射频无源器件高频感应焊接应用系统设计
2019-09-10 06:01刘平
现代信息科技 2019年16期
关键词:射频











摘 要:射频无源器件中普遍采用手工焊接工艺焊接结构件,手工焊接是一种相对比较传统的焊接方式,对一般操作人员稍加培训即可安排其上线操作,尤其是在无线通信系统基站和室内分布系统的射频无源器件。目前海外产品及国内产品互调指标要求越来越高,所以,对焊接的质量要求也相对提高。传统手工焊接焊点质量、焊锡量、焊接效果(外观)和可靠性无法得到保证,夹具调节空间有限,部分工序的焊接效率也无法得到有效提升。因此,需要引入高频感应焊接应用系统,促进生产效率的提升。
关键词:射频;无源器件;感应焊接;焊接系统
中图分类号:TG456.7;TN626 文献标识码:A 文章编号:2096-4706(2019)16-0138-04
Abstract:In RF passive devices,manual welding technology is commonly used to weld structural parts,manual welding is a relatively traditional welding method. General operators can arrange post operation with a little training,especially RF passive devices in wireless communication system base station and indoor distribution system. At present,overseas products and domestic products are required to adjust each other more and more,so the quality of welding requirements are also relatively improved. Traditional manual welding solder joint quality,solder amount,welding effect (appearance),reliability can not be guaranteed,fixture adjustment space is limited,part of the welding efficiency can not be effectively improved. Therefore,it is necessary to introduce high frequency induction welding application system to improve production efficiency.
Keywords:radio frequency;passive devices;induction welding;welding system
0 引 言
为提高产品焊接质量,提升生产效率,本文特导入高频感应焊接应用系统,同时对装配焊接夹具进行重新构思设计,以满足不同结构件手工及高频感应焊接的需求。实现射频无源器件除PCB(线路板)以外全面高频感应焊接,提升生产效率。
高频感应加热机是目前对金属、非金属材料加热效率高、速度快、低耗节能的环保型感应加热设备。其应用范围十分广泛,主要用途为:金属热处理、金属淬火、金属退火、金属回火、金属透热、金属的钎焊、银焊、铜焊、金属热型、金属熔炼、金属埋植塑料等。
感应加热是利用导体在高频磁场作用下产生的感应电流(涡流损耗)以及导体内磁场的作用(磁滞损耗)引起的导体自身发热而进行加热的。导体有电流通过时,在其周围就会产生磁场,高频电流流向被绕制成环状或其他形状的电感线圈(通常是用紫铜管制作),由此在线圈内产生极性瞬间变化的强磁束。将被加热的金属物质放置在感应线圈内,磁束就会贯通整个被加热物质,在被加热物质内部与加热电流相反的方向产生很大的涡流,由于被加热金属物质自身的电阻导致焦耳热的产生,使金属物质自身的温度迅速上升,从而完成对金属工件的加热。
1 手工焊接特点
传统手工焊接一致性较差,焊接夹具不稳定,人员可控性较小,焊接质量、焊锡量无法保证,焊接后容易出现焊点拉尖、流锡、焊点虚焊、老化等不良问题,如图1—图6所示。
2 高频感应焊接配套设施平台搭建
结构组成:高频感应焊接应用系统由高频感应加热机,如图7所示、冷水箱,如图8所示、高频感应焊接平台,如图9所示、通用夹具、定制夹具等组成。
高频感应焊接可以利用现有焊接平台,将新的焊接夹具、焊接设备、高频感應脚踏平台等组合整一个整体,在整套设备配备后员工操作强度、生产效率、焊接质量、焊接外观等方面都有很大提升,改变了人们对高频感应焊接的认知。
项目经过自主设计、优化多功能性焊接夹具、进行焊接组件参数验证与数据汇总、制定高频感应焊标准作业指导书、组件批量焊接与质量可靠性验证等工作,最终在焊接工艺、焊点外观、焊接性能、人工成本等方面都有所突破,达到行业领先水平。
3 高频感应焊接应用系统导入与实施
3.1 技术独特性
多功能高频感应焊接夹具的稳定性加强,通过增加横向定位槽、定位块固定谐振柱、导线,保证尺寸稳定;能够上下、左右自由调节以进行不同尺寸谐振柱的焊接,满足不同结构件手工及高频感应焊接需要,如图10所示。多功能高频感应焊接夹具已经优化完成并全面投入使用,并且针对Φ1.0mm、Φ1.2mm、Φ1.5mm、Φ2.0mm、Φ2.5mm、Φ3.0mm导线都设计了不同直径的固定零件。新夹具覆盖率达98%,且焊点质量问题经过阶段性优化后合格率由80%提升到达到100%。
高频感应焊接可100%解决抽头焊点拉尖、毛刺、焊点未熔透等问题,焊接效率提高49.2%;实现了产品质量(焊点可靠性、互调合格率)的大幅提升和生产成本的降低。
焊点采用高频感应焊接后基本未发现其导致的互调不合格问题,高频感应焊接可实现98%以上的互调合格率。
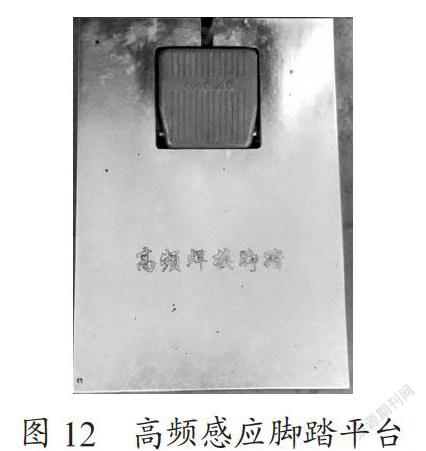
高频感应焊接系统通过设计连接头,达到连接头备份,实现换线效率提升。对焊接头进行重新整形,实现不同结构全面高频感应焊接,如图11所示。设计、加工高频感应脚踏平台,如图12所示,大大降低了员工的疲劳度。
高频感应焊接根据不同结构类型,对所有抽头、接头组件、飞杆组件等制定统一定义调机标准,通过设计输出高频感应焊接夹具、高频感应脚踏平台、设计高频感应连接头、统一对高频感应焊接头结构进行整形,大大降低了员工的操作强度。
高频感应焊接机结合冷水机,利用高频感应焊接平台焊接夹具尺寸控制和防呆设计,实现结构件感应焊接;整套焊接系统操作简单,如图13所示。
3.2 攻关难点
相同直径的谐振柱与不同的焊接电流与焊接间距、焊接头的高度匹配是调机难点,如图14—图17所示。受研发结构局限,如何保证焊点质量及焊接时间是工艺推行难点之一,而在此系统中通过单边焊接方式及加快夹具推送速度,可以实现焊接质量、焊接效率达标。
焊接头受产品结构局限需要换线,更换焊接头时效率低,更换单个焊接头最少需要10分钟。在所有高频感应焊接机焊接相同产品时需要实现不同高频感应焊接设备焊接时间一致,因此通过重新设计高频感应连接头,进行连接头备份,达到换线效率提升的效果。
为了保证焊点美观、节约工时和成本、减少员工操作强度,镀银组件全部采用干棉签擦拭工艺,此工艺对于工艺流程标准定义、生产可操作性、焊接可靠性等都是考验,如图18—图21所示。为此采取以下措施:增加单边焊接工艺,加快夹具推送速度;设计高频感应连接头,实现备份,达到效率提升;焊点美观应对措施:干棉签擦拭工艺镀银组件。
3.3 先进性
多功能焊接夹具应用范围广、可靠性强:旧的焊接夹具只能满足手工焊接且导线垂直度无法保证,谐振柱无法固定,上下调节尺寸受限;而多功能焊接夹具稳定性加强,能够实现上下、左右自由调节以满足不同尺寸的谐振柱、镀银铜线和导线的焊接要求。
性能最优:传统手工焊接经常出现焊点拉尖、毛刺、虚焊、焊点未熔透等质量问题;高频感应焊接系统的应用加强了产品的可靠性,可以100%解决抽头焊点拉尖、毛刺、焊点未熔透等问题,使产品质量(焊点可靠性、互调合格率)、工艺控制水平和生产效率均有显著提升,且基本未发现由于高频感应焊接导致的互调不合格问题,互调合格率达到98%以上。
设备操作简单,更安全:高频感应焊接系统操作简单,稍做培训即可操作,改变了传统的手工焊接方式,降低员工烫伤的风险,安全性更高。
干擦工艺应用:传统手工焊接方式焊接后残留多,需要沾酒精进行擦拭;采用高频感应系统进行焊接后残留少,采用干擦工艺,且焊点更美观。
规模生产性:全面应用高频感应系统后,除了降低产品焊接工时、提升产品焊接可靠性及互调合格率外,对于焊接的工艺要求、生产控制点、焊接时间等可以统一参数,利于大规模生产和质量控制。
整套高频感应焊接系统能够实现射频无源器件所有的结构件焊接:可通过更换连接头组件达到所有结构件全面高频感应焊接。
4 效益分析
4.1 经济效益分析
手工焊接单个平均时间为41.33秒,采用高頻感应焊接,单个平均时间为20.98秒,对比手工焊接效率提高49.2%。根据初步统计,该系统应用后双工器、滤波器等年产量为300000台,按年产1000000个焊点计算,预计可节省年成本约339166.7元。
4.2 技术效益分析
高频感应焊接系统的全面应用覆盖了除PCB板外所有的结构件焊接,通过更换连接头组件可达到所有结构件全面高频感应焊接。通过该项目的应用,实现了调机标准与焊接标准定义,提高产品质量及生产效率,降低员工操作强度;通过应用在所有的结构件焊接,满足规模化作业要求,已在生产中全面应用。该项目的应用还形成了一份规范文件《JX-PC0054-1028GY 射频产品线焊接控制标准》,该文件是在高频感应焊接调机标准中加入焊接控制标准文件,使其成为调机方式的一种标准化方式,实现工艺的共享。
参考文献:
[1] 百度文库.高频感应加热的原理 [EB/OL].https://wenku.baidu.com/view/48159be26edb6f1afe001f12.html?from=search,2016-08-28.
[2] 深圳机械展.高频感应加热的原理【详解】 [EB/OL].https:// wenku.baidu.com/view/3b273167905f804d2b160b4e767f5acfa0c78364.html,2018-09-11.
[3] 河南德胜电子技术有限公司.感应加热设备基本原理和用途介绍 [EB/OL].https://wenku.baidu.com/view/077d6305492f b4daa58da0116c175f0e7cd1191f.html,2017-11-27.
作者简介:刘平(1988.04-),男,汉族,湖南常德人,一级生技工程师,研究方向:射频器件产品工艺、自动化、产品结构设计、工装夹具设计。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
中国典型病例大全(2022年12期)2022-05-13
健康体检与管理(2022年2期)2022-04-15
通信产业报(2020年35期)2020-10-26
中国计算机报(2019年19期)2019-06-25
科技视界(2018年11期)2018-07-31
女友(2018年9期)2018-05-14
通信产业报(2017年25期)2017-08-09
科技创新与应用(2017年1期)2017-05-11
数字技术与应用(2016年10期)2017-04-01