超大型轴流转浆式水轮机组导水机构安装工艺
2019-09-05 01:23
四川水利 2019年4期
(中国水利水电第七工程局有限公司,成都,610213)
1 工程概况
桐子林水电站轴流转浆式水轮机由哈尔滨电机厂有限责任公司制造。水轮机型号ZZA1093-LH-1010,水轮机额定出力153.10MW,额定转速66.7rpm,转轮直径10089mm;导水机构总重量约500t,由底环、32个活动导叶、顶盖、支持盖、导流锥、控制环等组成;自润滑轴承、销、拐臂、连杆、控制环和推拉杆等组成的导叶操作机构将导叶与接力器相连接,并设有剪断销、限位块、摩擦衬套保护装置等,通过液压直缸接力器操作导叶及导叶操作机构,操作接力器的压力油由调速器系统的油压装置供给,其额定工作油压为6.3MPa。
2 导水机构安装工艺过程
导水机构在正式安装前,应进行预装;各部件组装前应清扫干净、光洁、无毛刺,组合面把合时应涂密封胶,组合面间隙、错牙应符合图纸要求,组装完成后应检查各部件配合尺寸是否与图纸相符;凡有坐标线和标示标记的零部件,应对厂家标识点进行实物与图纸校验并按校验后的标示标记进行安装。
2.1 机坑清扫测量
清扫机坑里衬、座环与顶盖螺栓把合孔、座环上环板等部位;复测浇筑后的接力器基础板高程,校验浇筑后座环、转轮室方位、高程以及相对高程,测量座环和转轮室的实际中心、水平、同心度和转轮室的圆度;测量的同时做好记录和控制标识,通过分析重新确认座环固定导叶中心线标识点,作为机组安装的相对高程控制点。
2.2 座环切割修磨
机坑测量时将座环上法兰内径加工量测定完成并做好样点标识,测量标识点为16点。依据厂家图纸尺寸要求,对座环上法兰内圆用火焰切割加工;为保证配合处密封效果,建议控制法兰内圆加工尺寸(13310mm±2mm)取负偏差,以保证切割后修磨量充足;加工后进行圆滑修磨处理,保证加工面垂直度、圆度。如图1所示。
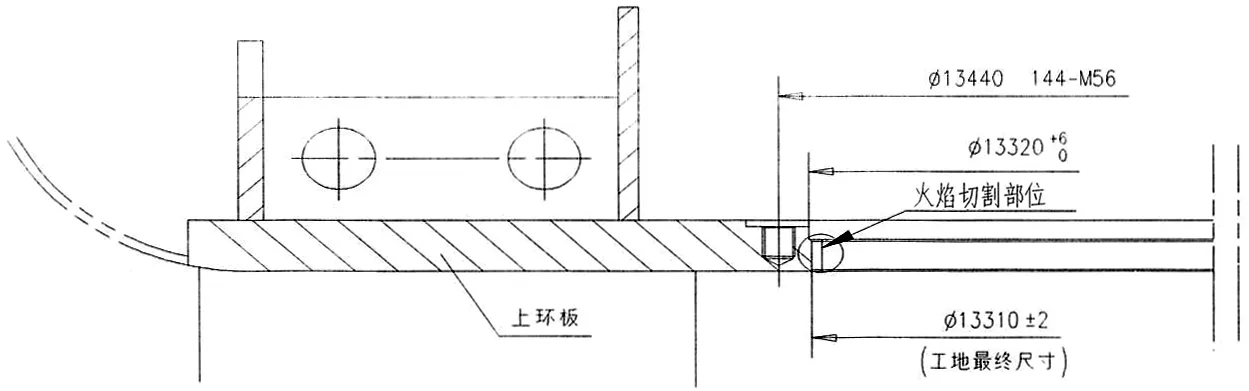
图1 座环上环板加工示意
2.3 底环组装、安装
底环的组合面应清扫干净、光洁、无毛刺,组合面把合时应按图纸要求涂密封胶,组合面间隙、错牙、组合螺栓扭力值等均应满足图纸技术要求;底环组装过程应注意底环水平控制,组合完成之后,应进行圆度检查和方位点校验。底环吊装应使用厂家提供的吊装工具吊装,底环安装时应考虑浇筑后转轮室相对于座环的方位偏差,应按座环方位点与转轮室方位点的综合偏差调整底环中心、方位,确认底环方位调整在最佳位置处;高程应按机坑测定时座环固定导叶中心线标示点调整底环的水平和高程。
2.4 导叶端面间隙测定
根据桐子林水电站水轮机机组结构形式,座环上法兰立面不加工,导叶端面间隙和顶盖安装高程、水平由配刨垫圈加工控制。座环、底环开档测量精度要求高,故选用两种高精度测量方式进行校验。测量前需先对座环面的顶盖螺栓把合孔面进行找平:将配刨垫板放置在螺孔上,检查其与座环面的配合间隙符合要求,用0.02mm塞尺检查不能通过,若不合格需进行研磨处理螺栓把合孔。检查合格后进行两种方式测量校验,校验完成后根据计算数据进行配刨并对应编号。
测量方法1:使用高精度测微仪(精度0.10mm);测量144个顶盖螺栓把合孔面水平差和该面至底环面的相对高差,根据顶盖的安装高程、水平和导叶端面总间隙以及测量数据组计算出144配刨垫板的加工量。
测量方法2:使用内径千分尺(精度0.01mm);把1m水平尺放在顶盖螺栓把合孔上面,将该面的水平引出,在水平尺上面放一个框式水平仪调整水平尺的水平度在0.02mm/m内并保持,用内径千分尺测量顶盖螺栓把合面至底环面的相对高差。方法2布置如图2所示。
2.5 导水机构预装
2.5.1 导叶预装
吊装前,应对导叶、底环上平面进行彻底清扫和对导叶尺寸校验,并将导叶下套轴颈涂上二硫化钼或其它润滑剂。吊装时应严格控制水平和吊装下落速度,避免破坏下轴颈轴套内密封装置,建议吊装时使用10t手拉葫芦配合调整水平。导叶预装后不再吊出,因此,导叶吊装前应按导水机构装配图,将导叶下轴颈轴套内的密封等零部件安装完成,建议全部导叶参加导水机构预装。

图2 导叶端面间隙测量方法二示意
2.5.2 顶盖组装、安装
在顶盖组装工位布置12个1200mm高的支墩,同时在每个支墩上平面布置一对楔子板,用测微仪将每个支墩上的楔子板调至同一高程,精确到0.10mm之内,如图3所示。按设备方位标记用桥机将分瓣顶盖分别对应方位吊放在支墩上,组合面间隙、错牙、组合螺栓扭力值等均应满足图纸技术要求。组装完成后检查顶盖水平、圆度,校验方位点、轴套孔内径等。顶盖吊装前,清扫检查座环面以及座环螺孔面,将配刨好的垫圈对应放入把合螺孔面上,活动导叶上轴套处应涂抹二硫化钼或其它润滑剂。使用厂家提供的顶盖吊装专用工具进行吊装,吊装时应调整顶盖水平;吊装至距离把合孔面约50mm处时,将顶盖与座环的把合螺栓全部装上,以防止垫圈位移。建议吊装顶盖前将导叶套筒全部装入顶盖,密封不安装。顶盖的调整:检查导叶上端面进水边和出水边的间隙,使进水边和出水边间隙均匀,导叶不存在规律性的倾斜、且转动灵活,即确定顶盖与底环导叶轴套孔同轴度满足规范要求的同时满足顶盖与底环的同轴度。顶盖安装定位后,复测32个导叶端面间隙,满足设计端面总间隙要求后安装全部导叶套筒密封。

图3 导水机构工件组装工位布置
2.5.3 支持盖、导流锥组装、预装
由于组装场地有限,支持盖的组装考虑在顶盖组装工位进行,如图3所示,其组装工艺与顶盖类似。完成后检查支持盖水平、圆度、方位点,校验相关配合尺寸。导流锥为整体到货,设备清扫完成,仔细检查相关控制点尺寸。导流锥在机坑外与支持盖组合,组合完成后整体吊入机坑预装;在顶盖上布置球心器架,挂钢琴线,以转轮室为基准,测量调整导流锥中心在0.5mm同心度内以保证水导轴承、主轴密封安装中心;同时保证导流锥与支持盖同轴度满足设计要求;验收合格后预紧1/2螺栓再配钻所有支持盖、导流锥定位销钉。预装完成后整体吊出导流锥和支持盖,正式安装时导流锥和支持盖与转轮整体吊入机坑安装。
2.6 导水机构安装
2.6.1 导叶操作机构安装
支持盖和导流锥与转轮整体吊入机坑后,打入顶盖与支持盖销钉,预紧顶盖与座环、顶盖与支持盖全部螺栓。导叶操作机构、导叶臂等清扫干净、无毛刺后对应编号吊装,吊装时部件水平应用手拉葫芦调整,配合部位涂抹二硫化钼或其它润滑剂,吊装完成后装附件;同时组装控制环,控制环在顶盖组装场地组装,组装方式与顶盖类似,组合面间隙、错牙、组合螺栓扭力值等均应满足图纸技术要求,并校验相关配合尺寸;控制环组装完成后吊入机坑,吊装前将支持盖与控制环接触部位清理干净、无毛刺等,检查控制环把合抗磨板的螺钉不得高出抗磨板;为方便导叶立面间隙调整时控制环与导叶连接板尺寸,吊装时应事先确认控制环基本处于全关位置。
2.6.2 导水机构调整
转动部分整体吊装后,机组导水机构、转动部分重量承重于座环上环板处;测量导叶端面总间隙,根据端面总间隙值,按照图纸要求进行端面上下间隙分配;提导叶端面间隙使用自备的9mm垫圈,在垫圈上平面均布三个点安放φ6mm铅垫,在底环上架设百分表监控导叶端面间隙提取量,端面间隙到达分配值后应用500mm塞尺检查,分配端面间隙测量数据在0.05mm偏差范围内再计算配车垫圈配车数据;配车完成后,安装配车垫圈并在导叶全关和80%开度两位置复查32个导叶端上、下端面间隙,并记录测量结果,同时用导叶转动专用工具转动导叶,检查其灵活性,每个活动导叶应转动灵活。导叶立面密封为聚氨酯材料,密封可压缩性不同于钢性密封;调整导叶关闭线圆度,利用1m钢板尺测量圆度偏差在±1mm范围内,使导叶全部关紧和控制环处于全关位置的情况后,测量导叶臂与控制环、控制环与接力器相对高差,对补偿垫片进行加工,通过连接板连接导叶臂与控制环、控制环与接力器,利用连接板偏心销调整立面间隙,偏心销调整量为7mm;调整完成后检查确认,导水机构附件安装完成后方可进行调试工作。
3 对比优化方法
3.1 顶盖密封性控制改进
火焰切割机加工控制难度大,不易操作,中心梁调整同心度精度低,桐子林电站座环上环面不加工,高低差约5mm,火焰切割机行走机构平面不在同一水平截面,引起加工后有部分垂直度超标约2.5mm,修正打磨后1#机座环上环上平面实测数据为13309mm~13311mm,座环上环下平面实测数据为13309mm~13312.5mm;其间隙满足顶盖吊装条件,但是下部分间隙局部为25.5mm,比顶盖与座环密封盘根直径还大0.5mm,比盘根槽设计间隙23mm±1mm还大1.5mm,在密封盘根安装时存在局部小段密封压缩量偏小的情况,安装时在密封盘根下平面增加2mm厚压板以满足密封条填充量。根据1#机施工经验,将切割定位点放小为13309mm±1mm,严格控制加工步骤,每加工500mm检查垂直度不超过1.5mm,若超过便及时调整火焰切割机枪嘴垂直度,修正打磨前也做好测量与划线工作;2#机座环上环上、下平面加工后实测数据为13308.5mm~13311mm之间,满足顶盖吊装条件,安装顶盖密封盘根与1#机相比速度快、效率高,做渗漏实验一次性通过。
3.2 座环上环板轴向变形,端面间隙预留增大
导叶端面总间隙设计值在1.5mm~2.5mm之间;1#机导叶安装与顶盖吊装调整完成后,端面总间隙测量结果为1.6mm~2.8mm;发电机轴与水轮机联轴后,此时转轮、主轴、发电机轴、顶盖、水导轴承、主轴密封、导叶及导叶操作机构等全部承重座环上环板,端面总间隙测量结果为0.5mm~1.25mm;转子联轴后,此时顶盖、水导轴承、主轴密封、导叶及导叶操作机构等承重座环上环板,端面总间隙测量结果为0.5mm~1.25mm;哈电厂家通过计算确认了座环上环板轴向变形约为1.0mm左右,并组织厂内设计、总师及相关部门专家研究后,确定1#机导叶下部预留30%端面总间隙、上部预留70%端面总间隙进行分配调整对机组运行不会产生影响。因此安装设计要求进行导叶端面间隙分配调整,后期调试运行证明了厂家设计研究结果是科学的。根据1#机经验,2#机预留端面总间隙量增大,控制在3.7mm;2#机导叶端面总间隙调整最终结果在1.7mm~2.5mm,满足设计图纸要求。
3.3 导水机构预装方位点累计误差的校验
2#机导水机构在厂内未参加预装,现场安装时顶盖方位调整完成,导叶调整无规律性倾斜后约46根M64×690顶盖与座环把合螺栓错孔、螺栓不能带入。后将顶盖、导叶吊出,经仔细复核顶盖、底环、座环、转轮室方位点,发现各部件厂家方位样点均存在1mm~2mm偏差,设备安装方位偏差也有1mm~2mm且满足安装规程规范,累计同一方向偏差引起错孔情况;后进行导水机构预装方位控制点校验,将存在偏差的控制点进行重新分点放样,消除累计误差,并在安装过程检查导水机构把合螺栓和导叶轴套等的分布圆是否匹配等。
4 结语
桐子林水电站2#机组的安全稳定运行验证了导水机构的安装质量。通过1#、2#机导水机构安装工序工艺介绍、对比分析,为同类型机组导水机构安装提供了一定的参考价值,主要体现在:
(1)在安装过程中,研究、寻找、解决与设计图纸不符或施工控制不足等情况;
(2)在首台机安装完成后,总结经验与控制要点,为后续机组安装提供高效可行方案;
(3)通过安装工序规划,合理布置工位,解决现场安装期间工位紧张、工期紧的矛盾;
(4)一般来讲,现在的设备制造厂家在设备上均做了标示标记的装配控制点,对于大型机组标示标记仍然存在偏差,标示标记的校验显得极其重要;
(5)机电设备安装图纸明确为装配图,因此在设备安装前应先对配合位置进行配装。
猜你喜欢
低温与特气(2022年3期)2023-01-14
云南大学学报(自然科学版)(2022年5期)2022-09-21
汽车实用技术(2022年3期)2022-02-24
陕西煤炭(2021年4期)2021-08-10
西安科技大学学报(2021年3期)2021-06-17
山东煤炭科技(2020年2期)2020-03-05
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
凿岩机械气动工具(2017年2期)2017-07-19
汽车科技(2017年3期)2017-06-12