风电机组用球墨铸铁性能不达标原因分析
2019-07-24 09:23张仲勇李金梅赵江涛
热处理技术与装备 2019年3期
张仲勇,李金梅,赵江涛,史 伟,谈 军
(1.兰州兰石集团有限公司,甘肃 兰州 730314; 2.兰州兰石检测技术有限公司,甘肃 兰州 730314)
现代风力发电技术日趋成熟,风力发电机组正不断向大型化发展,风能发电设备由于其工作时会受到大载荷的作用,所以其各组成部件基本都以铸件为主。风能发电设备所需铸件不仅重量比较大,而且其厚度也较大,最厚的部分达到200 mm,属于厚大断面铸件。风能发电机组的工作环境是比较特殊的(在沙漠、山区及海上),要求风电轮毂要有很强的抗风沙、耐低温、防盐雾的性能。同时,风能发电机组维修极其困难,并且代价很高,故对其轮毂的内在质量、力学性能要求比一般厚大球铁件更严格,此外还要求铸件耐疲劳强度高,保证10~20年安全运行不维修[1-3]。
球墨铸铁具有较高的强度(最高抗拉强度可达1400 MPa)和较好的韧性(伸长率可高达24%),与钢材比较,其铸造性能好,生产工艺及设备简单,成本仅为铸钢或锻钢件的1/3~1/2,故其广泛应用在风电机组用大型铸件上,其中作为风电轮毂材质的球墨铸铁牌号多为QT400-18LT和QT350-22LT[4-6]。某厂在生产一批次QT400-18LT时发现力学性能不合格,为探究不合格原因做如下分析。
1 工艺方法
1.1 冶炼工艺
采用0.5 T中频感应电炉熔炼铁液,呋喃冷硬树脂砂造型,主要炉料为低碳、低锰废钢和回炉料,表1是未加入球化剂、孕育剂之前原铁液化学成分。

表1 原铁液化学成分分析结果(质量分数%)
1.2 球化处理
熔炼铁液,将炉温升到1500~1600 ℃,静止几分钟后出炉,利用盖包球化法进行球化,球化剂(风电专用球化剂)总加入量为生铁和低锰碳素废钢总质量的1.6%,并与GB 4138—1993标准中稀土镁合金FeSiMg8Re3复合使用。
1.3 孕育处理
采用两次孕育处理:一次孕育在包底将孕育剂(覆盖在球化剂表面,上面用钢板遮盖);二次孕育采用浇注过程中的随流孕育。
1.4 热处理
为了消除铸态组织中的少量或微量的渗碳体,必须进行高温、低温两个阶段石墨化退火。高温阶段全部奥氏体化、消除自由渗碳体,低温阶段由奥氏体转变为铁素体。石墨化退火过程为将试样升温至920~940 ℃,保温2~3 h,炉冷至730~750 ℃,保温2~3 h,然后炉冷至600 ℃出炉即可。 退火工艺如图1所示。
2 理化检验
2.1 化学成分检验
铸造风电用球铁的浇注试块从不同位置取样,不同试样化学成分分析结果见表2。
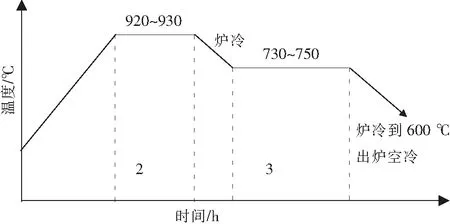
图1 热处理工艺图Fig.1 The diagram of heat treatment process
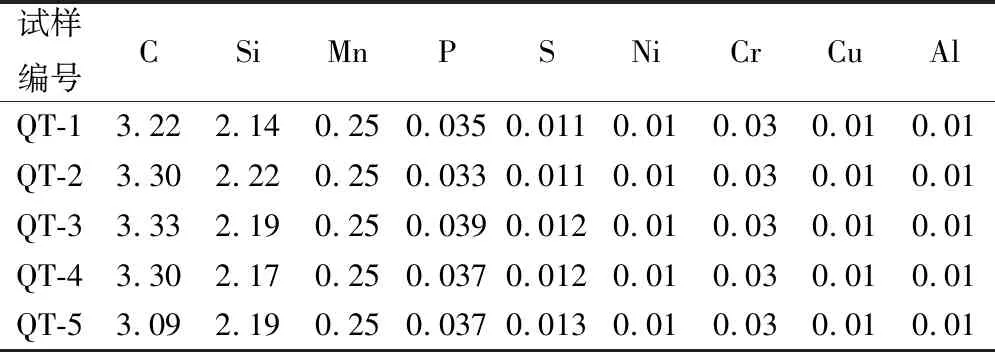
试样编号CSiMnPSNiCrCuAlQT-13.222.140.250.0350.0110.010.030.010.01QT-23.302.220.250.0330.0110.010.030.010.01QT-33.332.190.250.0390.0120.010.030.010.01QT-43.302.170.250.0370.0120.010.030.010.01QT-53.092.190.250.0370.0130.010.030.010.01
2.2 金相检验结果
风电用球铁的显微组织分析结果见表3,主要对球铁的球化率、石墨大小、铁素体数量、磷共晶数量和碳化物数量进行评级。结果可见:该批次球铁的球化级别4.0~5.0,不满足风电用球铁的要求,其石墨形态及大小,铁素体含量见图2。
2.3 力学性能检验结果
风电用球铁的力学性能见表4,其抗拉强度均不满足标准要求。
3 试验结果分析
风能发电设备的铸件选用球墨铸铁作为其材质,主要是因为球墨铸铁与传统的灰铸铁相比,其金相组织的最大差别在于石墨形状的改善。球墨铸铁中的石墨呈圆球形,避免了灰铸铁中尖锐石墨的存在,因此使石墨对金属基体的切口作用大为减小,基本消除了因石墨而引起的应力集中现象,使得金属基体的强度利用率达到70%~90%,使金属基体的性能得到了很大程度的发挥[7-9],该批次风电用球铁的力学性能中抗拉强度低于标准要求值,初步分析认为C元素略低,导致石墨数量较少。显微组织上石墨的球化级别不达标,即石墨的圆整度不够,对其力学性能有影响,耐低温冲击球铁件必须保证全铁素体基体,即珠光体体积分数需稳定控制在小于5%,才能达到低温冲击韧性的要求,所以必须通过热处理的方式来解决。退火态球铁可确保基体全部或大部分为铁素体,且增多石墨数量,保证其石墨粒径减小,铁素体晶粒细小,韧性得到提高;同时石墨数量增多,石墨周围铁素体的碳含量低,塑性增强,基体硬度下降。另外,较高的石墨球数量能够减弱碳化物的形成趋势,在一定程度上也能够提高铁素体球铁低温冲击韧性,这也就是我们一直强调要增加球墨数量的重要原因之一。

表3 风电用QT400-18LT显微组织分析结果

(a) QT-1;(b) QT-2;(c) QT-3;(d) QT-4;(e) QT-5图2 不同试样的铁素体基体和石墨形态Fig.2 The morphology of ferrite matrix and graphite for different samples

表4 风电用QT400-18LT力学性能分析结果
4 结论
该批次风电用球铁的抗拉强度低于标准要求值,显微组织上石墨的球化级别不达标,即石墨的圆整度不够,初步分析认为C元素含量略低,导致基体强度、硬度下降,石墨数量较少,使得其力学性能下降。
猜你喜欢
中国金属通报(2022年7期)2022-11-22
科技视界(2022年21期)2022-11-08
电焊机(2022年8期)2022-09-09
工友(2022年7期)2022-07-23
表面技术(2022年1期)2022-02-12
焊管(2022年1期)2022-02-11
纺织器材(2021年2期)2021-12-04
魅力中国(2021年29期)2021-09-15
铸造设备与工艺(2021年1期)2021-04-21
科技视界(2020年26期)2020-09-24