
基于UG的控制器支架热流道注塑模具设计与成型件数控加工
2019-08-29 09:18阳夏冰杨素华
中国塑料 2019年8期
阳夏冰,杨素华
(武汉城市职业学院机电工程学院,武汉 430064)
0 前言
机器人控制器支架是某机器人构成组件中的一个重要组成零件,其构件需要有一定的成型精度及抗震稳定性强度,因而塑件的结构强度要好,且变形小;又其上需承载较多的其他结构控制元件,因而需要设计较多的功能性特征。塑件上,因功能需要而配套设置的塑件结构或塑件特征,在塑件采用注塑方式成型时,很难对塑件进行产品结构更改,因而,一个塑件的更改,特别是结构承载件,都将关联到其他塑件的结构更改,在许多情况下,这种情况是不允许发生的[1-4]。因此,塑件的复杂结构只能通过塑件的成型模具创新设计来进行解决。复杂塑件的成型模具设计,难点主要体现在塑件的浇注系统的设计和脱模机构的设计[5-8]以及复杂成型件的成型采用数控加工来得到妥善解决[9-12]。拟结合某机器人控制器支架塑件的成型对此作出说明,以资参考。
1 塑件结构分析
图1为某机器人控制器支架塑件三维结构图,塑件材质为丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS)+聚碳酸酯(PC)改性塑料,塑件形状为矩形框体+支角型结构体;塑件的内壁、外壁上设计有不同的结构件安装特征和结构强度增强特征。内壁上,左、右内壁分别设计有内壁筋和卡扣,外壁上,为防止塑件注塑后变形及增强塑件的结构强度,在左、右外壁上,设计了密度较大的侧筋槽;同样,前端个支撑角与塑件框体的连接也采用多置式侧方槽来增强支角与主体框的连接强度。塑件的后端则设置有较多阵列式侧孔,内部侧壁上还搭接了2个左右螺柱。从塑件的结构特征组成情况看,这些结构特征将直接影响塑件的充填效果和脱模,主要表现为筋位、槽位等特征因为其壁厚较薄,且交叉多,熔融塑料前锋比较容易在这些地方冷却而难以进浇,造成塑件缺料等缺陷,脱模困难主要表现为内壁上的内壁筋及外壁的侧筋槽、侧孔、侧方槽、侧螺柱等都需要设计特殊的侧抽芯机构来实施脱模,且侧抽芯区域面积大,抱紧力大,对成型机构的要求严。
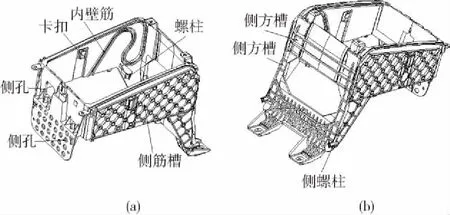
(a)后视轴测视图 (b)前视轴测视图图1 塑件结构Fig.1 Shape of the plastic part
如图2所示,塑件的外形尺寸为259 mm×260 mm×192 mm,为中等大小的塑件。塑件上,前端侧方槽深度为3 mm左右,后端侧孔深度与壁厚深度等同,为1.8 mm;螺柱外径为Φ8 mm,深度为12 mm,外壁的侧筋槽倒扣深度为3 mm,内壁上内壁筋的深度为2 mm,卡扣抽芯距为5 mm,2个左右螺柱的直径为Φ7 mm。

(a)K向视图 (b)前剖视图 (c)右剖视图 (d)主视图图2 塑件特征尺寸Fig.2 Characteristic dimensions of plastic parts
2 模具设计难点
综合塑件的结构特点,模具设计有以下几个难点:塑件在模具中布局,应紧固外壁、内壁的脱模要求;浇注系统的开设应能保证外壁上较多加强筋的地方壁薄区域能得到有效充填;分型面的选用保证塑件能合理脱模的前提下,方便加工;因塑件侧壁多加强筋的缘故,模腔的排气措施应合理布置;所有成型件应便于加工;4个侧壁及内壁的脱模机构应能准确可靠地脱出制件,脱模机构应有足够的刚度和稳定性,结构简单,操作方便;相对而言,塑件的外形尺寸影响了塑件模具的结构尺寸,模具结构尺寸相对较大,模具注塑前,模具需要预加热到一定的温度,同时,模具生产一定时间后,模具温度不能太高,因而,须设计合理的加热和冷却系统。
结合工厂现有设备及加工条件,针对塑胶件的上述问题,模具设计时,采用如下措施:模腔布局采用1模1腔,以保证4个外侧壁能采用独立的侧面机构进行侧抽芯;浇注系统采用UG中计算机辅助工程(CAE)分析后,确定为2个侧边加大型扇形浇口进行浇注,流道则采用热流道嘴+短程冷流道方式,以保证熔融塑料在模腔内有足够的流动性;因而4个侧面及内壁的侧抽芯面积大,但抽芯距离较短,针对其脱模困难问题,可以采用集中式大面积短距离侧面大滑块和侧面大斜顶来实施侧面抽芯脱模;在主分型面上开设排气槽,并充分利用四面滑块及内壁成型镶件的镶件间隙来增强排气;各大型成型件都开设加热/冷却管道以保证较好地控制模温。
3 分型设计
结合上述,综合运用UG10.0软件的CAD/计算机辅助制造(CAM)的集成设计功能,进行塑件的分型设计及模具结构设计,塑件成型模腔的分型面设计及成型件设计如图3所示。塑件在模腔中的布置如图3(a)所示,采用单腔布局形式,分型面采用塑件的底端最大外沿轮廓作为主分型线,对前、左、右3条轮廓线做水平向的延拓后,获得如图3(b)、3(c)所示的碰穿型分型面,而对后轮廓线则采用沿开模方向的延拓后,获得如图3(c)所示的插穿型后分型面。内孔分型面则依塑件口部底端的边沿线进行补破空,获得如图3(b)中所示的内孔破空面,并在其尾端从中分割一区域,做成插穿孔区域,以实现塑件尾端内壁在模腔型腔一侧成型。如图3(b)、3(c)所示,塑件四周的分型面尽量做到以平面作为分型面,以降低成型件的加工难度,便于模腔装配时分型面的修配。对于内、外壁上侧边插穿孔,其成型件尽量设置于塑件外壁的成型件上,以避免成型件设置于塑件内壁一侧而带来额外的加工难度。模腔的浇注系统基本构造如图3(a)所示,流道设置于内孔破空面上,即型芯镶件上,浇口及流道都设置于型腔镶件上,浇口采用扇形浇口,共2个,分置于塑件内框壁上,流道前段采用热流道嘴直接进行浇注,以缩短流道,保证熔融塑料在模腔内的充分流动,以减少熔融塑料前锋在塑件的加强筋等薄壁特征处出现过早冷凝而导致塑件充填不充分。

(a)分型设计 (b)分型面前视图 (c)分型面后视图图3 分型面设计Fig.3 Design of parting surface
塑件外壁的成型件采用4个整体式滑块,如图4(a)所示,采用4个整体式侧面滑块来分别成型塑件的4个外壁,基于以下考虑:4个外壁的特征所需的侧抽芯行程短,对驱动4个滑块侧抽芯的驱动机构行程要求不高,占用的模架空间不多;有利于保证4个侧面成型件的整体强度及4个滑块可在其背面开设大面积锁紧面,保证注塑时,在注塑压力下,侧面滑块不松动;大的成型块便于开设成型件温度控制流体管道;采用整体式侧面滑块便于成型件的加工。4个滑块的采用斜面碰合方式进行配合,其配合间隙为δ≤0.02 mm,同时,4个侧面滑块成型面方便开设排气槽。4个侧面滑块的头部在分型面处与主型芯镶件的配合采用一定的斜度插入方式配合,斜度为3 °,以使4个滑块从侧面复位时呈锥体插入方式,以保证4个滑块复位的定位准确性。
塑件的内壁则采用1个中型主型芯镶件及2个左、右斜顶块构成,左、右斜顶同样采用整体式,一是增强强度,一是便于在成型件内开设温度控制管道,便于模具整体温度的均匀控制。2个斜顶块分别各采用2根斜顶杆顶出,温度控制媒质也分别从2根顶杆内所开设的管道中接入接出。模腔的上、下主成型件采用整体式镶件方式,以有利于降低模具成本、减小加工难度,如图4(b)所示。
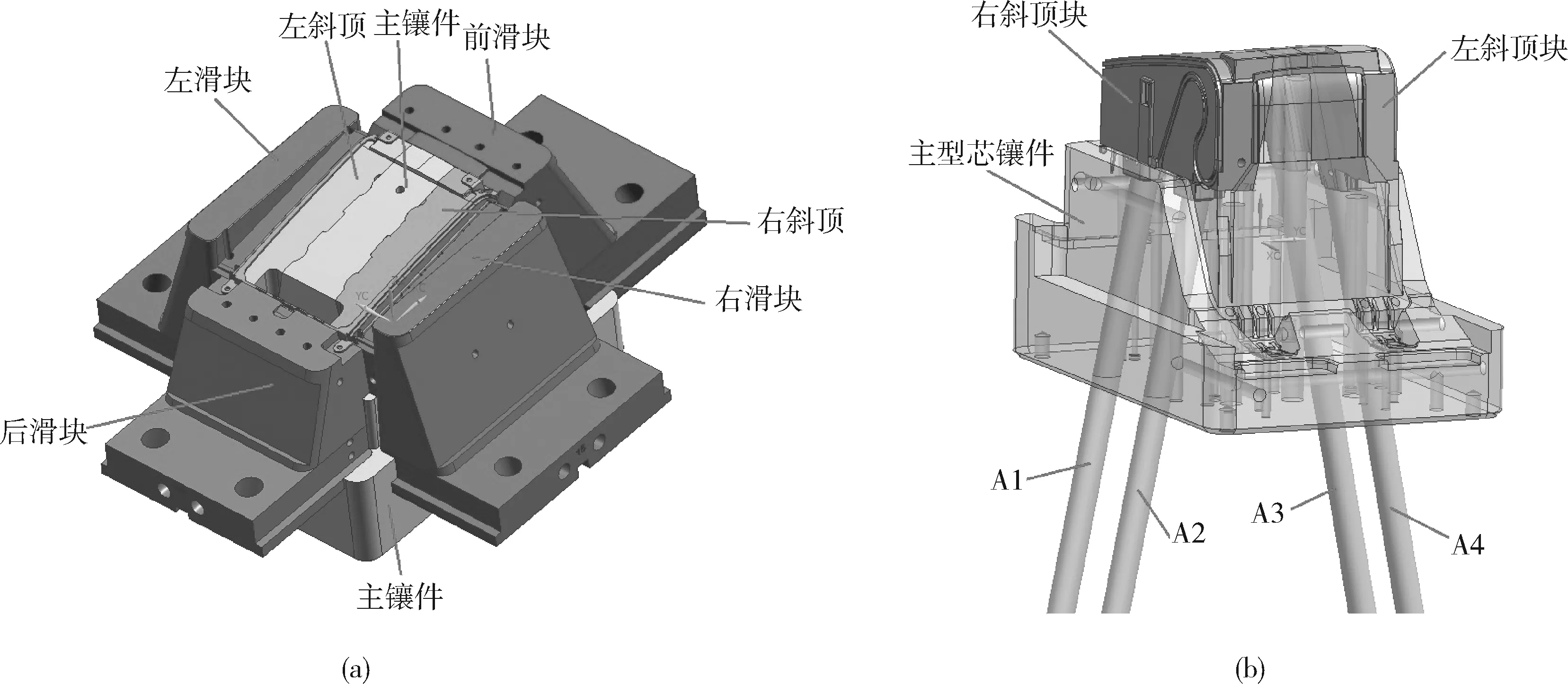
(a)外壁侧抽芯成型滑块 (b)内壁斜顶及型芯镶件图4 成型件设计Fig.4 Design of molded parts
4 模具结构分析
4.1 模具结构设计
模具结构设计如图5所示。模具采用1模1腔布局。模架采用龙记LKM两板模非标模架,模架在两板模标准模架的基础上对顶出板机构进行了改进,在顶出板机构上增设了二次顶出机构。模架两板模的主要构件包括件30~件34、件47~件50;二次顶出机构的构件主要包括件6~件19,顶针面板14、顶针推板15通过螺钉紧固在一起构成模具的第一次顶出板,其上承载安装有左斜顶杆座37、右斜顶杆座40、推管20;下层顶出板16则单独构成一块顶出板,其上安装有顶出元件顶针17,油缸8的缸体安装于下层顶出板16上,其中心杆的顶出一端则安装于模具的底板34上,油缸8通过其中心杆顶出从而通过其本身缸体来驱动下层顶出板16向上顶出,从而通过隔离滑块11顶住耐磨硬块7而推动顶针面板14、顶针推板15一起向上顶出,顶针面板14、顶针推板15从而能驱动左斜顶杆座37、右斜顶杆座40、推管20向上顶出。当然,耐磨硬块7通过螺钉紧固安装于顶针推板15的底部。顶出过程中,安装于动模板32下方的弯销6能压迫隔离滑块11的斜面,从而能迫使其克服弹簧10的弹性阻力而向外滑出,从而在顶出一定距离后,顶针面板14、顶针推板15、下层顶出板16能合并到一起,下层顶出板16推动顶针17将塑件从型芯主镶件3上完全顶出,顶出时,先由油缸8推动下层顶出板16及其上的顶针17、顶针推板15及其上的左斜顶杆座37、右斜顶杆座40、推管20同步顶出,顶出到一定距离后,顶针推板15不能继续上行,而由下层顶出板16推动顶针17将塑件从型芯主镶件3上完全顶出。 弹簧挡块9作为隔离弹簧10的支撑力挡块,隔离滑块限位块13为隔离滑块11的行程限位挡块,隔离滑块11在滑块槽12内滑动;弹簧挡块9、隔离滑块限位块13、滑块槽12通过螺钉紧固安装于下层顶出板16上;顶出限位块18用于防止顶针面板14撞击动模板32的底部, 垃圾钉19用于防止下层顶出板16回退时撞击模具底板34而发生变形;复位杆弹簧47、复位杆48用于顶出板的复位;顶出板导柱49用于3块顶出板的运动导向;顶针推板复位行程开关50用于顶针推板15的复位信息发出,机构的控制部分如图6(a)所示。
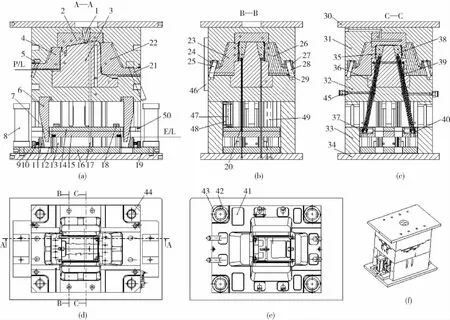
1—热流道嘴 2—型腔镶件 3—型芯主镶件 4—后滑块 5—后滑块导柱 6—弯销 7—耐磨硬块 8—油缸 9—弹簧挡块 10—弹簧11—隔离滑块 12—隔离滑块槽 13—隔离滑块限位块 14—顶针面板 15—顶针推板 16—下层顶出板 17—顶针 18—顶出限位块19—垃圾钉 20—推管 21—前滑块导柱 22—前滑块 23—左滑块 24—左滑块导柱压紧块 25—左滑块导柱 26—右滑块27—右滑块导柱压紧块 28—右滑块导柱 29—滑块压条 30—面板 31—定模板 32—动模板 33—模脚 34—底板 35—左斜顶块36—左斜顶顶杆 37—左斜顶杆座 38—右斜顶块 39—右斜顶杆 40—右斜顶杆座 41—平衡块 42—导套压块 43—导套 44—导柱45—快速接头 46—锁模片 47—复位杆弹簧 48—复位杆 49—顶出板导柱 50—顶针推板复位行程开关 P/L—分型面 E/L—顶出分型面(a)前剖视图A—A (b)第一右侧剖视图B—B (c)第二右侧剖视图C—C (d)动模俯视图 (e)定模仰视图 (f)模具轴测视图图5 模具结构Fig.5 Mold structure
浇注系统采用热流道嘴+冷流道扇形浇口形式进行浇注。冷却/加热系统中,采用Φ8管道,冷却水采用常温水进行冷却,模具加热时,往冷却管道中注入80 ℃热水进行加热,模温控制在(65±3) ℃;管道设置时,型腔镶件2、型芯主镶件3、后滑块4、前滑块22、左滑块23、右滑块26、左斜顶块35、右斜顶块38都设置有独立的水路。
侧抽芯机构包括外壁侧抽芯的4个滑块和内壁侧抽芯的2个斜顶块;针对外壁4个滑块机构,都采用斜导柱驱动型滑块机构,为保证4个滑块机构的滑块的滑动都采用滑块压条进行导向的方式,为保证驱动力足够驱动平衡,每个滑块都采用双斜导柱驱动方式进行驱动,如图6(b)所示。同样,为保证内壁的2个对称型斜顶块的平衡顶出,每个斜顶块都采用双斜顶杆进行顶出。型腔镶件2选用SUJ2,高频淬火至HRC58-60; 型芯主镶件3选用2344,热处理硬度处理至HRC52-54;后滑块4、前滑块22、左滑块23、右滑块26、左斜顶块35、右斜顶块38选用8407,热处理硬度至HRC50-52。顶针17、推管20选用T8A工具钢。
顶出机构中,针对塑件的顶出脱模分2次进行顶出,第1次通过顶针17、左斜顶杆座37、右斜顶杆座40、推管20同步顶出,第二次顶针17单独顶出,通过2次顶出来实现塑件的完全脱模。
模具的导向机构由4副导柱导套来执行,单副导柱导套中,其构件主要包括导套压块42、导套43、导柱44,采用正装装配方式;为防止模具打开时,导柱44将导套43拔出,而对导套43采用导套压块42压紧安装方式进行安装。

(a)二次顶出控制机构 (b)滑块侧面抽芯机构图6 机构设计Fig.6 Mechanisms design
4.2 模具工作原理
(1)闭模注塑。模具闭合,注塑机通过热流道嘴1向模腔内进行注塑,注塑经保压、冷却后,等待开模;
(2)模具打开。模具开模时,注塑机动模带动模具动模后退,模具在P/L分型面处打开,打开时,塑件从模具型腔中脱出,即塑件留于动模一侧,与型腔镶件2脱离;同步地,4个侧面滑块的斜导柱驱动4个滑块侧面完成塑件的4个侧面脱模;
(3)顶出。顶出时,无须注塑机顶杆推动,油缸8推动两次顶出板完成塑件的完全顶出;
(4)复位。复位时,顶出机构先复位,而后是模具注塑机动模板的推动下,复位闭合,等待下一注塑循环。
5 主要成型件加工
模具加工制造时,模具零部件的加工包括普通机加工、数控铣加工和电加工。模具主要零件中,定模板31、动模板32需要普通机加工和数控加工,而顶出板等零件采用普通机加工即可,而对于成型零件中,型腔镶件2需要采用普通机加工打孔、数控加工、手工抛光即可实现后工件的成型;滑块4、前滑块22、左滑块23、右滑块26、左斜顶块35、右斜顶块38需要采用普通机加工打孔、数控加工、电火花成型、手工抛光等工艺进行成型加工。
6 结论
(1)针对机器人控制器支架塑件成型的需要,结合UG软件的CAD功能,在充分分析塑件的成型方案的基础上,设计了其1模1腔热流道+冷流道复合浇注系统两板结构注塑模具;
(2)模具结构中,针对塑件内外壁难脱模的问题,对于4个外壁面的成型,采用整体式双导柱驱动滑块机构来进行短距离抽芯脱模,对于内壁的倒扣则采用整体式双顶杆斜顶块来抽芯脱模,对于螺丝柱则采用推管推出脱模,塑件的完全脱模采用顶针顶出脱模,因此,为配合塑件的脱模需要,模具的整体结构形式为1次开模、2次顶出的结构形式;
(3)为满足2次顶出的需要,特别设计了一种顶出板2次顶出控制机构,机构利用滑块的移动来实现2次顶出板的开闭,具有较好的机构创新性;运用UG软件的CAD集成功能,减少了模具设计中中间数据的传递环节所带来的误差,有利于提高模具生产零部件的加工精度,能有效降低模具生产成本和缩短模具制造周期。
猜你喜欢
装备维修技术(2020年3期)2020-11-20
读与写·中旬刊(2020年7期)2020-10-23
健康必读·下旬刊(2020年9期)2020-09-13
读友·少年文学(清雅版)(2020年4期)2020-08-24
读友·少年文学(清雅版)(2020年3期)2020-07-24
读友·少年文学(清雅版)(2020年2期)2020-06-15
兵器知识(2019年10期)2019-11-04
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
制造技术与机床(2017年5期)2018-01-19
