
制造技术与机床(2015年10期)2015-04-09 07:06:16
单片机与嵌入式系统应用(2014年9期)2014-03-11 15:35:13
