
包埋模具温度对超小活检组织包埋质量的影响
2019-08-24 03:08罗添友李明峰
成都医学院学报 2019年4期
罗添友,唐 进,李明峰,张 刚
四川大学华西医院 病理科(成都 610041)
包埋是指将组织放于受热熔化的载体中,通过载体冷却固化后支撑组织的过程[1],是组织制片中重要的环节之一。临床上常用的包埋方法为石蜡包埋法[2],而超小活检组织是石蜡包埋中的难点[3-4]。随着胃肠镜,纤维支气管镜及穿刺组织检查技术的日益成熟,超小组织活检成为门诊患者的主要病理检查项目之一,但因其送检组织具有体积微小,形态不规则,数量少等因素,因此病理技术人员在包埋和切片过程中稍有不慎将会导致制片失败,影响病理诊断。有报道[5]显示,包埋模具的温度可影响组织的包埋质量,常温包埋模具注入石蜡后,仅底部石蜡为熔化状态,表面及四周温度迅速下降,很快形成半凝固状态,不利于组织的包埋,影响切片质量。因此,本研究拟评价包埋模具的温度对超小活检组织包埋质量的影响,为临床病理技术提供参考。
1 材料与方法
1.1 材料来源及分组
收集2019年1-3月在四川大学华西医院胃肠镜、纤维支气管镜下活检及超声科粗针穿刺的超小标本120例为研究对象,标本包括甲状腺、乳腺、肺、胃、肝、肾脏、前列腺等组织。依照随机数字表法分为两组,模具加热组(H组)和模具常温组(C组),每组60例。
1.2 仪器
LEICA Histocore Arcdaia C组织包埋机,工作前两组蜡缸温度设置为70 ℃,冷台温度设置为-10 ℃,电热镊设置为70 ℃。
1.3 包埋方法
所有标本经过固定、脱水、透明、浸蜡处理后待用。H组:1)每例取1个加热至70 ℃的包埋模具,将热包埋模具放置包埋机蜡嘴下方热台(温度为70 ℃),开始注蜡,第1次注蜡少许,一般超过包埋模底部即可;2)将组织用电热镊迅速从包埋盒取出,放入包埋模具底部中央、轻压、粘稳;3)选择组织的包埋方向,迅速将包埋模具移动到小冷冻台,使之底部快速凝固;4)包埋模底部凝固后,将包埋盒底盒放在该包埋模具上,沿包埋盒的四周进行二次注蜡,蜡量适中,不要超过包埋盒边缘;5)将注好蜡的包埋模具置于冻台充分冷却,再进行常规切片,然后行HE染色与网状纤维染色。C 组每例取一个常温包埋模具,其操作方法同H 组。
1.4 观察指标
比较两组包埋时间、包埋合格率、HE染色后组织结构完整性、细胞显示效果、网状纤维染色效果及切片等级。包埋合格率依肉眼下组织切面是否完整判断,单张切片满分计10分,组织稍不完整扣1~3 分,不完整扣4~10 分,包埋合格率=切片满分例数占总切片例数的百分比。HE染色后组织结构完整计10分,细胞显示效果包括细胞透明度及核质对比清晰度各计10 分,网状纤维染色效果包括背景清洁度、纤维完整性、网状纤维与胶原纤维对比度各计10 分,每项指标因质量缺陷扣减相应分值,以上指标由两名主治医师进行双盲评片,每项指标的分数取其均值。切片等级分为甲级片:≥90 分;乙级片:75~89 分;丙级片:60~74 分;丁级片:≤59 分[6]。
1.5 统计学方法

2 结果
2.1 两组包埋时间及合格率比较
与C组比较,H组包埋时间延长,包埋合格率增加(P<0.01)(表1)。

表1 两组包埋时间及合格率的比较
2.2 两组包埋切片后肉眼及镜下比较
C组包埋后切片存在切面不全现象,未展示最大组织面,染色组织较松散;H组所有切片厚薄适当,切面完整,染色后对比分明(图1)。
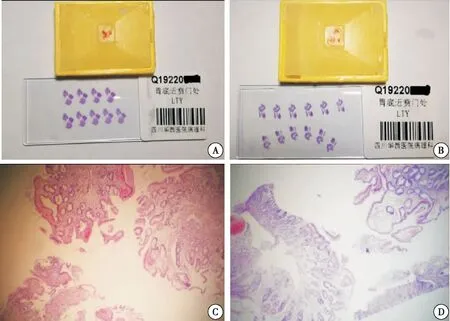
图1 两组胃窦近贲门处活检组织包埋切片后肉眼及镜下比较
注:A、C示胃窦近贲门处活检组织。A:经加热模具包埋切片后厚薄适当,切面完整;C:镜下见少许胃黏膜组织,腺体减少,间质中见中等量淋巴细胞浸润,灶性区见淋巴滤泡形成,可见多灶出血;B、D示胃窦近贲门处活检组织;B:经常温模具包埋切片后切面不全,未展示最大组织面;D:镜下见少许胃黏膜组织,腺体减少,间质中见中等量淋巴细胞浸润,可见多灶出血
2.3 两组包埋后制片评分比较
经HE染色后,与C组比较,H组织结构完整性、细胞显示效果(细胞透明度和核质对比度)、网状纤维染色效果(背景清洁度、纤维完整性、网状纤维与胶原纤维对比度)等项目评分增加(P<0.01)(表2)。

表2 两组包埋后制片评分的比较(分,
2.4 两组切片等级比较
H组切片等级高于C组,差异有统计学意义(P<0.05)(表3)。
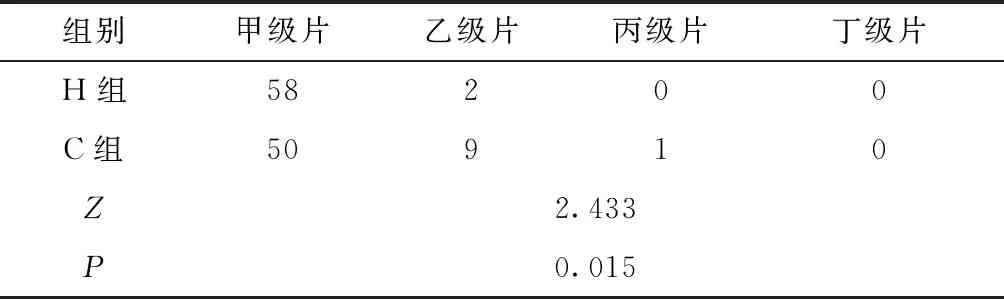
表3 两组切片等级的比较(n=60)
3 讨论
随着胃肠镜,纤维支气管镜及超声引导下粗针穿刺技术的日益发展和成熟,因其操作简便、损伤小、安全性大,确诊率高,其在临床中的应用也越来越广泛[7-9]。超小组织活检是门诊患者的主要病理检查项目之一[10-12],如声带肿物,因其组织体积较小,数量少,工作人员在包埋、切片过程中稍有不慎将会导致取材失误,包埋结果不理想,未包埋最大面,切片不全,导致制片失败,甚至发生组织遗失的严重情况,最终影响病理诊断,存在很大的医疗风险;所以在组织标本制作的环节中,不但要求病理技术人员要有高度的责任心,还需要有正确规范的操作流程,而包埋技术是病理组织制片过程中至关重要的环节之一,只有组织包埋合格后,才能为以后的切片、染色和诊断提供可靠的保证,为患者的后期治疗赢得宝贵时间。
在病理技术中常用的包埋方法为石蜡包埋法,石蜡是由于碳氢键所构成的正烷烃的混合物,没有固定的熔点,一般为56~62 ℃[13],因此在包埋过程中,石蜡受热熔化后,将组织放置于熔化的石蜡液中,通过石蜡冷却凝固后支撑组织,来实现包埋的过程,在此过程中,应在石蜡凝固的时间范围内将浸蜡的组织妥善放置于石蜡液的中央。常温包埋模具只有底部受热,其余部分为常温,当注入石蜡后,只有底部石蜡为熔化状态,表面及四周温度迅速下降,很快形成半凝固状态,不利于组织的包埋[14],特别是当组织呈条索状时,容易导致蜡块切面中间凹陷,因组织不在一个切面上而丧失整条组织的完整性[15]。本研究中,将包埋模具加热至70 ℃,与石蜡温度一样,第1次注蜡后,温度下降速度减慢,保证了工作人员有足够的时间将组织从包埋盒取出,并妥善放入包埋模具底部中央,并调整组织的包埋方向,再移至小冷冻台,使底部快速凝固后完成二次注蜡。结果显示,H组包埋模具加热后,延长了包埋时间,提高了包埋的合格率,后期切片和HE染色后,H组组织结构完整性、细胞透明度和核质对比度以及背景清洁度、纤维完整性、网状纤维与胶原纤维对比度评分增加,这与林倩等[5]研究结果相吻合。
综上所述,热包埋模具可提高超小活检组织包埋的合格率,保证切片质量,提高诊断准确率。
猜你喜欢
世界科学技术-中医药现代化(2022年2期)2022-05-25
昆钢科技(2022年1期)2022-04-19
煤气与热力(2022年2期)2022-03-09
化工管理(2021年7期)2021-05-13
世界科学技术-中医药现代化(2021年12期)2021-04-19
兽医导刊(2020年9期)2020-05-20
新型建筑材料(2018年11期)2018-11-23
北京航空航天大学学报(2017年5期)2017-11-23
中国音乐教育(2017年4期)2017-05-20
中国男科学杂志(2016年9期)2016-03-20
