
基于Labview下气动量仪自动化测量及SPC分析
2019-08-26 01:35刘继祥钱宏文
数字技术与应用 2019年5期
刘继祥 钱宏文

摘要:目前市面上大多数气动量仪都采用的都是串口进行通讯,而随着工业集成化要求不断提高,客户不仅需要将多台设备远距离接入电脑,同时需要进行数据实时显示、记录及SPC制程能力分析。串口通信存在传输距离短,可集成度较低。本文采用串口转网口模块,网络传输距离长,通过路由器可进行多设备同时接入电脑,然后通过labview进行数据采集、实时显示、保存及SPC制程能力分析,实现自动化测量,便于提高质量管理水平。
关键词:labview;串口;网口;SPC;自动化
中图分类号:TG839 文献标识码:A 文章编号:1007-9416(2019)05-0182-03
0 引言
在工控领域,仪器通常需要与计算机进行通信来传输数据以及对仪器进行控制。而仪器上,常用的通信接口为串口,串口通信的传输介质是有线电缆,存在传输距离短,对多台设备进行数据采集集成难度大等缺点。针对此问题,本文通过串口转网口模块进行数据传输,路由器可将多台气动量仪同时接入电脑,然后通过labview[1-3]进行数据采集、实时显示、自动保存及SPC制程能力分析[4]。
1 labview简介
本系统软件基于NI虚拟仪器开发平台——LabVIEW进行开发。LabVIEW是支持将简单易用的图形化开发方式和灵活强大的编程语言的优势合二为一。LabVIEW提供一个开放式开发环境,并通过与测量硬件密切结合,可以迅速开发出有关数据采集和控制、数据分析和数据显示的应用系统。
LabVIEW提供了大量的函数库供用户直接调用。从底层的VXI、GPIB、串口及数据采集板的硬件控制子程序到600多个仪器驱动程序,LabVIEW完全适合大型开放式测试系统的控制与测试需要,简化开发难度,减少开发任务和缩短开发周期。
2 串口转网口模块
串口转网口模块使用山东有人USR-TCP232-304(以下简称T2),该模块用于实现串口到以太网口的数据的双向透明传输,用户无需关心具体细节,模块内部完成协议转换。参数可以通过设置软件进行设置,一次设置永久保存。本次使用该模块TCPClient模式特性。
TCPClient模式说明:TCPClient为TCP网络服务提供客户端连接,用于实现串口数据和服务器数据的交互。根据TCP协议的相关规定,TCPClient是有连接和断开的区别,从而保证数据的可靠交换。当连接建立后,会以大约15s的间隔发送的KeepAlive保活探查包,如果连接有异常中断等情况,则会被立即检测到,并促使T2断开原先的连接并重连。
3 SPC
统计过程控制,又称SPC(Statistical Process Control),是一種基于数理统计的方法,通过对过程的监控,进一步分析结果来解决实际的问题。SPC主要有两种用途[6]:对过程进行分析用控制图和对过程进行监控用控制图。本文中SPC主要利用控制图对过程进行监控。
4 系统架构设计
该系统的整体架构框图如图1所示,为了实现气动量仪与电脑的通信,需经过T2模块进行互联。T2模块作为桥梁,一边与计算机网口相连,一边与气动量仪串口进行连接,测量数据通过T2模块传送至上位机。
4.1 主程序设计
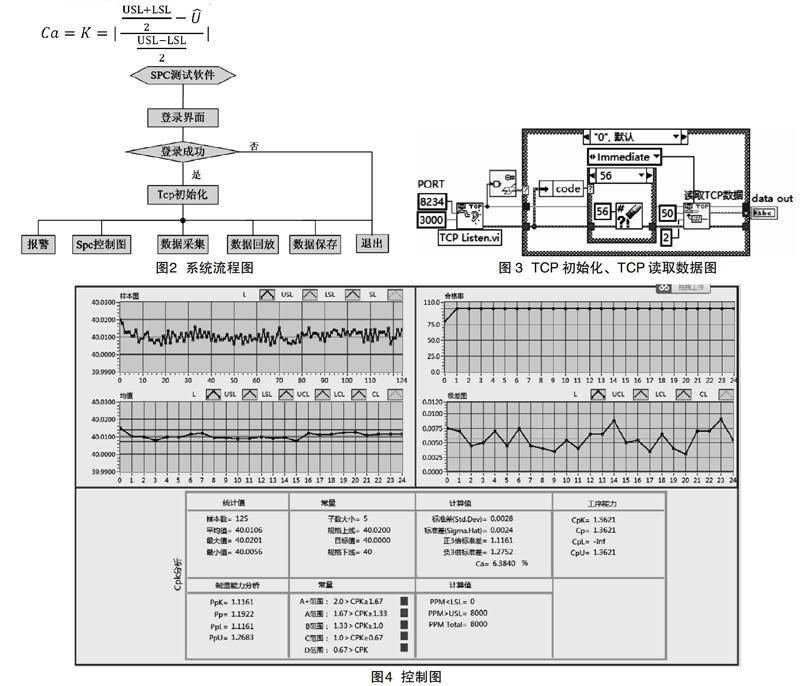
上位机使用labview作为开发平台,系统软件包括3个部分:(1)初始化,上位机作为服务器与T2模块建立通信;(2)数据采集[5],实时显示气动量仪每一个测量结果,网络掉线报警,并实时显示SPC控制图,以及数据定时保存;(3)数据分析及查询,通过对历史数据进行查阅、分类统计,并绘制SPC控制图。一般情况下,数据的采集个数应25组,每组5个数据,以保证有足够的点能客观反应产品工艺的稳定程度。系统流程图如图2所示。
4.2 初始化
labview通过调用TCP协议的功能函数实现建立TCP监听与读取TCP数据等功能,见图3所示。调用“打开TCP侦听”使主机与指定T2模块建立通信链路,T2模块作为客户机使用,本地计算机作为服务器,需输入对应T2的端口号;调用“读取TCP数据”来读取接收到的网络数据。
4.3 数据采集
上位机对多通道数据进行实时采集,在100秒时间内只要上位机收到数据或探测包则认为TCP连接正常,否则进行声音报警并进行自动重连,此时不影响连接正常通道数据采集;软件每2分钟将数据自动保存到excel中,避免因异常情况导致数据丢失;具有实时图表显示,当长时间没有测量数据时,T2模块会以大约15s的间隔发送的KeepAlive保活探查包。
4.4 数据分析及查询
上位机对量仪数据,根据spc控制图进行当前制程能力实时计算、对历史数据制程能力分析及对结果汇总分类。制程能力主要相关公式如下:
Ca:制程准确度
制程能力指数公式
σ:为估计标准偏差
Cpk:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估是一类指标。
Cpk=(1-k)*Cp或MIN{CPU,CPL}
Cp :制程精密度
Cpl:下限过程能力指数
Cpu:上限过程能力指数
制程表现指数公式
σ:为制程标准偏差
Ppk:修正的过程性能指数
Ppk=(1-k)*Pp或MIN{Ppl,Ppu}
Pp:过程性能指数(长期)
Ppl:下限过程性能指数
Ppu:上限过程性能指数
4.5 数据回放
数据回放功能是对历史数据查阅、分类以及分析,分为单通道查询和多通道查询。单通道查询,通过Cpk控制图分析有利于对产品制造过程特性参数进行测量、控制和品质改善;多通道查询可以进行分类显示及统计产品整体合格率。
5 效果验证
为了验证系统及软件的可靠性和稳定性,本文通过对16路气动量仪应用T2模块进行组网测量,T2模块波特率9600,远程端口8234-8240,远程IP:192.168.0.201;服务器IP:192.168.0.201。待气动量仪与T2模块供电后,启动SPC测试软件、TCP初始化完成后,开始进行16通道数据采集,结果如图4、图5所示。
6 功能扩展
在小型厂房内,有线传输能适应绝大多数的工业环境,但在一些特殊环境中(如强腐蚀性、布线困难、仪器产生交叉运动等),有线传输由于其自身的缺陷将无法适应。只需将T2模块更换为W610模块(串口转WiFi),W610作为STA连接到其它AP(如局域网中的路由)上,组成一个无线网络。所有的STA都以该AP作为无线网络的中心,STA之间的相互通信都通过AP转发完成。AP通过网线与计算机相连接即可。只需对w610进行相应设置,上位机改软件通过配置文件更新模块端口号即可实现气动量仪有限连接转无线自动测量。
7 结语
该系统实现了气动量仪的自动测量,具有SPC控制图实时显示、数据自动保存等功能,极大地提高了管理效率。随着网络技术的广泛应用,传统的有线短距离传输逐渐被网线、无线传输所取代,網线传输距离远,组网方便;无线传输不受线缆的束缚,设备位置改变不需要重新布线等优势。通过基于Labview下气动量仪远距离组网自动化测量,使得串口设备之间的连接更加方便快捷。该方法成本低,使用方便,并且具有良好的通用性和可扩展性;也可以将该方法推广至其他类似场合,具有很高的实用价值。
参考文献
[1] 郑树元.精通labview虚拟仪器程序设计[M].北京:清华大学出版社,2012:4-9.
[2] 梁惺彦,和卫星.labview实现远程数据采集与传输[J].微机计算机,2004,9(20):44-45.
[3] 陈树学,刘萱.labview宝典[M].北京:电子工业出版社,2011:438-439.
[4] 马敏莉.应用SPC技术对机械零件加工过程的管理和控制[J].机械设计与制造,2005(5):154-156.
[5] 唐磊,孟祥印,唐波.气动量仪自动数据采集及处理系统的设计与实现[J].机床与液压,2014(14):107-109.
[6] 王健,徐习亮,孙腾琳.SPC在质量管理中的误区分析[J].电子世界,2019(02):49-50+53.
猜你喜欢
装备制造技术(2020年11期)2021-01-26
通信电源技术(2016年4期)2016-04-04
通信电源技术(2016年5期)2016-03-22
职业技术(2015年8期)2016-01-05
地矿测绘(2015年3期)2015-12-22
机械制造与自动化(2014年1期)2014-03-01
