
机泵的振动故障检修
2019-09-10 07:22胡硕生
今日自动化 2019年2期
胡硕生


摘要:机泵作为核心设备影响着制造生产行业,其运行是否可靠将决定制造生产的核心利益。在实际的生产运作过程当中,机泵的故障将对整个生产环节产生致命的影响,其中,最常见的故障即振动故障,振动带来的机器损耗将直接影响机泵的使用寿命。总之,机泵振动的检修与保养是保障制造生产企业正常运营的重中之重,在文中,我们对机泵的振动失效原因进行了分析,并以实例分析,得出了机泵振动检修的具体对策。
关键词:机泵;振动故障:检修保养
中图分类号:TB535
文献标识码:A
文章编号:2095-6487(2019)01-0111-02
0引言
作为石油化工设备中的核心部件,机泵的运行安全可靠对整个生产流程具有非常重要的意义,机泵不仅影响了整个生产流程,而且对节约能源与降低损耗来说,其故障率低将让整个企业的成本支出降低。因此,机泵的运行是否正常将是石油化工企业正常运行的重中之重。文中对机泵最常见的故障现象,即振动故障进行详细的分析,并用案例分析提出解决振动的方式,对石油化工企业有一定的现实意义。
1机泵振动原因分析
导致机泵故障振动的原因很多,从发生的始发点来说,可以分为内部原因和外部原因。在内部原因中,多发的主要是机泵的内部部件,在零件的装备工程中,或主观上人为的安装质量问题,或客观上机泵常时间的运行磨损都将造成机泵的振动;外部原因即是外部配件的紧固件和连接器。虽然有内部原因和外部原因的划分,但是引起机泵振动的原因还有很多,需要具体情况具体分析。
1.1振动外部原因
机泵振动的外部因素有:连接部件松动、进出口管道受力、额定流量严重偏差、地脚螺栓松动、润滑效果不佳等。
1.2振动内部原因
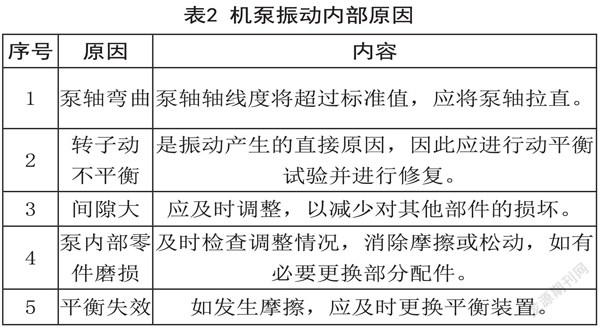
造成泵振动的内部因素有:转子动态不平衡、泵内部部件磨损或松动、轴弯曲、叶轮腐蚀、平衡装置失效。通过频谱分析和辅助检测,可以有效判断故障类型、性质、位置和恶化程度,从而实现检修,有针对性,节约人力、物力和财力。
2机泵消振对策一以某机泵消振检修为例
为了保证测量结果的可比性,有必要在数据收集的基础上进行烧光工作。在水泵标出测量地点后,振动检查仪器应保持不变,位置相同,振动测量的工作情况应尽量由同一个人记录和操作。另外,振动监测周期应尽量固定,一般设为7天左右,当振动值出现异常时,可以增加振动频率[2]。
对于产生振动的外部原因,可采用垫上生铁平整地选择,或调整地螺栓,教职,换油等措施来消除振动。通过降解,机翼改造,更新等一系列措施,可以消除泵的振动。
泵运行状态振动源研究动态和加强管理,并采取了大量数据的区域网络业务目标管理”、“趋势”震动、泵运行“C”自由名单党泵振动的统计分析等区域水泵保养有针对性,以避免工作的重复和维护。此外,还可以通过建立“A区动态泵管理卡”来指定检查和维护工作,以将衰减工作纳入管理。
根据“区域泵动态管理图”的振动消除,由于外部原因导致的泵振动消除过程的比例为30%,而由于内部原因导致的泵振动消除过程的比例为70%。研究还表明,DSJH泵的振动问题更为普遍,占该地区所有泵的33%[3]。光谱分析表明,大多数元素都是多频的,必须由流体振动引起。这种泵对工作条件也很敏感,因此很难消除振动。建议改变车轮,调整流量,增加泵支持强度,增加电感,减少空化,消除振动。通过将最大振动从6毫米/秒降低到3.5毫米/秒,降低了三线P115B泵的恒压和减压效果。这种消除方法值得研究。
经过近一年的泵监测,在A部门的泵的比例从30.22%上升到11.51%。催化区泵的比例从40.54%下降到16.22%。在大气减压区使用的泵的比例从30.30%下降到18.18%。在芳香区使用的泵的比例从16.67%下降到5.56%。在A区使用的泵的比例被调整为10.71%,以避免使用泵。到目前为止,总共有26个单位被用来降低振动,而A区泵的比例大大降低,取得了显著的结果。在振动消除前后,A区泵的比较如图1所示。从图1中可以看出,在上述衰减处理后,A区使用的泵的比例明显降低,表明所提出的衰减处理措施是有效的。
随着泵的阻尼工作的展开,磨损部件的消耗明显减少。到2017年10月底,业务部门的机械密封消耗仅占年度规划指标的60%,比前一年同期减少了45个单位。图2显示了2016年1-10个月和2017年1-10个月的每台设备的密封消耗量的比较。减震工作有效地减少了泵的维修次数,提高了泵的可靠性。
泵位于“被动”维修工作之前与缓解,存在许多缺陷,例如由于无法预测的二次伤害事故、判决和灾难性后果重大损失的设备、生产、维修的费用高昂,毫无控制管理从“被动维护”到“主动维护”的转变,在实施缓解工作后,有助于确定根本原因。一切都是基于可靠、具有以下优点:长寿命设备,改善设备的可靠性、最大限度地减少故障和受害中等和故障时间设备、维护成本模型被动管理转换、水泵,积极维护保养降低了风险并提供保证长期保持运作。
3具体消振对策的落实
至于装备水泵机械振动现有基础上,人们普遍的因素及内部和外部的形式以及一般的部件来自内部人员的质量,相应的组件部件或不当,或举行这些要素由于长时间运作等。可造成问题的震动,外部因素,泵本身的实际运行状态和质量可能会导致泵内部的振动问题。
阻尼措施的有效落实,需要在这一进程中收集有关数据和执行泵站机器,同时确保相应的衡量工具的一贯立场,并确定相应的时间,通常每星期,最好是由同一人,以确保做出具有可比性的相应测试数据[6];在这一进程中,当振动值异常变化时,振动测量频率应增加。实际解决办法、不太重要的因素造成的,需要外部震动ballast垫拆除,只有测试台;关闭和润滑油的因素共同造成的震动和内部需要进行修复解散的同时,改建和车和其他必要更新振动违约。执行和实施积极维护以实现问题的可预见影响和故障设备并实施相应措施及时为确保安全和稳定的业务设备、减少灾害的发生中学和延长寿命期基础设备泵,从而减少维修费用提高效率。
4结束语
总之,由机泵设备在化学工业中,笔者通过对机泵振动故障的原因分析,并通过案例进行了具体分析,提出了相应的对策,文章旨在为电工维修提出相应的策略知道,通过对机泵的研究熟悉机泵故障发生的可能性和解决办法,对化工企业的正常运行提供支持。
参考文献
[1]吕文明,马卫伟,蔡树伟,等.振动监测对多级泵检修中的指导应用[J].石油化工设备技术,2018,39(5):34-39,70-71.
[2]马斌良,潘延君,陆军,等.基于状态监测和故障诊断技术的脱乙烷塔回流泵故障检修[J].石油化工设备技术,2013(2):38-41,7.
[3]王成明,孙华.机泵振动原因分析与维修[J].化工设备与防腐蚀,2004(5):40-41.
[4]甄延明,王平,郑守利,等.复杂工况下机泵的预知维修[J].化工机械,2012(3):393-395.
[5]顾士平.水厂机泵故障诊断系统在供水泵房的智能化应用[J].净水技术,2017(S1):153-158.
[6]张荣奇,张荣帅,李雨萌.机泵故障判断聽诊器[J].油气田地面工程,2013(11):139.
